6061-T6アルミニウムは、優れた引張強度、降伏強度、せん断強度、疲労強度、および硬度を備えています。 この材料は、CNC加工されたブラケット、コネクタ、取付プレート、および軽量構造部品の製造に広く使用されています。これらの特性は、部品の耐荷重能力を決定するだけでなく、切削力、工具への負荷、クランプの安定性、および最終的な寸法精度にも影響を及ぼします。.
6061-T6の総合的な強度は、純アルミニウムや多くの低強度アルミニウム合金よりも高いが、一般的な高強度アルミニウム合金やほとんどの構造用鋼よりは低い。 その主な利点は、個々の強度項目において最高値を示すわけではないものの、強度、重量、および被削性の間で実用的なバランスを実現している点にある。.
6061-T6 アルミニウムの強度データ
以下の数値は、6061-T6アルミニウムの一般的な標準的な特性を示しています。実際の結果は、材料の厚さ、製品の形状、サンプリング方向、および試験規格によって異なる場合があります。生産用途においては、サプライヤーの材料証明書を最終的な基準として扱う必要があります。.
| 強度特性 | 代表値 |
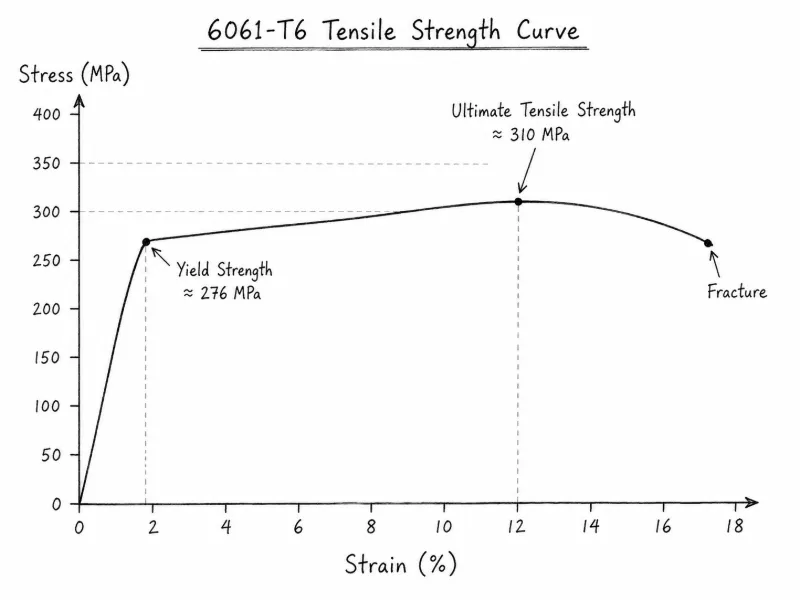
| 極限引張強度 | 約290~310 MPa |
| 降伏強度 | 約240~276 MPa |
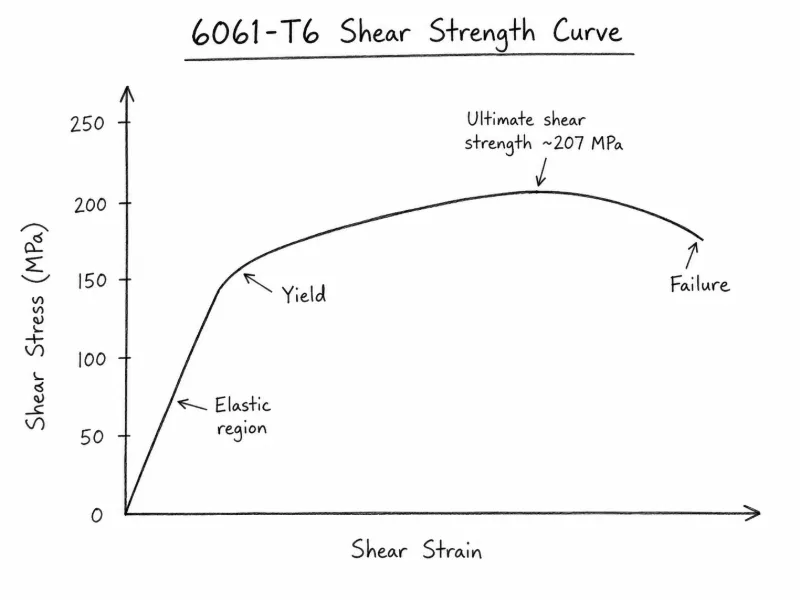
| せん断強度 | 約190~210 MPa |
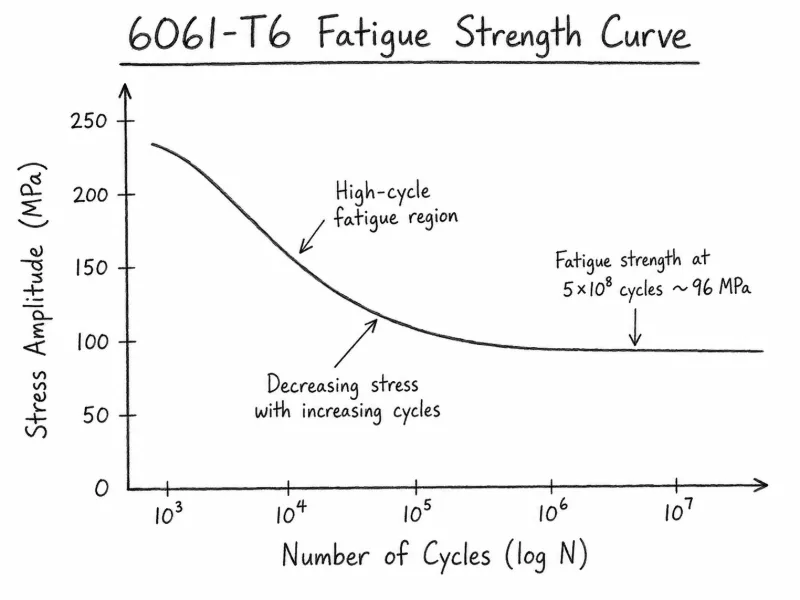
| 疲労強度 | 約95~100 MPa |
| ブリネル硬度 | HBW約95 |
MPaは、国際的に認められている応力の単位であり、 1 MPa は 1 N/mm² に相当します。. 。計算において、荷重は通常ニュートン(N)またはキロニュートン(kN)で表され、断面積は平方ミリメートル(mm²)で表されます。HBWはブリネル硬度の標準表記であり、応力の単位ではありません。.
引張強度とCNC加工
6061-T6アルミニウムの代表的な極限引張強度は、およそ 290~310 MPa. 引張強度は、材料が引張力によって破断する前に耐えることができる最大の実用応力を表し、通常は標準的な引張試験によって測定されます。試験では、標準化された試験片を万能試験機で破断するまで引張し、その際に加えられた最大荷重を記録します。.
計算式は次のとおりです:
極限引張強度(MPa)=最大引張荷重(N)÷ 元の断面積(mm²)
例えば、元の断面積が 50 mm² の試験片が 15,000 N の最大引張荷重に達した場合、その極限引張強度は 300 MPa となります。.
この強度は、主にマグネシウムとシリコンによって形成される微細な強化析出物に由来する。これらの粒子はアルミニウムマトリックス全体に分散しており、転位運動を抑制することで、連続的な塑性変形を困難にする。また、少量の銅も時効硬化性能に寄与する。.
引張強度が290~310 MPaであるため、6061-T6は、中程度の荷重がかかる機器用ブラケット、機械用コネクタ、フレーム部品、および取付プレートに適しています。 CNC加工において、引張強度は材料の引張破壊に対する全体的な耐性を示しますが、これだけでは切削力を予測することはできません。実際の加工負荷には、せん断強度、硬度、工具の形状、および切削条件も影響します。.
降伏強度と加工変形
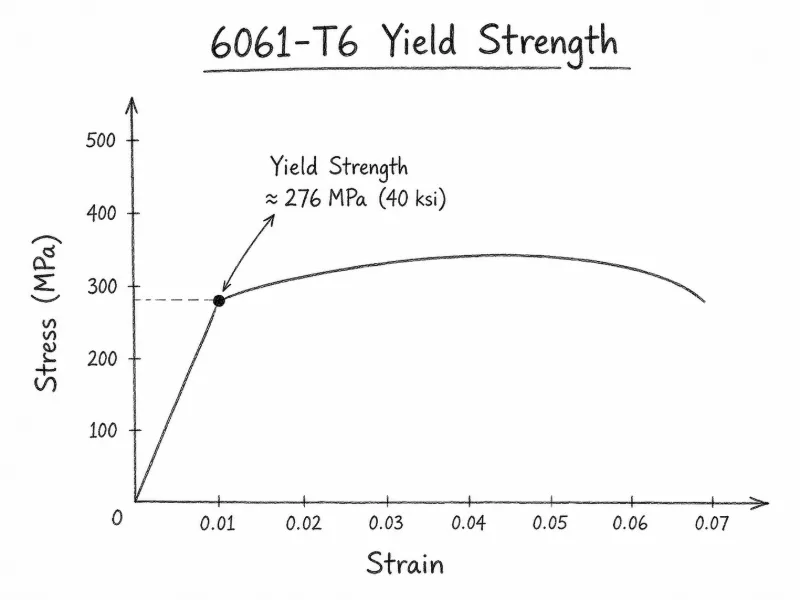
6061-T6アルミニウムの一般的な降伏強度は、およそ 240~276 MPa. 。これは、材料が恒久的な塑性変形を起こし始める応力を表す。6061-T6は通常、明確に定義された降伏プラトーを示さないため、技術者は一般的に0.2%オフセット法を用い、引張試験で得られた応力-ひずみ曲線からその値を決定する。.
基本的な関係は次のとおりです:
降伏応力(MPa)= 降伏荷重(N)÷ 元の断面積(mm²)
例えば、断面積が 50 mm² の試験片が、13,000 N の荷重下で 0.2% の永久ひずみに達する場合、それに対応する降伏強度は約 260 MPa となる。.
降伏強度は、主にマグネシウムとシリコンによって形成される時効析出物によってもたらされます。これらの微細な粒子は転位滑りを抑制するため、材料は恒久的な変形が始まるまでに、より高い応力に耐えなければなりません。人工時効が不十分であったり、析出物の粗大化が過度であったりすると、降伏強度が低下する可能性があります。.
6061-T6材は、比較的高い降伏強度を持つため、クランプ力や切削力による永久変形に耐えることができます。このため、この材料は、治具のベース、接続プレート、および組立荷重を受ける構造部品に適しています。 ただし、薄肉、細長い、あるいは局所的に支持されていない部品の場合、締め付け圧力が過度に集中すると、へこみ、反り、または寸法誤差が生じる可能性があります。.
せん断強度と切断力
6061-T6アルミニウムの代表的なせん断強度は、およそ 190~210 MPa. せん断強度は、反対方向に作用する平行な力に対して材料が破壊に耐える能力を表す。通常、単一せん断試験または 二重せん断試験.
計算式は次のとおりです:
せん断強度(MPa)=最大せん断荷重(N)÷有効せん断断面積(mm²)
例えば、有効せん断面積が 40 mm² で、最大せん断荷重が 8,000 N の場合、せん断強度は 200 MPa となります。二重せん断試験では、せん断面が 2 つあるため、両方のせん断面の面積を計算に含める必要があります。.
せん断強度は、アルミニウムマトリックス、Mg₂Si強化析出物、微量の銅、および結晶粒構造の影響を受けます。微細で均一に分布した析出物はせん断変形に対する耐性を向上させますが、粗大な二次相粒子は局所的なき裂発生源となる可能性があります。.
CNC切削は、基本的に切削刃の前方で生じるせん断変形と分離によって材料を除去するものです。したがって、せん断強度は切削力、切りくずの形成、および主軸負荷と比較的直接的な関係があります。狭い溝、穴の縁、または薄肉部を加工する場合、工具の切れ味が鈍っていたり、送り速度が過大だったりすると、バリの発生、エッジの引き裂き、および局所的な変形が増加する可能性があります。.
ブリネル硬度と工具荷重
6061-T6アルミニウムの代表的なブリネル硬度は、およそ 95 HBW, 、これは一般的に使用されるアルミニウム合金の中では中~高レベルと見なされています。HBWは、その硬度値が炭化タングステン製の球形圧子を用いて測定されたことを示しています。これは、MPaやN/mm²のような応力単位ではありません。.
試験では、所定の荷重をかけて炭化タングステン製の球を材料表面に押し込みます。荷重を解除した後、平均圧痕径を測定し、試験荷重、球の直径、および圧痕の大きさを用いて硬度を算出します。 試験荷重はニュートン(N)で、球の直径および圧痕の直径はミリメートル(mm)で、保持時間は秒(s)で表されます。.
完全な結果は次のように表すことができる:
95 HBW 10/500/30
場所:
10 は、ボール圧子の直径が 10 mm であることを示しています。
500は試験荷重レベルを示しています
30 は、滞留時間が 30 秒であることを示しています
6061-T6の硬度は、主にマグネシウムとシリコンによって形成される微細な析出物に由来しています。少量の銅は時効硬化効果を高め、クロムは結晶粒組織や再結晶の制御に役立ちます。 鉄は主要な強化元素ではなく、鉄・ケイ素相が過度に粗大化すると、加工後の延性や表面の均一性が低下する恐れがある。.
約95 HBWの硬度により、6061-T6は適度な耐圧痕性を発揮し、穴の縁、ねじ山、および加工形状をきれいに保つのに役立ちます。 CNC加工において、硬度は工具の切り込みや切削刃の摩耗に影響を与えます。工具が鈍化すると、加工プロセスがきれいなせん断から摩擦や圧縮へと移行し、ビルドアップエッジ、バリ、表面の引き裂き、および寸法公差の増加を招く可能性があります。.
疲労強度と表面品質
6061-T6アルミニウムの代表的な疲労強度は、およそ 95~100 MPa, 、ただし、この値は常に指定された負荷サイクル数と併せて理解する必要があります。アルミニウム合金には一般的に明確に定義された恒久疲労限界が存在しないため、サイクル数を考慮せずに疲労強度を適用すべきではありません。.
疲労特性は通常、回転曲げ試験または軸方向の繰返し荷重試験によって測定される。試験片に異なる応力レベルで繰り返し荷重を加え、破断までのサイクル数を記録することで、S-N曲線が作成される。この曲線において、SはMPa単位の繰返し応力を表し、Nは破断までのサイクル数を表す。.
繰返し応力は、荷重と断面積から依然として計算することができます:
繰返し応力(MPa)= 繰返し荷重(N)÷ 有効断面積(mm²)
疲労特性は、マグネシウム・シリコン系強化析出物だけでなく、結晶粒径、粗大な二次相粒子、介在物、および表面欠陥によっても影響を受ける。微細かつ均一に分布した析出物はマトリックスの強化に寄与するが、粗大な粒子や介在物は疲労き裂の発生起点となる可能性がある。.
振動、往復運動、または交互荷重を受けるCNC加工部品において、深い工具痕、穴縁のバリ、傷、鋭い角は、応力集中を引き起こす可能性があります。 したがって、ロボット用コネクタ、振動ブラケット、および繰り返し荷重がかかる取り付け構造に使用される6061-T6製部品では、仕上げ送り、工具の振れ、面取り、およびバリ取りの品質を慎重に管理する必要があります。.
強度がCNC切断に与える影響
6061-T6のさまざまな強度特性は、以下の点に影響を及ぼします。 CNC加工 それぞれ異なる点で異なります。引張強度は全体的な耐荷重能力を表し、降伏強度は永久変形に関係し、せん断強度は材料を分離するために必要な力に影響を与え、硬度は工具の食い込み、摩擦、および刃先の摩耗に影響を与えます。.
純アルミニウムと比較すると、6061-T6はより高い切削抵抗を示しますが、その抵抗は依然として鋼のそれよりも著しく低くなっています。そのため、高速CNCフライス加工や旋盤加工に非常に適しています。 標準的な構造部品は通常、安定した形状を維持しますが、薄肉部、深いキャビティ、および長いオーバーハング部では、局所的な剛性が限られているため、変位、スプリングバック、または振動が生じる可能性があります。.
これらの強度値は、固定の主軸回転数や送り速度に直接換算することはできません。また、実際の切削力は、工具の直径、刃数、前角、工具のオーバーハング、軸方向の切り込み深さ、および半径方向の切り込み幅によっても影響を受けます。.

6061-T6用のCNCフライス加工パラメータ
アルミニウム加工用に設計された、切れ味の鋭い2枚刃または3枚刃の超硬エンドミルを使用する場合、以下の一般的な開始パラメータを参照してください:
| 加工パラメータ | 荒加工 | 仕上げ |
| 切断速度 | 250~600 m/min | 300~800 m/min |
| 1歯あたりの給餌量 | 0.03~0.12 mm/歯 | 0.01~0.06 mm/歯 |
| 軸方向の切削深さ | 0.3~1.0 × 工具径 | 0.1~0.5 mm |
| 半径方向の切削幅 | 10%–40% × 工具径 | 2%–10% × 工具径 |
送り速度や切削深さを大きくすると、材料除去率は向上しますが、同時に切削力や工具への負荷も増加します。薄肉部品、深穴部品、または高精度部品の加工においては、半径方向の噛み合い量と1パスあたりの切削負荷を低減することで、部品の変位や工具のたわみを抑えることができます。.
これらの数値はあくまで初期の目安としてご利用ください。最終的な設定は、工具の直径、刃数、工作機械の剛性、工具のオーバーハング、およびクランプ条件に応じて調整してください。.
工具の選定と潤滑
アルミニウム用に設計された、鋭利な2枚刃または3枚刃の超硬工具は、一般的に6061-T6の加工に適しています。広い切りくず溝と鋭利な切削刃により、切削力、ビルドアップエッジ、およびバリの発生を低減することができます。.
最小量潤滑(MQL)は、工具と被削材間の摩擦を低減すると同時に、工具の摩耗や表面粗さの抑制にも寄与します。関連する実験によると、6061-T6の加工面品質には送り速度と切り込み深さが大きな影響を与える一方、主軸回転数と潤滑剤の流量も併せて調整する必要があります。.
特定の条件下で MQL 試験条件の下では、TiAlN+TiNの2層コーティングが施された超硬工具は、良好な表面粗さの結果を示した。しかし、実際の生産においては、工具の選定は依然として、工具の形状、工作機械の条件、および選定された切削パラメータに基づいて行うべきである。.
加工変形の抑制
6061-T6は比較的高い降伏強度を有していますが、薄肉部品や大幅な材料除去を必要とする部品については、切削力、クランプ圧力、および内部応力のバランスの変化により、依然として反りが生じる可能性があります。.
一般的な制御方法には、次のようなものがあります:
均一かつ適度なクランプ圧をかける
薄肉部および支持のない部分の補強
対称的に材料を取り除く
荒加工と仕上げ加工を別々の工程に分ける
均一な仕上げ代を残す
重要寸法の加工は最後に
これらの措置の主な目的は、集中切削荷重を低減し、加工後のスプリングバックや寸法変化を抑制することにあります。.
ウェルド社による6061-T6部品の機械加工プロセス
ウェルド加工 各6061-T6部品の肉厚、切削量、重要公差、および負荷要件に応じて、工具、クランプ方法、および加工順序を決定する。.
薄肉、深穴、および高平坦度の部品については、切削力が寸法や表面品質に及ぼす影響を低減するため、段階的な材料除去や低負荷仕上げが一般的に行われます。加工後は、重要寸法、穴の位置、および表面粗さを、図面の要求事項に基づいて検査することができます。.
結論
6061-T6は、引張強度、降伏強度、せん断強度、疲労強度、および硬度を備えているため、優れたCNC加工性を維持しつつ、多くの軽量構造部品の荷重要件を満たすことができます。.
実際の加工において、せん断強度と硬度は主に切削力と工具負荷に影響を与え、降伏強度は永久変形に関係し、疲労強度は加工面の健全性と密接に関連しています。 6061-T6アルミニウムの強度上の利点を最大限に活かすためには、工具、切削条件、クランプ、および加工順序を適切に制御することが必要である。.