










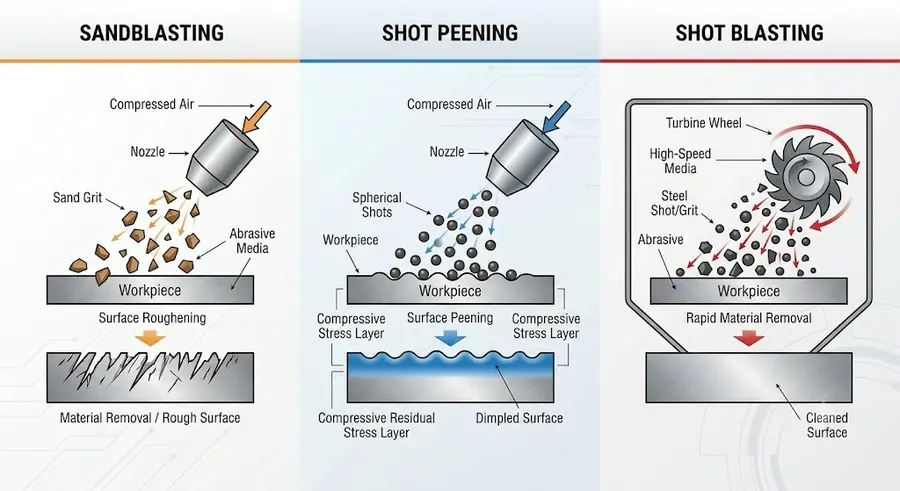
サンドブラスト、ショットピーニング、ショットブラストは、一般的な表面処理プロセスです。これら3つはいずれも、高速で飛来する媒体をワークピースの表面に衝突させ、その表面状態を変化させるものです。装置の形態や表面への効果が似ているため、しばしば混同されがちです。.
しかし、処理の目的という観点から見れば、これらは同じ処理ではありません。簡単に言えば: サンドブラストは切断に似ており、ショットピーニングはハンマーで叩くようなもので、ショットブラストは激しく叩くようなものです. 。サンドブラストは主に表面の洗浄、表面粗化、マット仕上げに用いられ、ショットピーニングは主に表面強化や疲労寿命の向上に用いられます。一方、ショットブラストは、大量の金属部品に対する高効率な錆取り、スケール除去、および塗装下地処理に適しています。.
以下の表は、サンドブラスト、ショットピーニング、ショットブラストの比較を簡単にまとめたものです:
| 項目 | サンドブラスト/研磨ブラスト | ショットピーニング | ショットブラスト |
| 中核機能 | 洗浄、表面粗化、マット仕上げ | 表面強化、耐疲労性 | 効率的な錆取り・スケール除去 |
| 電源 | 圧縮空気または水 | 圧縮空気または専用のピーニング装置 | 高速回転ホイール |
| メディア掲載情報 | 主に角張った研磨材 | 球形またはほぼ球形のショット | スチールショット、スチールグリット、カットワイヤーショットなど。. |
| 表面の挙動 | 微細切削と表面粗さの増加 | 塑性変形と圧縮残留応力 | 強力な衝撃による洗浄および表面粗化 |
| 代表的なアプリケーション | 外装部品、塗装下地処理 | 歯車、ばね、クランクシャフトの補強 | 鋳造、鉄骨構造、および形鋼の洗浄 |
サンドブラスト、ショットピーニング、ショットブラストとは何ですか?
これら3つはすべて、高速の媒体の衝撃を利用した表面処理プロセスですが、その処理目的は異なります。サンドブラストは主に表面の洗浄や粗面化を目的とし、ショットピーニングは主に表面の強化を目的とし、ショットブラストは金属部品のバッチ洗浄に適しています。.
サンドブラストとは?
サンドブラストとは、圧縮空気や水を動力源として、研磨材を高速で被加工物の表面に吹き付ける表面処理プロセスです。その主な機能は、研磨材の衝撃や微細な切削作用によって、錆、酸化スケール、古い塗膜、油分、その他の表面汚染物質を除去することです。.
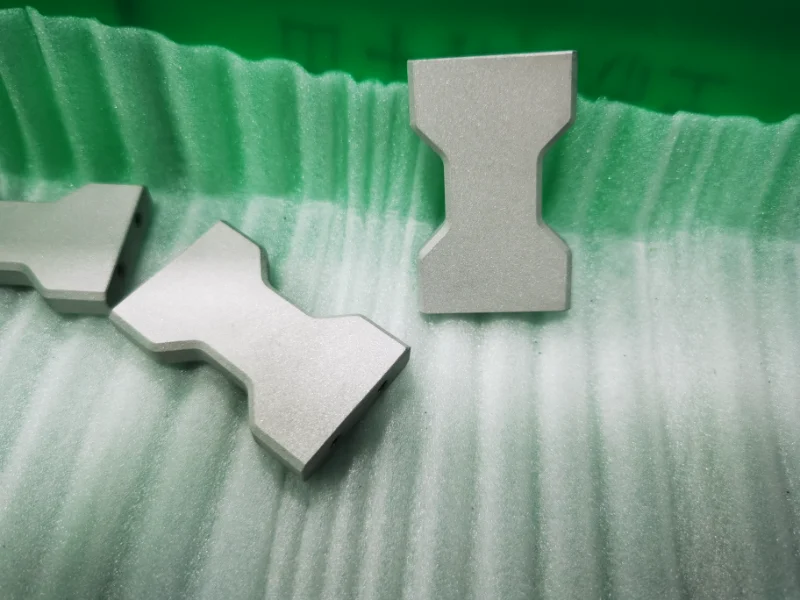
サンドブラスト処理を行う前、被加工物の表面には、加工痕、傷、酸化皮膜、錆、あるいはコーティングの残留物などが残っている場合があります。サンドブラスト処理後、表面は均一な粗さとマットでつや消しのような質感となり、表面状態がより均一になるほか、その後の表面処理のためのより良い下地が得られます。.
そのため、アルミニウム製の外装部品、CNC加工部品、ステンレス鋼パネル、および金属部品には、塗装前にサンドブラスト処理がしばしば行われます。なお、粗い研磨材を使用すると目立つブラスト痕が残る可能性があるため、精密な嵌合面、ねじ穴、およびシール面については、通常、マスキングによる保護が必要です。.

ショットピーニングとは?
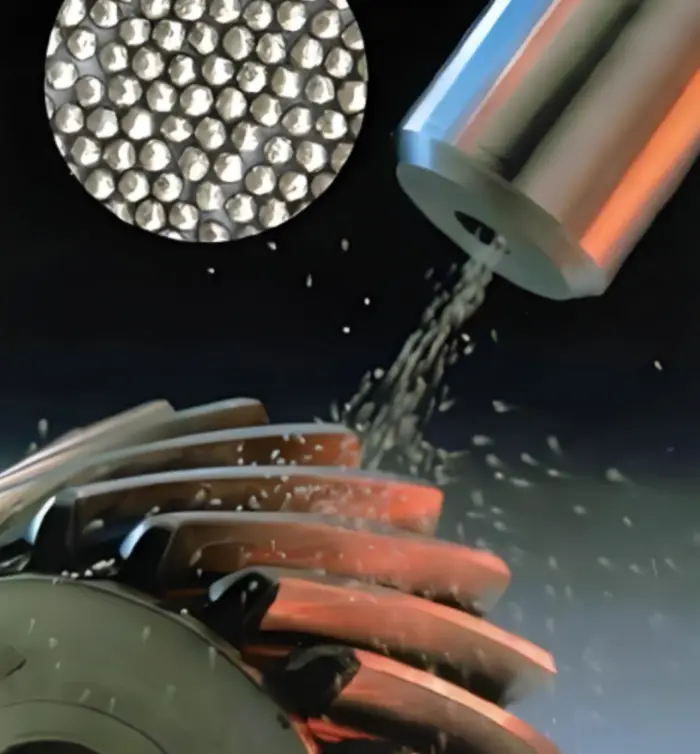
ショットピーニングとは、高速で飛来する球状またはほぼ球状のショットを金属表面に繰り返し衝突させることで行われる強化処理である。その主な目的は材料を除去することではなく、被加工物の表面層に微小な塑性変形を生じさせ、圧縮残留応力を導入することにある。.
ショットピーニングを行う前に、ワークピースの表面には、目立った油分、ひび割れ、鋭い傷、または酸化スケールがない状態にしておく必要があります。ショットピーニング後、表面には均一な微細な衝撃による凹みが形成され、きめ細かなマット仕上げまたはオレンジピールのような質感となり、表面の耐疲労性が向上します。.
そのため、ショットピーニングは、周期的な荷重を受ける歯車、ばね、クランクシャフト、コネクティングロッド、航空宇宙用ブレード、ドライブシャフトなどに広く用いられています。なお、ショットピーニングによって表面粗さが変化する可能性があるため、精密な嵌合面、シール面、ねじ部については、通常、マスキングによる保護が必要です。.
ショットブラストとは?
ショットブラストとは、高速回転するホイールが遠心力を発生させ、スチールショット、スチールグリット、カットワイヤーショット、またはこれらに類する媒体をワークピースの表面に吹き付ける表面処理プロセスである。その主な機能は、強い衝撃によって酸化スケール、錆、鋳物砂、古い塗膜、および表面の軽い傷を取り除くことである。.
ショットブラスト処理を行う前、ワークピースの表面には、酸化スケール、錆跡、鋳物砂の残留物、溶接跡、剥がれかけた塗装、あるいは局所的な傷などが残っている場合があります。 ショットブラスト処理後、表面には比較的均一な粗面が形成され、元の凹凸のある表面状態が均一化され、塗装、粉体塗装、または防食コーティングに対する密着性が向上します。.
したがって、ショットブラストは、鋳物、鍛造品、鋼板、形鋼、溶接部品、および鉄骨構造物のバッチ洗浄に広く用いられています。なお、ショットブラストは衝撃力が強いため、鏡面仕上げの表面、高光沢の表面、薄肉部品、あるいは高精度の嵌合面には適していないことに留意する必要があります。.

処理原則の違い
サンドブラスト、ショットピーニング、ショットブラストはいずれも高速の研磨材の衝撃を利用していますが、表面に与える変化の仕方はそれぞれ異なります。サンドブラストは主に 切削・研削作用 研磨材のうち、ショットピーニングは主に 打撃および塑性変形作用 ショットメディアの、そしてショットブラストは 強力な洗浄効果 高速ホイールブラストによって生成される。.
サンドブラストの処理原理
サンドブラスト加工では、圧縮空気や水を利用して、ノズルから研磨材を高速で噴射します。サンドブラスト用の研磨材は通常、角張った形状をしているため、表面に衝突すると微細な切削作用が生じ、汚染物質を除去するとともに、表面に微細な凹凸を形成します。.
この微細な切削作用により、被加工物の表面には一定の粗さが生じます。そのため、サンドブラストは表面の洗浄だけでなく、コーティング、酸化皮膜、あるいは接着層の密着基盤を改善するためにも用いられます。.
ショットピーニングの加工原理
ショットピーニングでは、球形またはほぼ球形のショットを高速で金属表面に衝突させます。ショットが表面に衝突すると、まるで小さなハンマーが繰り返し表面を叩くような作用を及ぼし、目立った切削ではなく、微小な塑性変形を引き起こします。.
この変形により、表面層に圧縮残留応力が生じ、使用中に発生する引張応力の一部を相殺し、疲労き裂の発生と進展を遅らせる。.
ショットブラストの処理原理
ショットブラストは、高速回転するホイールを利用して遠心力を発生させ、ショットメディアをワークピースの表面に連続的に吹き付ける処理です。サンドブラストと比較して、ショットブラストは衝撃エネルギーが高く、被覆効率も優れているため、大面積で規則的な形状の金属部品や、バッチ処理される金属部品に適しています。.
ショットブラスト処理中、ショットメディアが酸化スケール、錆、鋳物砂、および古い塗膜を破壊・除去すると同時に、比較的均一な粗面を形成します。.
3つのプロセスの設備と使用方法
サンドブラスト、ショットピーニング、ショットブラストは、原理だけでなく、使用する装置においても違いがあります。サンドブラスト装置は柔軟性が高く、ショットピーニング装置はパラメータ制御が重視され、ショットブラスト装置は自動化やバッチ処理に適しています。.
サンドブラスト装置とその用途
サンドブラスト装置は通常、エアコンプレッサー、ブラスト機、ブラストガン、ノズル、ブラストホース、ブラストキャビネットまたはブラスト室、および集塵システムで構成されています。主に圧縮空気を利用して、研磨材をノズルから送り出し、それを高速で被加工物の表面に吹き付けます。.
一般的な設備としては、手動式サンドブラスト機、ブラストキャビネット、ブラスト室、自動式ブラスト機などが挙げられます。手動式サンドブラストは、形状が複雑な部品や局所的な処理に適しています。ブラストキャビネットは、小型のCNC加工部品や外観仕上げが必要な部品に適しています。自動式ブラスト機は、パネル、パイプ、形鋼、その他のロット生産品に適しています。.
サンドブラスト加工の際には、空気圧、ノズルとの距離、ブラスト角度、研磨材の粒子径、および処理時間を適切に制御する必要があります。アルミニウム製の外装部品や陽極酸化処理前の処理には、微細なガラスビーズ、セラミックメディア、あるいは酸化アルミニウムがしばしば選ばれます。.

ショットピーニング装置とその用途
ショットピーニング装置には、圧縮空気式ショットピーニング装置、遠心式ピーニング装置、あるいは自動ショットピーニングシステムなどがある。通常の洗浄装置とは異なり、ショットピーニング装置は、安定した圧縮残留応力を形成することを目的としているため、プロセスパラメータの制御が特に重要となる。.
ショットピーニング装置には通常、ピーニングノズルまたはガン、ショット供給システム、ショット回収システム、ピーニングチャンバー、集塵システム、およびアルメンストリップ試験装置が含まれます。実際の加工においては、ピーニング強度、被覆率、ショットの粒径、ショットの硬度、ブラスト距離、ブラスト角度、および加工時間を制御する必要があります。.
航空宇宙分野、自動車のトランスミッションシステム、あるいは高疲労荷重を受ける部品の場合、ショットピーニングには通常、工程記録や検査報告書も必要となります。.

ショットブラスト装置とその用途
ショットブラスト装置は通常、高速回転するホイールを使用して、ショットメディアを被加工物の表面に吹き付けます。サンドブラスト装置と比較して、ショットブラスト機は自動化の度合いが高く、衝撃力も強いため、金属部品を大量に洗浄するのに適しています。.
一般的なショットブラスト装置には、タンブラスト機、ゴムベルト式ショットブラスト機、フック式ショットブラスト機、連続式ショットブラスト機、ローラーコンベア式ショットブラスト機、およびパイプ内外面用ショットブラスト機などがあります。 小型の鋳物はタンブラー式やゴムベルト式に適しており、一方、鋼板、形鋼、溶接構造物には、連続式やローラーコンベア式がより適しています。.
ショットブラスト処理の際には、ホイール回転数、ショット流量、処理時間、ワークの搬送速度、および処理範囲を制御する必要があります。.

研磨材とショットにはどのような違いがあるのでしょうか?
サンドブラスト、ショットピーニング、ショットブラストに使用される媒体は、表面粗さ、洗浄効率、外観、および被加工物の損傷リスクに直接影響を与えます。簡単に言えば、, サンドブラストでは主に角状の研磨材が使用されますが、ショットピーニングでは球状またはほぼ球状のショットを使用しなければならず、ショットブラストでは主に再利用可能な金属製ショットやスチールグリットが使用されます。.
一般的なサンドブラスト用研磨材
一般的なサンドブラスト用研磨材には、次のようなものがあります。 褐色溶融アルミナ, 、白色溶融アルミナ、酸化アルミニウム、炭化ケイ素、ガーネット、ガラスビーズ、セラミックメディア、プラスチックメディア、クルミの殻、ソーダメディアなど。研磨材によって硬度、形状、粒子径が異なり、それによって表面への作用も異なります。.
硬質で角張った研磨材は、錆取り、塗装剥離、酸化膜除去、およびコーティング下地処理に適しています。 ガラスビーズやセラミックメディアなどのより柔らかいメディアは、アルミニウム、ステンレス鋼、およびCNC加工による特注部品の微細なマット仕上げに適しています。プラスチック、ゴム、またはより繊細な表面には、プラスチックメディア、クルミの殻、ソーダメディアなどの損傷の少ないメディアを選択することができます。.

一般的なショットピーニング用媒体
ショットピーニングに使用される媒体は、通常、以下のような球形またはほぼ球形のショットです。 鋳鋼ショット、, 切断ワイヤーショット、ガラスビーズ、セラミックショット、およびステンレス鋼ショット。ショットピーニングの目的は、表面を切削することではなく、均一な打撃によって微細な塑性変形と圧縮残留応力を生じさせることにある。.
したがって、機能性ショットピーニングでは、球状のショットの代わりに角状の研磨材を使用することはできない。角状の研磨材は切削作用を引き起こしやすいため、表面粗さを制御することが困難となり、安定した疲労強化効果を得ることが難しくなる。.

一般的なショットブラスト用媒体
一般的なショットブラスト用媒体には、スチールショット、スチールグリット、カットワイヤーショット、ステンレススチールショット、アルミニウムショット、亜鉛ショット、セラミックショットなどがあります。ショットブラストは通常、金属部品のバッチ洗浄に使用されるため、媒体には優れた衝撃強度、耐摩耗性、および再利用性が求められます。.
通常のスチールショットやスチールグリットは、炭素鋼、鋳鋼、鋳鉄、および鋼製構造部品の洗浄に適しています。ステンレスショット、アルミニウムショット、またはセラミックショットは、鉄分による汚染に敏感な材料に適しています。アルミニウム、ステンレス、またはチタンを加工する際は、通常の鉄系研磨材の残留物を避ける必要があります。.

| プロセス | コモン・メディア | メディア掲載情報 | 主な用途 |
| サンドブラスト | 溶融アルミナ、酸化アルミニウム、ガラスビーズ、セラミックメディア、ガーネット、プラスチックメディア | 主に角張った形状、または制御可能な研磨媒体 | 洗浄、表面粗化、マット仕上げ、コーティング下地処理 |
| ショットピーニング | スチールショット、カットワイヤーショット、ガラスビーズ、セラミックショット | 球形またはほぼ球形 | 表面強化と耐疲労性 |
| ショットブラスト | スチールショット、スチールグリット、カットワイヤーショット、ステンレススチールショット | 強い衝撃力と再利用可能 | 錆取り、スケール除去、バッチ洗浄 |
どのようなワークピースの材質を加工できますか?
サンドブラスト、ショットピーニング、ショットブラストはいずれも金属表面処理に用いられますが、適した材料はそれぞれ異なります。サンドブラストは材料への適応性が最も広く、ショットピーニングは主に金属の強化に用いられ、ショットブラストは鉄系ワークピースのバッチ洗浄に適しています。.
| 素材タイプ | サンドブラスト | ショットピーニング | ショットブラスト |
| 炭素鋼/合金鋼 | 錆取り、塗装剥離、下地処理 | 歯車、軸、ばねの補強 | 錆・スケールの一括除去 |
| ステンレス鋼 | マット仕上げ、洗浄、質感処理 | 特定の耐荷重部品の補強 | 処理は可能ですが、鉄による汚染は避ける必要があります |
| アルミニウム合金 | 外観はマット仕上げ、陽極酸化処理前 | 一般的な装飾部品にはめったに使われない | メディアの選定には慎重を期す必要がある |
| チタン合金 | 表面の洗浄および粗面化 | 高疲労部位の補強 | メディアおよび汚染のリスクを管理しなければならない |
| 銅合金 | 軽いクリーニングと表面処理 | 従来の補強にはめったに使われない | 一般的に、あまり一般的ではないターゲット材料 |
| プラスチック/ゴム/ガラス | 軟質媒体を用いて低圧で処理可能 | 通常は適していません | 通常は適していません |
材料の適応性の観点から、サンドブラストは多素材や複雑な表面処理に適しています。ショットピーニングは、鋼、合金鋼、チタン合金など、疲労寿命の向上が求められる部品に適しています。 ショットブラストは、鋳鉄、鋳鋼、炭素鋼、形鋼、鉄骨構造物などの鉄系被加工物に適しています。.
アルミニウム、ステンレス鋼、チタンについては、ショットブラスト処理が必要な場合、その後の表面処理において鉄分の混入、表面の損傷、または変色が生じないよう、処理材の選定を慎重に行う必要があります。.
一般的な加工対象物と応用分野
サンドブラスト、ショットピーニング、ショットブラストはいずれも表面処理プロセスですが、その適用原理は異なります: サンドブラストは外観処理と前処理を主目的とし、ショットピーニングは疲労強度の向上を主目的とし、ショットブラストはバッチ洗浄と防食前処理を主目的とする.
| プロセス | 一般的な被加工物 | 代表的な応用分野 |
| サンドブラスト | CNC加工されたアルミニウム製ハウジング、ステンレス鋼製パネル、アルミニウム形材、機械筐体、金型、ガラス部品 | CNC加工、民生用電子機器、機械、自動車修理、建築装飾 |
| ショットピーニング | 歯車、ばね、クランクシャフト、コネクティングロッド、ドライブシャフト、航空宇宙用ブレード、高強度ボルト | 自動車用トランスミッションシステム、航空宇宙、鉄道輸送、建設機械、エネルギー機器 |
| ショットブラスト | 鋳物、鍛造品、鋼板、形鋼、鉄骨構造物、溶接部品、鋼管、自動車用シャーシ部品 | 鋳造、鉄骨構造物の製造、造船、橋梁、パイプラインの防食、重機 |
サンドブラストの用途特性
サンドブラスト加工は、外観の向上、表面粗さの均一化、あるいは後続の塗装のための密着基盤が必要な部品に適しています。その利点は柔軟性が高く、複雑な形状、小ロット生産、および局所的な処理に適していることです。.
ショットピーニングの用途特性
ショットピーニングは、主に繰返し荷重を受ける重要な金属部品に用いられます。その目的は外観の向上ではなく、疲労寿命の向上にあります。ギアの根元、ばねの表面、クランクシャフトのフィレット、航空宇宙用ブレードの根元などは、疲労亀裂が生じやすい箇所ですが、ショットピーニングにより圧縮残留応力が生じ、亀裂の発生や進展を遅らせることができます。.
ショットブラストの適用特性
ショットブラストは、ロット数が多く、形状が規則的で、高度な洗浄が求められる金属加工品に適しています。酸化スケール、錆、鋳物砂、溶接残渣、古い塗装層などを迅速に除去し、塗装、防食コーティング、または粉体塗装の下地処理に必要な表面状態を実現します。.
他者との関係 表面処理
サンドブラスト、ショットピーニング、ショットブラストは、多くの場合、単独で行われる工程ではありません。これらは、塗装や粉体塗装などと組み合わせて行われることがよくあります。, アルマイト, 、防食コーティング、, 熱処理、, あるいは精密加工。その違いは、サンドブラストやショットブラストの方が、より頻繁に 前処理工程, 、一方、ショットピーニングはより頻繁に 機能強化プロセス.
| プロセス | 一般的な関連プロセス | 主な役割 |
| サンドブラスト | 塗装、粉体塗装、陽極酸化処理、電気めっき、接着、パッシベーション | 表面をきれいにし、質感を均一にし、凹凸をつける |
| ショットピーニング | 熱処理後、歯車加工後、研削後、コーティング前 | 圧縮残留応力を導入し、疲労寿命を向上させる |
| ショットブラスト | 塗装、粉体塗装、リン酸塩処理、防食コーティング、高耐久性防食コーティング | スケール、錆、鋳物砂を取り除き、粗い下地を作る |
サンドブラストおよびその後の表面処理
サンドブラスト処理は、塗装、粉体塗装、陽極酸化処理、あるいは接着を行う前にしばしば用いられます。これにより、表面の汚染物質を除去し、均一なマットな質感を作り出すことができ、その後のコーティングや酸化皮膜が、より安定した外観と密着基盤を得られるようになります。.
ショットピーニングとその後の機械加工
ショットピーニングは通常、熱処理、研削、または歯車加工の後に実施されます。その目的は、重要な荷重を受ける表面に圧縮残留応力を導入することにあります。その後、部品に精密研削、ラッピング、または研磨が必要な場合は、後の機械加工で強化層が除去されないよう、ショットピーニングの工程順序を事前に計画しておく必要があります。.
ショットブラスト処理および防食コーティング
ショットブラスト処理は、鉄骨構造物、鋳物、鋼板、形鋼、溶接部品の塗装前の前処理として一般的に用いられています。処理後は、フラッシュ錆の発生を防ぐため、鋼製部品をできるだけ早く次の防錆処理または塗装工程に進める必要があります。.
表面粗さへの影響
サンドブラスト、ショットピーニング、ショットブラストはいずれも表面粗さを変化させるが、その仕組みはそれぞれ異なる。サンドブラストは研磨剤による微細な切削作用に、ショットピーニングはショット粒子の衝撃と塑性変形に、ショットブラストは高エネルギーの衝撃による洗浄と粗面化に、それぞれ依存している。.
| プロセス | 粗さへの影響 | 表面形態 | 主な評価の焦点 |
| サンドブラスト | きめが細かい場合もあれば、粗い場合もある | マット、つや消し、小さな山と谷 | 研磨剤の粒度、圧力、表面粗さ(Ra) |
| ショットピーニング | 表面粗さが増加する可能性があります | 均一な小さなくぼみ、オレンジの皮のような質感 | アルメンアークの高さ、被覆範囲、残留応力 |
| ショットブラスト | 通常、明らかな表面の粗さが生じる | 衝撃テクスチャ、コーティングアンカープロファイル | 清浄度、粗さ、コーティングの密着性に関する要件 |
サンドブラスト処理が表面粗さに及ぼす影響
サンドブラスト処理後の粗さは、主に研磨材の種類、粒子径、圧力、および処理時間に左右されます。微細なガラスビーズやセラミック研磨材は、繊細なマット仕上げに適している一方、粗粒の溶融アルミナやスチールグリットは、より目立つブラスト痕を残し、粗さも高くなります。.
ショットピーニングが表面粗さに及ぼす影響
ショットピーニングは、表面に均一な衝撃による凹みを形成し、それによって表面粗さが変化します。しかし、ショットピーニングの本質はRa値を追求することではなく、ピーニング強度、被覆率、および圧縮残留応力を制御することにあります。.
ショットブラストが表面粗さに及ぼす影響
ショットブラスト処理は通常、表面粗さを著しく増加させるため、鉄骨構造物、鋳物、鋼板、および形鋼の塗装下地処理に適しています。ただし、精密な嵌合面、シール面、高光沢面、あるいはすでに仕上げ加工が施されている表面には適していません。.
サンドブラスト、ショットピーニング、ショットブラストのコスト比較
これら3つの工程のコストは、面積だけで判断することはできません。サンドブラストやショットブラストは、面積、工数、またはロット数に基づいて見積もられることが多く、一方、ショットピーニングは機能強化処理であるため、部品の要件、工程の要件、および検査基準に基づいて見積もられることが一般的です。.
| プロセス | 国際市場の基準範囲 | 一般的な引用方法 |
| サンドブラスト | 約. $1.5~$16/平方フィート; 小さな部品や細かい作業については、別途お見積りとなる場合があります。 $50~$300/時間 | 地域別、労働時間別、またはプロジェクト別 |
| ショットピーニング | 価格は、部品の複雑さ、ロット数、精度レベルなどによって異なります。, | 部品別、工程要件、および検査基準 |
| ショットブラスト | 約. $0.5~$4.5/ft²; バッチ生産の鋼製部品は、通常、コスト面で優位性が高い | エリア別、重量別、ロット別、またはプロジェクト別 |
サンドブラストの費用は、加工面積、素材の状態、研磨材の種類、洗浄の強度、マスキングの範囲、および人件費によって左右されます。形状が複雑な場合、小ロットの場合、あるいは外観の一貫性に対する要求が高い場合は、いずれも加工コストが高くなります。.
ショットピーニングのコストは、主にピーニング強度の制御、被覆率の検査、ショットの仕様、工程記録、および品質検証に起因します。航空宇宙、自動車用トランスミッションシステム、あるいは高信頼性部品については、通常、別途見積もりが必要となります。.
ショットブラストは設備投資や維持管理コストは高くなりますが、形状が規則的な金属部品を大量に処理する場合、より効率的です。鋼板、形鋼、鋳物、鉄骨構造物をロット単位で処理する場合、部品1個あたりまたは単位面積あたりのコストは、通常、より有利になります。.
上記の価格は、あくまで国際市場における参考価格としてのみご利用ください。正式な見積書として使用しないでください。実際の費用は、ワークのサイズ、ロット数、表面状態、表面粗さの要件、マスキング範囲、検査基準、および現地の労働コストによって異なります。.
サンドブラスト、ショットピーニング、ショットブラストの長所と短所
サンドブラスト加工の長所と短所
サンドブラストの利点は、その高い柔軟性にあります。 研磨材の種類、粒子径、圧力、吹き付け角度を調整することで、さまざまな洗浄効果や表面仕上げを実現できます。錆、酸化スケール、古い塗膜の除去に加え、マット仕上げ、つや消し仕上げ、塗装下地処理にも適しています。特に、複雑な形状、小ロット生産、局所的な表面処理に適しています。.
サンドブラストの欠点は、粉塵の発生量が多く、集塵、保護、および作業環境に関してより高い基準が求められることです。 また、表面仕上げの状態は手作業の影響を受けやすくなります。研磨材の粒度が粗すぎたり、圧力が強すぎたりすると、ブラスト痕が深くなりすぎたり、寸法変化が生じたり、さらには精密な嵌合面、ねじ穴、シール面などに損傷を与える可能性もあります。.

ショットピーニングの長所と短所
ショットピーニングの利点は、金属の表層に圧縮残留応力を付与することで、疲労耐性と表面の信頼性を向上させることができる点にある。特に、歯車、ばね、クランクシャフト、コネクティングロッド、航空宇宙用ブレードなど、繰返し荷重を受ける重要な部品に適しており、疲労き裂の発生や進展を遅らせるのに役立つ。.
ショットピーニングの欠点は、プロセスパラメータの厳密な制御が必要であり、通常の洗浄工程として扱うことができない点である。 ピーニング強度、被覆率、ショットサイズ、およびショットの状態をすべて管理しなければならず、そうしないと強化効果が不安定になる恐れがあります。同時に、ショットピーニングによって表面粗さが変化する可能性があり、薄肉部品、細長い部品、および高精度部品では変形のリスクも生じます。.

ショットブラストの長所と短所
ショットブラストの利点は洗浄効率が高く、形状が規則的な金属ワークピースの大量処理に適していることです。 鋳物、鋼板、形鋼、溶接部品、鉄骨構造物などから、酸化スケール、錆、鋳物砂、古い塗装を迅速に除去できるほか、塗装、粉体塗装、または防食コーティングの密着に適した粗面を形成します。.
ショットブラストの欠点は、設備投資額が高く、衝撃力が強いため、仕上げ加工された表面、高光沢の表面、薄肉部品、および複雑な内部空洞には適さないことです。 深穴、遮蔽された部分、または局所的な微細処理の場合、ショットブラストでは処理が行き届かない箇所が生じる可能性があり、その表面処理効果はサンドブラストに比べて柔軟性に欠けます。.

3つのプロセスに関する処理上の留意点
サンドブラストに関する留意点
サンドブラストを行う前に、研磨材の種類、粒子径、噴射圧力、噴射距離、および表面粗さの要件を明確にしておく必要があります。アルミニウム、ステンレス鋼、チタン、およびこれらに類する材料については、その後の酸化処理の際に鉄分混入、錆の発生、または変色を防ぐため、通常の鉄系研磨材の使用は避けるべきです。.
精密な嵌合面、ねじ穴、シール面、および軸受座は、事前にマスキング処理を行って保護する必要があります。サンドブラスト処理後は、残留した研磨剤や粉塵を取り除く必要があります。部品が鋼製の場合は、表面錆の発生を防ぐため、できるだけ早く塗装、防錆処理、または梱包を行う必要があります。.
ショットピーニングに関する考慮事項
機能性ショットピーニングは、単に「ショットピーニング」や「ショットピーニング処理」とだけ指定することはできません。ピーニング強度、被覆率、ショット材、ショットサイズ、および処理箇所を明記する必要があります。そうしないと、サプライヤーはこれを通常の洗浄とみなしてしまい、強化効果を保証できなくなる可能性があります。.
ショットピーニングを行う前に、ワークピースの表面に亀裂、鋭い傷、油分、酸化スケールがないか確認する必要があります。薄肉部品、細長い部品、および高精度部品については、変形のリスク評価を行う必要があり、また、精密な嵌合面、ねじ部、およびシール部については、通常、マスキング処理を行う必要があります。.
ショットブラストに関する考慮事項
ショットブラストは金属部品のバッチ洗浄に適していますが、衝撃力が強いため、仕上げ加工済みの表面、高光沢面、シール面、あるいは精密な穴を直接処理するには適していません。また、薄肉や形状が複雑なワークピースについては、変形や処理の死角にも注意が必要です。.
ショットブラスト処理後、鋼材の表面は反応性が高く、即錆が発生しやすくなります。そのため、できるだけ速やかに塗装、粉体塗装、リン酸塩処理、防食コーティング、または防錆梱包の工程に進める必要があります。ステンレス鋼、アルミニウム、およびこれらに類似した材料を処理する際は、鉄系媒体による汚染を防ぐため、ショット媒体を慎重に選択する必要があります。.

サンドブラスト、ショットピーニング、ショットブラストのどれを選ぶべきか
サンドブラスト加工はどのような場合に選ぶべきか?
軽い錆や酸化皮膜、古いコーティングを除去したり、均一なマットな質感に仕上げたりすることが目的であれば、通常はサンドブラスト処理が適しています。これは、アルミニウム製の外装部品、ステンレス鋼パネル、CNC加工部品、およびコーティング前の部品に適しています。.
陽極酸化処理、塗装、粉体塗装、または接着が必要な部品については、サンドブラスト処理を前処理工程として用いることで、表面の均一性を高め、その後のコーティングの密着基盤を向上させることもできます。.
ショットピーニングはどのような場合に選ぶべきか?
歯車、ばね、クランクシャフト、コネクティングロッド、航空宇宙用ブレードなど、ワークピースが長期間にわたり繰返し荷重、振動、または衝撃を受ける場合は、まずショットピーニングを検討すべきです。ショットピーニングの真価は、単に外観を改善することではなく、圧縮残留応力を通じて疲労耐性を向上させることにあります。.
ショットピーニングを採用する際には、ピーニング強度、被覆率、およびショットの仕様を明確に定義しておく必要があります。そうしなければ、強化効果を保証することは困難です。.
ショットブラストはどのような場合に選ぶべきか?
加工対象が鋳物、鋼板、形鋼、鉄骨構造物、または溶接部品であり、酸化スケール、錆、鋳物砂、あるいは古い塗装を迅速に除去することが目的である場合、通常はショットブラストの方が効率的です。.
ショットブラスト処理は、規則的な形状の部品やロット生産に適しており、特に塗装、粉体塗装、および高耐久性防食コーティングを施す前の工程として有効です。ただし、被加工物に精密な表面、薄肉構造、または複雑な内部空洞がある場合は、マスキングや変形のリスクを事前に評価する必要があります。.
よくある誤解
誤解その1:サンドブラストとは、表面に砂の層を吹き付けることである
サンドブラスト処理では、砂が被加工物の表面に付着することはありません。これは、高速で飛来する研磨材の衝撃と微細な切削作用によって、表面状態を変化させるものです。サンドブラスト処理後に残るのは、粗さ、マットな質感、そして清浄な表面であり、コーティング層ではありません。.
誤解その2:ショットピーニングは、洗浄におけるサンドブラストの代わりになる
ショットピーニングの主な目的は表面強化であり、錆の除去、塗膜の剥離、あるいはスケールの除去ではありません。単に表面を洗浄したり、塗膜の密着性を高めたりすることが目的である場合は、通常、まずサンドブラストやショットブラストを検討すべきです。.
誤解その3:ショットブラストは常にサンドブラストよりも先進的である
ショットブラストとサンドブラストの間に絶対的な優劣関係はありません。ショットブラストは大量生産の鋼材の洗浄に適しているのに対し、サンドブラストは複雑な形状の表面、外観部品、および局所的な処理に適しています。.
誤解その4:3つのプロセスはすべて、精密な表面でも自由に使用できる
サンドブラスト、ショットピーニング、ショットブラストはいずれも表面粗さを変化させます。精密な嵌合面、シール面、ねじ穴、軸受座、および高光沢の仕上げ面については、通常、マスキングによる保護が必要です。そうしないと、寸法変化、表面損傷、または組立上の問題が生じるおそれがあります。.
結論
サンドブラスト、ショットピーニング、ショットブラストはいずれも高速の媒体の衝撃を利用していますが、その主な目的は異なります。. サンドブラスト 表面の洗浄、表面の粗面化、およびマット仕上げに適しています;; ショットピーニング 表面強化や疲労寿命の向上に適しています;; ショットブラスト 金属部品のバッチ処理による錆取り、スケール除去、および塗装下地処理に適しています。.
実際の選定にあたっては、名称だけでプロセスを選ぶべきではありません。被加工材の材質、表面状態、寸法精度、表面粗さの要件、その後の表面処理、および生産ロットに基づいて評価する必要があります。アルミニウム、ステンレス鋼、および精密部品については、媒体の汚染、マスキングによる保護、および表面の均一性を優先すべきです。 歯車、ばね、クランクシャフト、その他の荷重を受ける部品については、ピーニング強度、被覆率、および疲労性能の要件を優先すべきです。.
特注の金属部品やプラスチック部品が必要で、以下を含むワンストップの加工ソリューションをお求めの場合 CNC加工, 、サンドブラスト、ショットピーニング、ショットブラスト、その他の表面処理については、お問い合わせください ウェルド 機械加工 プロセスの詳細については、 プロジェクトの見積書.








