








Composé de tournage et de fraisage
Usinage composé par tournage-fraisageUne seule installation pour une efficacité et une précision accrues. Contactez-nous dès maintenant pour un devis - livraison rapide à partir de vos dessins.
- Certifié ISO 9001:2015
- Tolérance jusqu'à 0,0002''
- Le métal, le plastique et les matériaux composites peuvent être usinés
- Coût de l'usinage tournage-fraisage : 3-500 USD

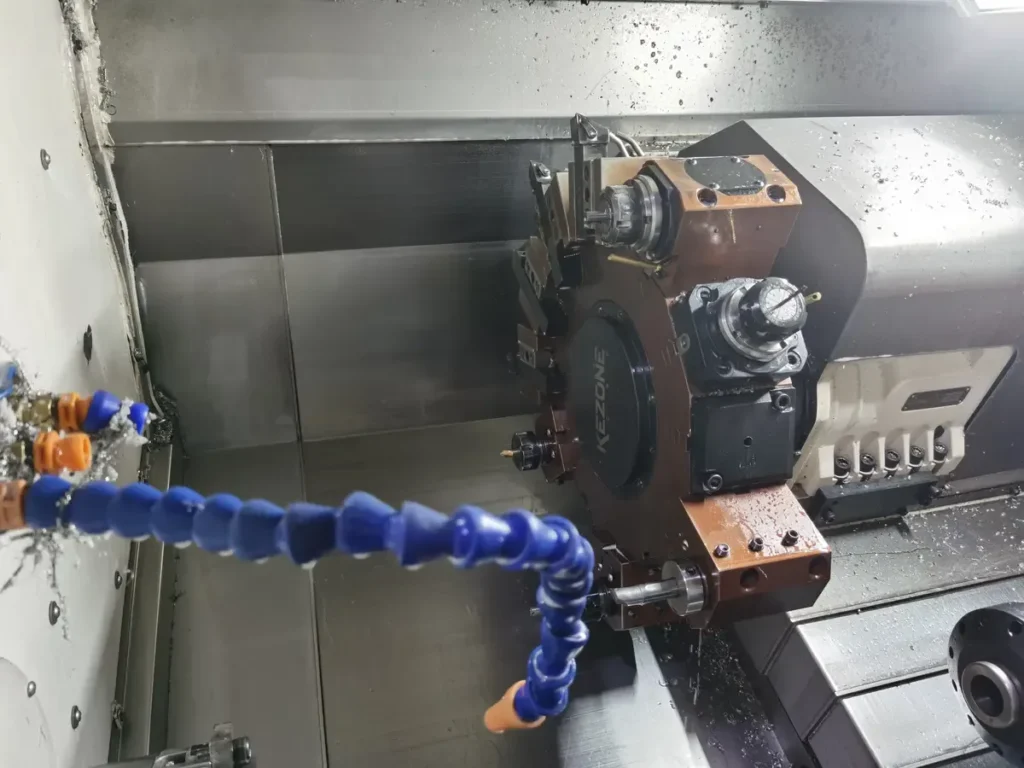
Qu'est-ce que l'usinage composé par tournage-fraisage ?
Usinage composé par tournage-fraisage Utilise des machines composites de tournage-fraisage pour effectuer plusieurs processus d'usinage—tournage, fraisage, perçage et taraudage—sur une seule machine selon des programmes CNC préétablis. Cela permet un traitement intégré de diverses opérations sur une seule machine.

Matériau sur mesure pour l'usinage composé par tournage-fraisage
Nos centres d'usinage CNC de type "turn-mill compound" bénéficient de plus d'une décennie d'expérience en matière de production. Ils sont capables d'usiner et de découper avec précision une centaine de matériaux avec des tolérances de l'ordre de 0,005 mm. Vous trouverez ci-dessous les matériaux les plus couramment utilisés pour les pièces usinées à la CNC. Si vous avez besoin d'usiner d'autres matériaux uniques, veuillez nous contacter pour de plus amples informations.
Métal cnc le type de matériau :
Aluminium
Il se caractérise par une faible densité et une texture dure, mais le matériau lui-même est relativement souple. Très résistant à la corrosion, il est largement utilisé dans les domaines de l'aérospatiale, des structures squelettiques biomimétiques et de la fabrication de composants automobiles.
Couleur : Argent.
Les types : Aluminium 6061、7075、2024、5052、6063 et MIC-6.
Finition de la surface : Polissage, brossage, sablage, chromage, anodisation, galvanisation, revêtement par poudre, gravure au laser.
Délai de livraison : 1-5 jours.
")
Acier inoxydable
Résistants à la corrosion, lisses et faciles à nettoyer, ils sont utilisés dans la cuisine, le secteur médical, la construction et les pièces automobiles.
Couleur : Argent.
Les types : Acier inoxydable 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Finition de la surface : Polissage, brossage, sablage, galvanoplastie, pulvérisation, PVD (Physical Vapor Deposition), passivation, décapage, coloration.
Délai de livraison 2 à 5 jours.

Cuivre
Possède une conductivité électrique, une ductilité à la traction et des propriétés antimicrobiennes. Il est principalement utilisé pour la fabrication d'objets d'artisanat, d'articles de décoration et d'équipements médicaux.
Couleur Orange, jaune.
Les types : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Finition de la surface : Passivation, galvanisation, placage chimique, grenaillage, sablage, traitement chimique du film, polissage, nettoyage brillant.
Délai de livraison : 1-5 jours.

Bronze
Le bronze est un alliage de cuivre résistant à la corrosion, d'une bonne fluidité et d'une couleur variable en fonction de sa composition. Il est utilisé pour des pièces telles que les roulements, les engrenages et les composants marins.
Couleur : or/brun.
Les types : Bronze d'étain, bronze d'aluminium, bronze de béryllium, bronze de silicium, bronze de manganèse.
Finition de la surface : Sablage, polissage, moletage, meulage, passivation, revêtement chimique, coloration par imprégnation, coloration au pinceau/à la bombe, galvanisation, anodisation, revêtement par poudre, brossage.
Délai de livraison : 1-5 jours.

Acier
Alliage à base de fer avec Cr, Ni et Mn, offrant des propriétés ajustables par traitement thermique. Il est utilisé pour les boulons, les arbres, les engrenages, les outils de coupe et les composants de moteurs.
Couleur : Argent .
Les types : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Finition de la surface :Sablage, finition miroir, revêtement PVD, finition brossée, revêtement par pulvérisation, galvanoplastie.
Délai de livraison : 1-5 jours

Magnésium
Léger, il présente une faible dureté, une excellente conductivité thermique et une usure minimale des outils. Sa résistance dépasse celle des alliages d'aluminium et de l'acier, et sa capacité d'amortissement - 1,5 fois celle de l'aluminium - lui permet d'absorber efficacement les vibrations et le bruit. Il convient aux composants aérospatiaux et automobiles.
Couleur : Argent.
Les types : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Finition de la surface : Revêtement par conversion chimique, anodisation, nickelage, galvanoplastie, revêtement composite, peinture par pulvérisation, revêtement par poudre, revêtement par électrophorèse.
Délai de livraison : 1-5 jours.
Plastique cnc le type de matériau :

ABS
Alliant rigidité, ténacité et facilité de traitement, il est idéal pour les pièces de précision soumises à des charges modérées, telles que les boîtiers électroniques, les conduits d'air automobiles et les composants de garniture.
Couleur : Beige, noir.
Les types : ABS polyvalent, ignifuge, résistant à la chaleur, résistant aux chocs, transparent (MBS), rempli d'ABS modifié, allié, fonctionnalisé.
Finition de la surface :Revêtement par pulvérisation, galvanisation, sérigraphie, gravure au laser, marquage à chaud, revêtement sous vide, impression par transfert, sablage.
Délai de livraison : 1-5 jours.
PVC
Le PVC est un matériau robuste et dense qui se caractérise par une excellente résistance à la traction et un allongement modéré. Grâce à sa résistance à la corrosion chimique et au vieillissement, il constitue un choix idéal pour les environnements corrosifs.
Couleur : Blanc, beige, noir.
Les types : PVC rigide et PVC souple.
Finition de la surface : Peinture et placage, polissage, ponçage
Délai de livraison : 1-5 jours.

POM
Matériau à haute résistance, à faible friction et dimensionnellement stable, idéal pour l'usinage. Il remplace le métal dans les pièces d'usure comme les engrenages et les roulements.
Couleur blanc, noir, bleu, jaune, etc.
Les types : POM-H, POM-C.
Finition de la surface : Polissage, sablage, polissage chimique, polissage au laser, anodisation/peinture.
Délai de livraison : 1-5 jours.

PTFE
Le PTFE offre une friction très faible, une forte résistance chimique et une excellente isolation, idéale pour les joints, les garnitures et les bagues.
Couleur : Blanc, naturel, noir, rempli ou couleur personnalisée.
Les types : PTFE vierge,PTFE chargé de verre,TFE chargé de carbone,TFE chargé de bronze,TFE modifié
Finition de la surface : Finition par usinage, polissage, texturation, revêtement, gravure, traitement antistatique.
Délai de livraison : 1-5 jours.

PMMA
92% "cristal plastique" à transmission lumineuse pour les lentilles et les guides de lumière - plus léger que le verre, facile à usiner et idéal pour les housses d'écran et les cadres de téléphone.
Couleur Les couleurs sont les suivantes : transparent, blanc, noir, coloré.
Les types : Polyvalent / Résistant aux chocs / Résistant à la chaleur / Nacré.
Finition de la surface : Polissage, revêtement amélioré, sablage pour la texture, impression pour la coloration, traitements anti-rayures et anti-traces de doigts.
Délai de livraison : 1-5 jours.
PC
Thermoplastique haute performance présentant une excellente ténacité, rigidité et isolation. Léger, il est idéal pour les composants électroniques usinés par CNC.
Couleur : blanc ou noir.
Les types : PC général usinable/retardateur de flamme/renforcé/mélangé.
Finition de la surface : Polissage, durcissement, pulvérisation, gravure au laser, galvanisation, estampage à chaud.
Délai de livraison : 1-5 jours.

FR4
FR4 est un stratifié époxy en fibre de verre qui présente une résistance élevée, une excellente isolation et des performances stables. Il est largement utilisé pour les pièces structurelles et isolantes telles que les entretoises, les supports et les plaques de montage.
Couleur : Jaune, vert, noir, blanc, naturel
Types : Standard FR4 / High-Tg FR4 / Halogen-free FR4
Finition de la surface : Finition par usinage, polissage, sablage, revêtement, peinture, marquage au laser
Délai de livraison : 1-5 jours
PA
Le PA (Nylon) offre une résistance à la traction de 62 à 85 MPa, une faible friction et une résistance à la chaleur, idéale pour les engrenages et les roulements dans les secteurs de l'automobile, de l'électronique et des machines.
Couleur : Coloré.
Les types : PA6, PA66, PA6T, PA9T.
Finition de la surface :Broyage mécanique, attaque acide/alcaline, technologie de l'hydrolyse, revêtement.
Délai de livraison : 1-5 jours.

PE
PE est un thermoplastique à bas point de fusion qui nécessite un contrôle de la température pendant l'usinage pour éviter l'adhérence. Il offre une faible friction, une résistance chimique et est largement utilisé dans les pièces coulissantes, les conteneurs et les jouets.
Couleur Les couleurs sont les suivantes : noir, blanc, coloré.
Les types : LDPE, HDPE, UHMWPE, PEX, PEX-A, PEX-B.
Finition de la surface :Polissage, sablage, revêtement, gravure.
Délai de livraison : 1-5 jours.
PEEK
PEEK est un plastique technique à haute résistance et à haute température qui présente une faible friction et une excellente résistance chimique. Il est largement utilisé dans les composants aérospatiaux, les pièces à haute température et les dispositifs médicaux.
Couleur : Beige, noir.
Les types : CF-PEEK, GF-PEEK, PEEK avec des charges de noir de carbone/céramique/PTFE/graphite.
Finition de la surface :Sablage, polissage, revêtement métallique, revêtement polymère.
Délai de livraison : 1-5 jours.

PP
Le PP est un thermoplastique semi-cristallin qui s'écoule bien et qui nécessite un contrôle de la température pendant l'usinage CNC. Il est largement utilisé pour les conteneurs, les connecteurs et les pièces structurelles.
Couleur Les couleurs sont les suivantes : noir, blanc, coloré.
Les types : PP-H, PP-B, PP-R, HIPP.
Finition de la surface :Polissage, sablage, revêtement.
Délai de livraison : 1-5 jours.

PEHD
Le PEHD est un thermoplastique durable et non toxique, doté d'une forte résistance aux chocs et d'une grande stabilité. Il est utilisé pour les vannes, les pièces de pompes, les engrenages, les roulements et les matériaux de base.
Couleur : noir, blanc.
Les types : HI-HDPE, UV-HDPE, UHMWPE, HDPE chargé de noir de carbone.
Finition de la surface :Polissage, sablage, revêtement.
Délai de livraison : 1-5 jours.

HIPS
Le HIPS est un thermoplastique modifié par le caoutchouc qui présente une résistance élevée aux chocs, une facilité de traitement et un faible coût. Il est largement utilisé dans les boîtiers, les emballages, les intérieurs automobiles et les applications structurelles légères.
Couleur : noir.
Les types : HIPS résistant aux chocs, HIPS ignifuge bromé, HIPS renforcé de fibres de verre.
Finition de la surface :Polissage ,Sablage ,Coating.
Délai de livraison : 1-5 jours.
Capacité d'usinage en CNC par tournage-fraisage composé
Notre ISO 9001 démontre que nos pièces composées de tournage-fraisage répondent à des exigences strictes en matière de tolérance. Nous respectons les normes de tolérance ISO-2768f pour les métaux usinés par CNC et ISO-2768m pour les pièces en plastique, ce qui vous permet d'obtenir des composants usinés par CNC avec des normes d'usinage de haute précision.
| Propriété | Description |
|---|---|
| Taille maximale des pièces | Diamètre d'usinage maximal de 600 mm et longueur de 1200 mm. L'usinage composé par tournage et fraisage permet d'effectuer plusieurs opérations en une seule fois pour des pièces complexes. |
| Taille minimale des pièces | Diamètre minimum usinable jusqu'à 3 mm, en fonction de la géométrie de la pièce et du matériau. |
| Tolérance générale | Tolérance standard ±0,01 mm ; des tolérances plus étroites jusqu'à ±0,005 mm peuvent être obtenues en réduisant le resserrage. |
| Délai d'exécution | Prototypes en 1 à 3 jours ; production de petites séries en 3 à 5 jours, avec des options accélérées en 24 à 48 heures. |
Lignes directrices pour la conception de l'usinage à commande numérique des pièces tournantes et des pièces composées
| Objet | Taille recommandée |
|---|---|
| Rayons | Rayon intérieur minimum ≥ 2 mm. Les grands rayons de contour et les profils de rotation peuvent être usinés efficacement avec l'usinage composé par tournage-fraisage, en fonction de la géométrie de la pièce et du matériau. |
| Filets et trous taraudés | Les filetages extérieurs et intérieurs de M2 à M50 peuvent être usinés par des opérations combinées de tournage et de fraisage. Une longueur minimale de filetage de 1,5 fois le diamètre est recommandée pour assurer la stabilité. |
| Épaisseur minimale de la paroi | Épaisseur minimale recommandée : 1 mm pour les métaux et 1,5 mm pour les matières plastiques afin de maintenir la rigidité lors de l'usinage par tournage-fraisage. |
| Texte | Profondeur de gravure recommandée : 0,5-2 mm avec une hauteur de caractère de 1-10 mm. La gravure sur plusieurs faces peut être réalisée efficacement à l'aide d'installations composées d'un tour et d'une fraise. |
| Trous | Diamètre minimum du trou usinable : 1 mm. Profondeur de trou recommandée ≤ 5× le diamètre ; profondeur maximale réalisable jusqu'à 10× le diamètre dans des conditions d'usinage stables. |
Projets de pièces cnc composées en tournage-fraisage
Nos services d'usinage CNC par tournage-compression traitent sans effort les surfaces complexes, l'usinage de solides tridimensionnels, englobant les plastiques, les métaux, les composants de grande taille et la production en petites séries. Les tolérances peuvent être contrôlées jusqu'à ±0,002 pouce.
Voici quelques exemples de projets d'usinage que nous avons récemment réalisés.
")
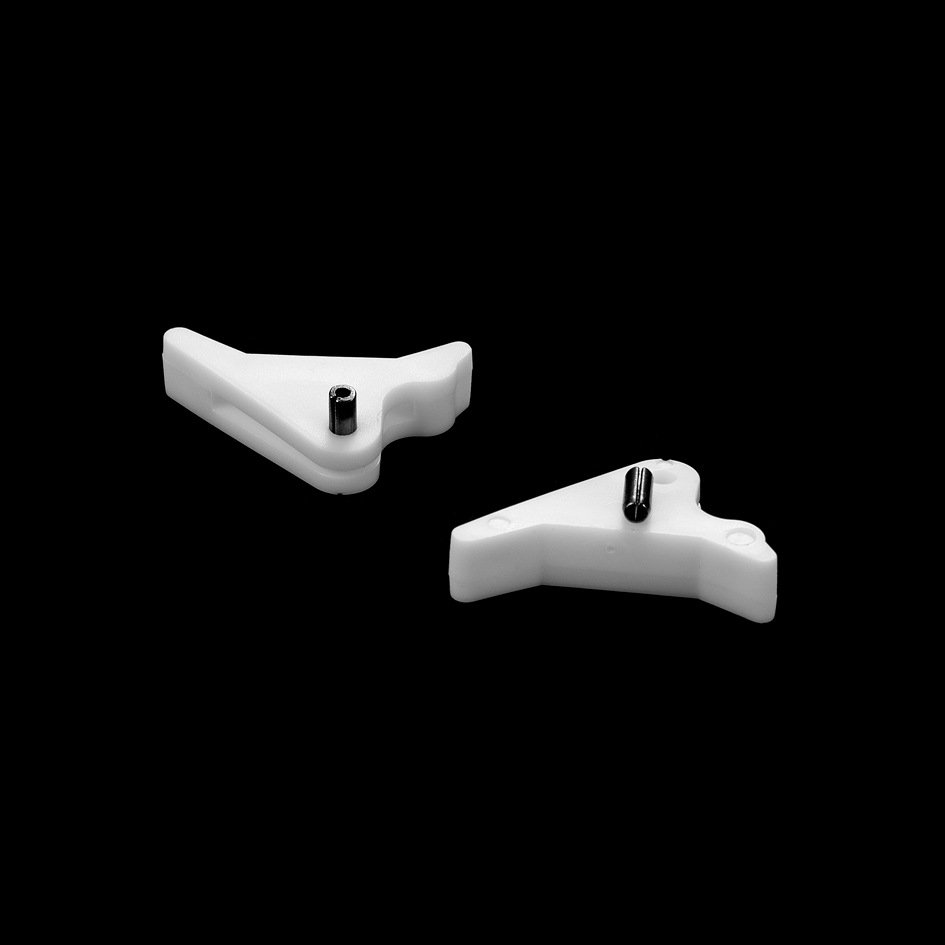
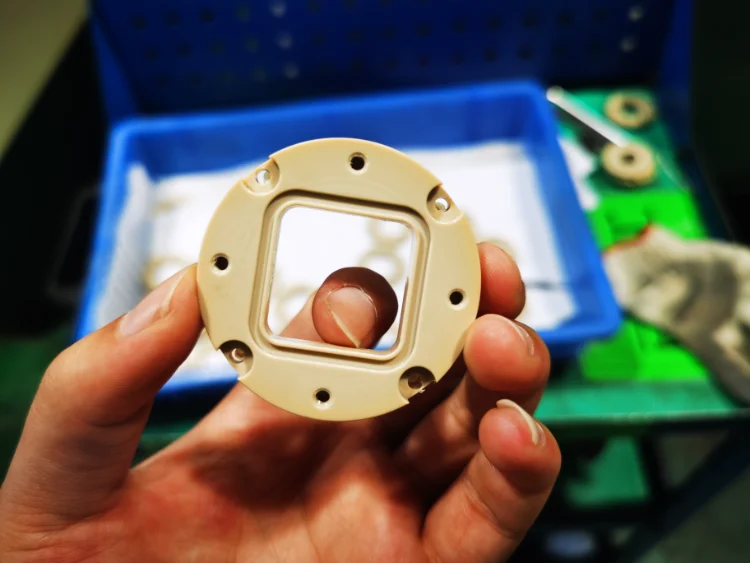
Pièces de précision en PTFE chargé de verre
Matériau : fibre de verre+PTFE
Volume : 1 000 PC
Finition : Polissage
Défis :
La pièce comporte quatre cylindres de diamètres différents et nécessite un perçage, les extrémités en PTFE devant présenter une tolérance de circularité de 0,005". La fibre de verre est sujette aux bavures et à la rupture des arêtes pendant l'usinage.
Notre solution :
L'usinage à grande vitesse avec de faibles vitesses d'avance et des outils diamantés améliore l'efficacité et la précision. Le fraisage et le tournage combinés réduisent les erreurs de réglage et permettent d'atteindre les tolérances souhaitées.

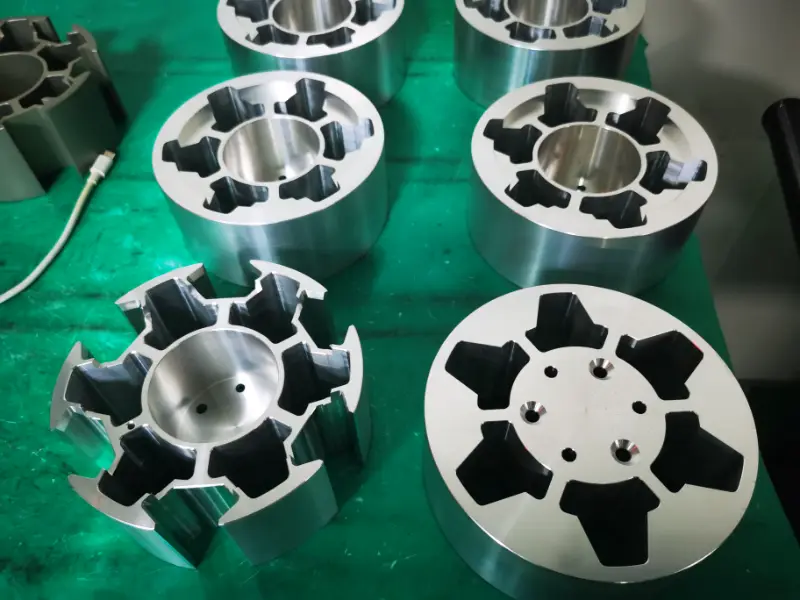
Raccord cannelé en acier inoxydable 316 usiné en CNC
Matériau : Acier inoxydable 316
Volume : 600 PC
Finition : Passivation
Défis :
La structure cannelée interne de cette pièce est complexe, avec une exigence de tolérance de ±0,01 mm. L'acier inoxydable 316 a une dureté élevée, a tendance à coller aux outils et présente un durcissement par écrouissage important.
Notre solution :
Les cannelures internes sont usinées à l'aide d'une fraise à l'aide d'un composé de fraisage et d'outils de coupe PCD, à une vitesse moyenne, avec une avance stable et un tournage en couches.

Douille filetée à cannelures internes en bronze
Matériau : Bronze
Volume : 500 PC
Finition : Nickelage
Défis :
Le bronze a tendance à coller et à former des bavures pendant la coupe ; l'usinage de cannelures à petits trous limite l'accès à l'outil, et la faible rigidité affecte la précision.
Notre solution :
L'utilisation d'outils affûtés en PCD ou en carbure hautement poli, combinée à une vitesse de broche moyennement élevée et à des vitesses d'avance stables, permet de réduire efficacement les bavures et de garantir la précision des cannelures.
Avantage de l'usinage composé par tournage et fraisage à commande numérique
Précision et qualité accrues : L'usinage en une seule étape minimise les erreurs de positionnement et améliore la précision globale.
Améliorer l'efficacité de la production : Un seul réglage remplace les transferts multiples, ce qui réduit le temps de cycle et les coûts.
Amélioration de la flexibilité des processus : Traite facilement les géométries complexes grâce à une programmation et un outillage optimisés.
Qualité de surface optimisée : Des méthodes d'usinage adaptées garantissent des finitions de surface de haute qualité pour les pièces exigeantes.
Application de pièces composées par tournage-fraisage
Aérospatiale : Permet l'usinage de haute précision de composants complexes et performants pour un fonctionnement fiable.
Fabrication automobile : Veiller à la précision et à l'efficacité de la production des pièces essentielles de la chaîne cinématique et du moteur.
Dispositifs médicaux : Permet un usinage de haute précision et de grande qualité pour les composants de petite taille, complexes et biocompatibles.
Fabrication de moules : Permet un usinage rapide et précis des moules complexes tout en raccourcissant les cycles de développement.
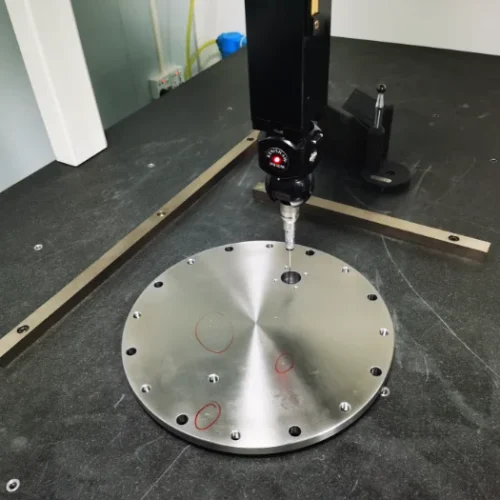
Processus d'inspection de la qualité des pièces Weldo
Toutes les pièces de tournage-fraisage de Weldo Machining font l'objet d'une inspection stricte afin de garantir la précision et la cohérence des dimensions, ce qui permet d'atteindre un taux de rendement de plus de 98%. Toutes les pièces non conformes sont retravaillées ou mises au rebut afin de garantir que seuls des produits qualifiés sont livrés.









Pourquoi travailler avec Weldo machining
Plus de 60 machines
Plus de 60 machines CNC multi-axes et découpe EDM peuvent garantir la cohérence en production de masse.
Service DFM
Optimiser la conception structurelle ; réduire les coûts de fabrication, améliorer l'efficacité du traitement.








Contrôle qualité
Avec un CMM et d'autres systèmes d'inspection de qualité, la précision de détection peut atteindre 0,001 mm.
Livraison rapide
Les échantillons peuvent être expédiés en 1 jour, La production peut être expédiée en 3-15 jours
FAQ du composé de tournage et de fraisage
La programmation de surfaces courbes complexes pour l'usinage composé en tournage-fraisage est-elle difficile ?
Oui. Les surfaces courbes complexes présentent des géométries irrégulières, ce qui complique la modélisation et la programmation. Bien que les logiciels de FAO puissent générer des parcours d'outils à partir de modèles 3D, les programmeurs doivent encore les examiner et les optimiser pour garantir la faisabilité et la qualité de l'usinage. Une bonne compréhension et une expérience de l'espace sont nécessaires.
Le dépannage des machines tournantes et des machines composées est-il complexe ?
Oui. Les machines composites de tournage-fraisage intègrent des systèmes mécaniques, électriques et de contrôle, de sorte que les défaillances peuvent provenir de plusieurs domaines. Un dépannage efficace nécessite une expertise pluridisciplinaire et les réparations majeures requièrent souvent un équipement spécialisé ou l'assistance du fournisseur de la machine.
L'usinage composé par tournage-fraisage est-il adapté à la production de petites séries ?
Oui. L'usinage composé par tournage-moulage permet de réaliser plusieurs processus en une seule fois, ce qui réduit le temps de préparation, les transferts de pièces et les erreurs cumulées. Malgré des coûts d'équipement plus élevés, l'amélioration de l'efficacité, de la précision et de la cohérence en font un outil bien adapté à la production de petites séries et de variétés multiples.
Comment la chaleur de coupe est-elle contrôlée dans l'usinage composé par tournage-fraisage ?
La chaleur de coupe est gérée en optimisant les paramètres de coupe, en utilisant un liquide de refroidissement ou un refroidissement à haute pression, et en choisissant des matériaux et des géométries d'outils appropriés. Un contrôle efficace de la chaleur réduit la déformation thermique et aide à maintenir la précision de l'usinage et la qualité de la surface.
Quelle est la différence entre l'usinage composé par tournage-fraisage et l'usinage à 5 axes ?
Différences :
L'usinage par tournage-fraisage intègre le tournage et le fraisage en une seule opération et convient aux pièces rotatives ou à caractéristiques mixtes. L'usinage à cinq axes excelle dans le traitement de haute précision des surfaces complexes de forme libre.
Connexion :
Il s'agit de deux technologies d'usinage avancées qui se complètent souvent. Dans la pratique, l'usinage par tournage-fraisage peut être utilisé pour l'ébauche ou le traitement intégré, suivi de l'usinage à 5 axes pour la finition de haute précision.
