

Viele bearbeitete Teile müssen während des Gebrauchs bestimmte Anforderungen an ihre physikalischen Eigenschaften erfüllen, wie beispielsweise Härte und Zähigkeit. Diese beiden physikalischen Parameter stehen in einem negativen Zusammenhang: Wenn ein Werkstoff eine relativ hohe Härte aufweist, ist seine Zähigkeit in der Regel geringer; bei hoher Zähigkeit ist die Festigkeit im Allgemeinen geringer. Um die sichere Verwendung von Teilen zu gewährleisten und einen vollständigen Sprödbruch oder Rissbildung zu vermeiden, werden die Festigkeit und Zähigkeit innerhalb und außerhalb des Teils in der Regel kontrolliert. Die Oberflächenhärte kann nicht mit der des Innenbereichs identisch sein. Dies zeigt, wie wichtig die Härtung von Metalloberflächen ist. Im Folgenden werde ich eine kurze Einführung in die Härtung von Metalloberflächen geben.

Was ist Oberflächenhärtung?
Die Oberflächenhärtung ist ein Verfahren, bei dem physikalische, chemische oder mechanische Methoden eingesetzt werden, um die Härte, Verschleißfestigkeit, Korrosionsbeständigkeit und andere Eigenschaften der Materialoberfläche zu verbessern, während die Zähigkeit und Festigkeit im Inneren des Materials erhalten bleiben.
In der Zerspanung und im Metallteilbau müssen viele Werkstücke nicht “überall hart” sein. Die Bereiche, die tatsächlich Reibung, Verschleiß und Kontaktmüdung standhalten, sind oft nur die äußersten Bereiche, die mit anderen Teilen in Kontakt kommen. Daher ist bei der Fertigung häufig eine gehärtete Oberfläche erforderlich, um die Verschleißfestigkeit des Arbeitsbereichs eines Bauteils zu verbessern.
Beispielsweise sind Teile wie Zahnräder, Führungsschienen, Lagersitze, Antriebswellen, Nocken und Formflächen während des Betriebs ständig Gleit-, Roll- oder Stoßbelastungen ausgesetzt. Wird das gesamte Teil sehr hart gemacht, erhöht sich zwar die Verschleißfestigkeit, doch nimmt die Gesamtzähigkeit des Teils ab. Unter Stoß- oder Wechselbeanspruchung ist es wahrscheinlicher, dass das Bauteil Risse bekommt oder sogar vollständig bricht, was zu irreversiblen Schäden an Maschinen und Anlagen führt.
Der Hauptzweck der Oberflächenhärtung besteht darin, die Oberfläche eines Bauteils ausreichend hart und verschleißfest zu machen, während das Innere weiterhin eine gute Zähigkeit und Schlagfestigkeit aufweist.
Einfach ausgedrückt:
Harte Oberfläche: verbessert die Verschleißfestigkeit, die Ermüdungsfestigkeit und die Lebensdauer;
Robuster Kern: verbessert die innere Schlagfestigkeit des Bauteils und verhindert einen vollständigen Sprengbruch;
Geringe Verformung: Im Vergleich zur Durchhärtung eignet sich dieses Verfahren besser für Präzisionsteile mit hohen Maßanforderungen;
Günstigere Kosten: Da nur die wichtigsten Arbeitsbereiche verstärkt werden, ist keine hochintensive Bearbeitung des gesamten Werkstücks erforderlich.
Aus diesem Grund werden viele Hochleistungs-Metallteile nicht durchgehärtet, sondern es wird stattdessen ein Oberflächenhärtungsverfahren angewendet.
Warum werden Metallwerkstücke in der Regel nur oberflächengehärtet?
Es gibt drei Hauptgründe, warum Metallwerkstücke nur oberflächengehärtet werden.
1. Verschleiß tritt in der Regel an der Oberfläche auf
Wenn mechanische Teile in Betrieb sind, ist es die Oberflächenschicht, die tatsächlich mit anderen Teilen in Kontakt kommt, an ihnen reibt und sich abnutzt.
Wenn beispielsweise Zahnräder ineinandergreifen, tritt Verschleiß vor allem an der Zahnfläche auf; wenn Führungsschienen gleiten, konzentriert sich der Verschleiß hauptsächlich auf die Kontaktfläche; wenn Wellenteile Belastungen ausgesetzt sind, entstehen Ermüdungsrisse oft ebenfalls an der Oberfläche.
Solange die Oberflächenschicht also so behandelt wird, dass sie ausreichend hart ist, lässt sich die Lebensdauer des Bauteils deutlich verlängern.
2. Die Innenverteidigung muss ihre Robustheit bewahren
Wird das gesamte Bauteil gehärtet, wird das Material spröder. Bei Bauteilen, die Stößen, Drehmomenten oder wiederholten Belastungen ausgesetzt sind, kann eine zu hohe Gesamthärte hingegen die Bruchgefahr erhöhen.
Durch Oberflächenhärtung kann ein Werkstück eine Struktur erhalten, die “außen hart und innen zäh” ist:
Die äußere Schicht sorgt für Verschleißfestigkeit; der innere Teil ist für die Lastaufnahme und Stoßdämpfung zuständig;
Die Gesamtleistung ist stabiler, als wenn man lediglich eine hohe Härte anstrebt.
Dies ist besonders wichtig für Zahnräder, Wellen, Bolzen, Getriebeteile und Formkomponenten.
3. Es kann Verformungen bei der Wärmebehandlung verringern
Durch das Härten wird das gesamte Werkstück starken Temperaturschwankungen ausgesetzt, was leicht zu Verformungen, Rissen und Eigenspannungen führen kann.
Die Oberflächenhärtung erhöht nur die Härte der oberflächlichen Schichten und hat einen geringeren Wärmeeinflussbereich, wodurch sie sich besser für Präzisionsteile und Werkstücke eignet, bei denen nur wenig Spielraum für die anschließende Bearbeitung bleibt.
Bei CNC-gefrästen Teilen kann die Oberflächenhärtung zudem den Aufwand für spätere Nachbearbeitungen verringern und die Maßhaltigkeit verbessern.
Arten von Oberflächenhärtungsverfahren
Je nach den verschiedenen Härtungsprinzipien und Erwärmungsmethoden lassen sich die gängigen Oberflächenhärtungsverfahren hauptsächlich in fünf Arten unterteilen: Flammhärten, Induktionshärten, Laserhärten, Aufkohlen und Nitrieren.
Dazu gehören vor allem das Flammhärten, das Induktionshärten und das Laserhärten als Oberflächenhärtungsverfahren; das Aufkohlen und das Nitrieren gehören zu den chemischen Wärmebehandlungsverfahren.
1. Flammhärten: Traditionell und einfach, aber schwieriger zu kontrollieren
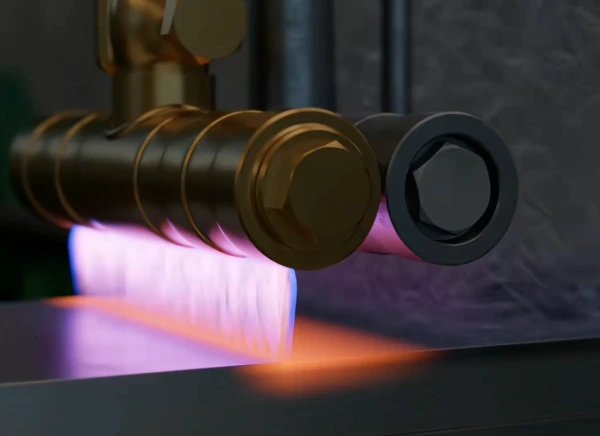
Das Flammhärten ist ein seit langem etabliertes Verfahren zur Oberflächenhärtung. Dabei wird die Oberfläche eines Metallwerkstücks in der Regel mit einer Acetylen-Sauerstoff-Flamme oder einer anderen Hochtemperaturflamme schnell erhitzt und anschließend sofort mit Wassersprühstrahl oder -nebel abgeschreckt.
Nachdem die Oberfläche eines Stahlteils auf die Austenitisierungstemperatur erhitzt wurde, wandelt sich die Oberflächenstruktur durch schnelles Abkühlen in Martensit um.
Martensit ist eine Mikrostruktur mit hoher Härte und zugleich der Grund dafür, dass die Werkstückoberfläche nach dem Flammhärten hart wird. Dies lässt sich anhand der Veränderungen der metallografischen Mikrostruktur unter einem Hochleistungsmikroskop beobachten.
Vorteile des Flammhärtens
Das Verfahren ist einfach, und die Anschaffungskosten sind relativ gering;
Geeignet zum Härten großer Teile und einzelner Bereiche;
Weniger Einschränkungen hinsichtlich der Werkstückgröße;
Geeignet für Zahnräder, Führungsschienen, Wellenteile usw.
Nachteile des Flammhärtens
Das größte Problem beim Flammhärten ist, dass sich die Hitze nicht leicht präzise regulieren lässt.
Der Erwärmungsbereich der Flamme ist relativ groß. Bei einem instabilen Betrieb kann es vorkommen, dass der Bereich, der gehärtet werden soll, eine unzureichende Härte aufweist, während Bereiche, die nicht gehärtet werden sollen, überhitzt werden.
Bei kleinen Zahnrädern, schlanken Wellen und dünnwandigen Teilen kann sich die Flammenwärme leicht ins Innere übertragen, wodurch der gesamte Querschnitt erhitzt wird und der Zweck des “reinen Oberflächenhärtens” verfehlt wird.”
Darüber hinaus kann das Flammhärten auch folgende Auswirkungen haben: Verformung des Werkstücks, Oxidation der Oberfläche, ungleichmäßige Härtetiefene sowie die Notwendigkeit eines anschließenden Schleifens oder einer Nachbearbeitung.
Es ist zu beachten, dass die Notwendigkeit einer Anlassbehandlung nach dem Flammhärten vom Werkstoff, den Härteanforderungen und den Einsatzbedingungen des Bauteils abhängt. Bei einigen stark beanspruchten Bauteilen wird in der Regel eine Niedrigtemperaturanlassbehandlung durchgeführt, um die Abschreckspannungen und die Rissgefahr bei der anschließenden Endbearbeitung zu verringern.
2. Induktionshärten: Ein effizientes Verfahren zur Oberflächenhärtung, das sich für die Serienfertigung eignet
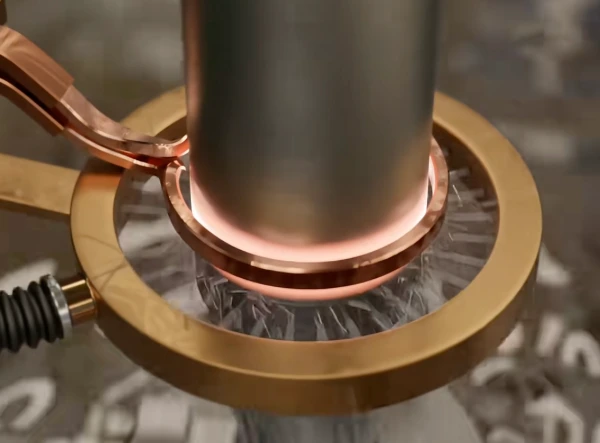
Das Induktionshärten ist ein moderneres und besser steuerbares Verfahren zur Oberflächenhärtung. Dabei wird nicht direkt mit einer Flamme erhitzt, sondern es wird Hoch- oder Mittelfrequenz-Wechselstrom verwendet, um in einer Spule ein magnetisches Wechselfeld zu erzeugen.
Befindet sich ein Metallwerkstück in einem wechselnden Magnetfeld, entstehen an der Oberfläche Wirbelströme. Diese Wirbelströme erzeugen im Inneren des Metalls Reibungswärme, wodurch sich die Oberflächenschicht des Werkstücks schnell erwärmt. Anschließend wird es mit Wassersprühstrahl oder Sprühwasser gekühlt, wodurch sich an der Oberfläche des Metallteils eine martensitische Struktur mit hoher Härte bildet.
Warum kann das Induktionshärten nur die Oberfläche erwärmen?
Der Schlüssel zur Induktionshärtung ist der “Skin-Effekt”.”
Je höher die Wechselstromfrequenz ist, desto stärker konzentriert sich der Strom auf die Werkstückoberfläche und desto geringer ist die Erwärmungstiefe; je niedriger die Frequenz ist, desto tiefer dringt der Strom ein und desto dicker wird die gehärtete Schicht.
Daher lässt sich bei der Induktionshärtung die Härtetiefentiefe durch Anpassung von Frequenz, Leistung und Erwärmungsdauer steuern.
Vorteile des Induktionshärtens
Schnelle Aufheizzeit;
Einstellbare Härtetiefe;
Geringe Verformung des Werkstücks;
Geringere Oberflächenoxidation;
Einfach zu automatisieren;
Sehr gut für die Massenproduktion geeignet.
Nachteile des Induktionshärtens
Die Kosten für Induktionshärtungsanlagen sind relativ hoch, und es müssen im Vorfeld geeignete Induktionsspulen entsprechend der Form des Werkstücks konstruiert werden.
Bei Teilen mit komplexen Formen oder kleinen Stückzahlen können die Kosten für die Werkzeugkonstruktion und die Inbetriebnahme relativ hoch sein.
Sobald jedoch die Bearbeitungsanforderungen und der Prozess stabil sind, bietet das Induktionshärten eine hervorragende Produktionseffizienz und Konsistenz.
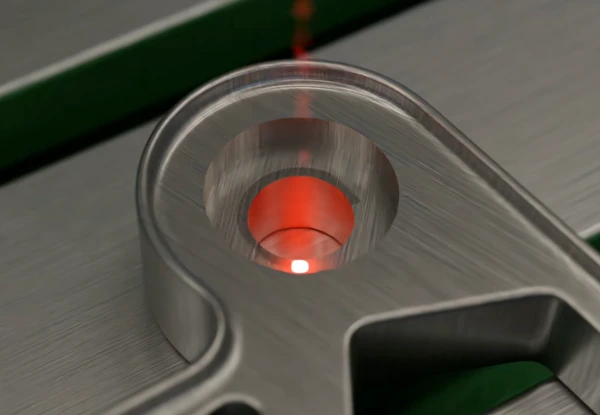
3. Laser-Oberflächenhärtung: Geeignet für hochpräzise lokale Härtung
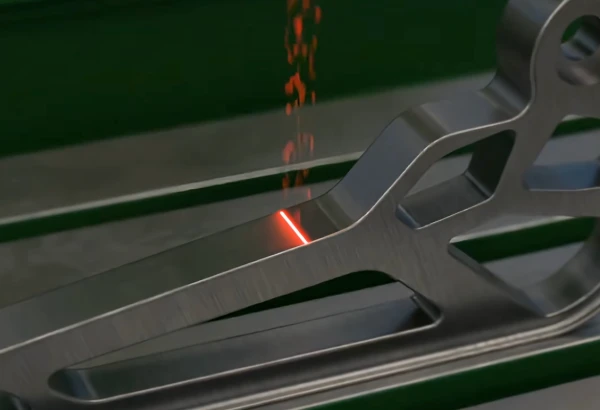
Beim Laserhärten wird die Werkstückoberfläche mit einem Hochleistungslaserstrahl schnell abgetastet, wodurch sich bestimmte Bereiche des Werkstücks rasch auf die Phasenumwandlungstemperatur erwärmen; anschließend wird die Abschreckung durch die eigene Wärmeableitung und Kühlleistung des Werkstücks vollendet.
Im Gegensatz zum Flammhärten und Induktionshärten erfordert das Laser-Oberflächenhärten in der Regel keine zusätzliche Wasserkühlung. Da der vom Laser erwärmte Bereich sehr klein ist, leitet das umgebende, nicht erwärmte Metall die Wärme schnell ab, wodurch eine selbstkühlende Abschreckung erzielt wird.
Vorteile des Laserhärtens
Geringe Wärmeeinflusszone;
äußerst geringe Verformung;
Präzise Härtungsposition;
Geringere Oberflächenoxidation;
Geeignet für komplexe Formen und die Behandlung kleiner Bereiche;
Geeignet für hochwertige Präzisionsteile.
Nachteile des Laserhärtens
Die Kosten für Laserhärtungsanlagen sind relativ hoch, und ihre Verarbeitungseffizienz ist in der Regel nicht so gut geeignet wie die Induktionshärtung für die kostengünstige Massenproduktion.
Daher wird es häufiger für kleine, hochpräzise Teile mit hoher Wertschöpfung eingesetzt, wie beispielsweise zur lokalen Verstärkung von Formen, für Präzisionsführungsschienen, spezielle Zahnflächen oder lokale verschleißfeste Bereiche.
4. Aufkohlen: Auch die Oberfläche von kohlenstoffarmem Stahl härten
Die oben genannten Verfahren – Flammhärten, Induktionshärten und Laserhärten – haben alle eine gemeinsame Voraussetzung: Der Stahl selbst muss einen ausreichenden Kohlenstoffgehalt aufweisen.
Bei kohlenstoffarmem Stahl ist es durch direktes Abschrecken in der Regel schwierig, eine hohe Härte zu erzielen, da der Kohlenstoffgehalt nicht ausreicht und sich kein ausreichend harter Martensit bilden kann.
An dieser Stelle ist eine Aufkohlung erforderlich.
Beim Aufkohlen wird ein Werkstück aus kohlenstoffarmem Stahl in eine hochtemperaturreiche, kohlenstoffhaltige Umgebung (die hauptsächlich aus Koks, Graphit, Holzkohle und Bariumcarbonat besteht) eingebracht, wodurch Kohlenstoffatome allmählich in die Oberflächenschicht des Werkstücks eindringen können.
Nach dem Aufkohlen steigt der Kohlenstoffgehalt an der Werkstückoberfläche an, während das Innere einen kohlenstoffarmen Zustand beibehält. Durch anschließendes Abschrecken und Anlassen erhält die Oberfläche eine hohe Härte, während das Innere weiterhin eine gute Zähigkeit aufweist.
Vorteile der Aufkohlung
Geeignet für kohlenstoffarmen Stahl und kohlenstoffarmen legierten Stahl;
Hohe Oberflächenhärte;
relativ tiefe gehärtete Schicht;
Gute Ermüdungsbeständigkeit;
Geeignet für hochbelastbare Zahnräder, Antriebswellen, Bolzenwellen und andere Teile.
Nachteile der Aufkohlung
Das Aufkohlen ist ein Hochtemperatur-Wärmebehandlungsverfahren, das über einen längeren Zeitraum durchgeführt wird und sich durch einen relativ langen Prozesszyklus sowie einen hohen Energieverbrauch auszeichnet.
Aufgrund der hohen Temperatur kann sich das Werkstück zudem verformen, weshalb nach dem Aufkohlen in der Regel ein Schleifen, eine Endbearbeitung oder eine Maßkorrektur vorgesehen wird.
Typische Anwendungsbereiche der Aufkohlung
Das Aufkohlen eignet sich besonders für Teile, die Stößen standhalten müssen und zudem eine hohe Verschleißfestigkeit aufweisen, wie zum Beispiel:
Getriebe für Kraftfahrzeuge;
Untersetzungsgetriebe;
Antriebswellen;
Splinewellen;
Buchsen;
Hochbelastbare mechanische Teile.
5. Nitrieren: Ein Verfahren zur Oberflächenhärtung mit geringer Verformung und hoher Verschleißfestigkeit
Das Nitrieren wird in der Regel bei relativ hohen Temperaturen durchgeführt. Dabei werden Ammoniak oder Stickstoff unter hohen Temperaturen und hohem Druck zersetzt, wodurch Stickstoffatome bzw. -ionen in die Stahloberfläche eindringen und mit Legierungselementen im Stahl wie Aluminium, Chrom, Molybdän und Vanadium harte Nitride bilden können. Diese Nitridschichten weisen eine sehr hohe Härte und Verschleißfestigkeit auf, sodass sie die Lebensdauer der Werkstückoberfläche erheblich verbessern können. Der Nitrierprozess lässt sich hauptsächlich in drei Verfahren unterteilen: Gasnitrieren, Ionen-Nitrieren und Nitrokarburieren.
Vorteile des Nitrierens
Die Behandlungstemperatur ist relativ niedrig (400–600 Grad Celsius);
Geringe Verformung des Werkstücks;
Gute Dimensionsstabilität;
Hohe Oberflächenhärte;
Gute Verschleißfestigkeit und Ermüdungsbeständigkeit;
Kann zudem die Korrosionsbeständigkeit bis zu einem gewissen Grad verbessern.
Nachteile des Nitrierens
Die Nitriergeschwindigkeit ist relativ gering, und der Behandlungszyklus ist lang; manchmal dauert er Dutzende von Stunden oder sogar noch länger.
Gleichzeitig ist die nitrierte Schicht in der Regel dünner als die aufgekohlte Schicht und unterliegt zudem bestimmten Anforderungen hinsichtlich der Materialzusammensetzung.
Typische Anwendungsbereiche der Nitrierung
Das Nitrieren wird häufig für Teile eingesetzt, die eine hohe Präzision und eine lange Lebensdauer erfordern, wie zum Beispiel:
Präzisionszahnräder, Formen, Kurbelwellen, Leitspindeln, Ventilschäfte, hochpräzise Wellenteile sowie wichtige Komponenten für die Luft- und Raumfahrt und die Automobilindustrie.
Vergleich von fünf Arten von Oberflächenhärtungsverfahren
| Prozess | Grundsatz der Stärkung | Ob ein Abschrecken erforderlich ist | Wichtigste Vorteile | Hauptnachteile | Geeignete Teile |
| Flammhärten | Durch schnelles Abkühlen nach dem Erhitzen der Oberfläche entsteht Martensit | Erforderlich | Kostengünstig, geeignet für große Teile | Schlechte Temperaturregelung, anfällig für Verformung und Oxidation | Große Zahnräder, Führungsschienen, Wellen |
| Induktionshärten | Schnelle Abkühlung, nachdem die Oberfläche durch elektromagnetische Induktion erhitzt wurde | Erforderlich | Hohe Effizienz, einstellbare Tiefe, geeignet für die Serienfertigung | Hohe Kosten für Ausrüstung und Spulen | Zahnräder, Wellen, Stifte, Getriebeteile |
| Laserhärten | Selbstkühlendes Abschrecken nach lokaler Laseraufheizung | In der Regel ist keine externe Kühlung erforderlich | Hohe Präzision, geringe Verformung | Hohe Kosten, geeignet für kleine Flächen | Formen, Führungsschienen, lokal verschleißfeste Oberflächen |
| Aufkohlen | Der Kohlenstoffgehalt an der Oberfläche wird vor dem Abschrecken erhöht | Erforderlich | Hohe Oberflächenhärte, relativ tiefe Härteschicht | Langer Zyklus, anfällig für Verformungen | Hochleistungsgetriebe, Antriebswellen |
| Nitrieren | Stickstoffatome bilden harte Nitride | Nicht erforderlich | Geringe Verformung, Formstabilität, gute Verschleißfestigkeit | Langer Zyklus, hohe Kosten, dünne Schicht | Präzisionszahnräder, Formen, Leitspindeln |
Wählen Sie das richtige Oberflächenhärtungsverfahren für Ihr Projekt
Je nach Material, Größe, Härteanforderungen, Einhärtungstiefe und Produktionsvolumen sollte für die verschiedenen Teile ein geeignetes Oberflächenhärtungsverfahren gewählt werden.
Wenn es sich um ein großes Teil handelt
Eine Flammhärtung kann in Betracht gezogen werden.
Die Anlage ist einfach aufgebaut und eignet sich für große Zahnräder, Führungsschienen und die lokale Oberflächenhärtung, erfordert jedoch viel Erfahrung seitens des Bedieners.
Wenn es sich um ein Serienbauteil handelt
Das Induktionshärten ist in der Regel die bessere Wahl.
Sie ist schnell, verfügt über eine hohe Stabilität und einen hohen Automatisierungsgrad, wodurch sie sich für die Großserienfertigung von Zahnrädern, Wellen und Getriebeteilen eignet.
Wenn eine hochpräzise lokale Härtung erforderlich ist
Das Laserhärten bietet weitere Vorteile.
Es eignet sich für kleine Flächen, komplexe Formen und hochwertige Teile, insbesondere für Werkstücke, bei denen besonders hohe Anforderungen an die Verformungskontrolle gestellt werden.
Wenn es sich um kohlenstoffarmen Stahl handelt
Es kann eine Aufkohlung gewählt werden.
Kohlenstoffarmer Stahl weist bei direkter Abschreckung nur eine begrenzte Härte auf. Durch Aufkohlen kann an der Oberfläche eine kohlenstoffreiche Schicht gebildet werden, die durch Abschrecken eine hohe Härte erreicht.
Wenn an das Bauteil extrem hohe Anforderungen an die Maßhaltigkeit gestellt werden
Das Nitrieren ist eine sehr gute Wahl.
Da bei diesem Verfahren eine niedrigere Verarbeitungstemperatur zum Einsatz kommt und keine starke Abkühlung erforderlich ist, sind die Verformungen gering, wodurch es sich für Präzisionsteile und langlebige Bauteile eignet.
Welche Metalle müssen oberflächengehärtet werden?
- Stahl mit niedrigem Kohlenstoffgehalt sowie kohlenstoffarmer legierter Stahl: wird häufig bei Aufkohlungsprozessen verwendet, beispielsweise bei Zahnrädern für Kraftfahrzeuge, Ketten, Bolzenwellen für Baumaschinen usw. Durch das Aufkohlen wird der Kohlenstoffgehalt der Oberflächenschicht erhöht, und nach dem Abschrecken wird eine hohe Härte (HRC 58–64) erreicht, während die Zähigkeit im Kern erhalten bleibt, um Stößen und Verschleiß standzuhalten.
- Stahl mit mittlerem Kohlenstoffgehalt und legierter Stahl mit mittlerem Kohlenstoffgehalt: geeignet für das Oberflächenhärten (z. B. Induktionshärten und Flammhärten), verwendet für Wellen, Zahnräder, Keilwellen usw. Durch schnelles Erhitzen und Abkühlen bildet die Oberflächenschicht eine martensitische Struktur, wodurch die Verschleißfestigkeit und die Dauerfestigkeit verbessert werden; die Schichttiefe beträgt in der Regel 0,5–2,5 mm.
- legierter Baustahl (wie z. B. 38CrMoAl): wird häufig bei Nitrierverfahren eingesetzt. Die Behandlungstemperatur ist niedrig (500–580 °C), die Verformung ist äußerst gering, und die Oberflächenschicht bildet eine Nitridschicht mit hoher Härte (Härte ≥ 1000 HV), die sich für hochpräzise, verschleißfeste Teile wie Präzisionsspindeln, Formführungsbolzen, Ventilspulen usw. eignet.
- Sphäroguss: Kann durch Oberflächenhärten oder Aufkohlen behandelt werden, um Teile herzustellen, die wechselnden Belastungen standhalten, wie z. B. Kurbelwellen von Motoren, Zahnräder usw., wodurch die Oberflächenhärte und die Dauerfestigkeit verbessert werden.
- Titanlegierung: Hier kommt üblicherweise die Laser-Oberflächenhärtung zum Einsatz oder PVD-Beschichtung für Hochleistungsbauteile in der Luft- und Raumfahrt sowie in der Medizin, zur Verbesserung der Verschleiß- und Korrosionsbeständigkeit der Oberflächen.
Der Zusammenhang zwischen CNC-Bearbeitung und Oberflächenhärtungsverfahren

Bei CNC-gefrästen Teilen wird die Oberflächenhärtung in der Regel nach der Grob- oder Vorbearbeitung durchgeführt.
Da die Wärmebehandlung zu gewissen Verformungen führen kann, werden viele hochpräzise Teile nach der Oberflächenhärtung geschliffen, nachbearbeitet oder maßlich korrigiert.
Der übliche Bearbeitungsablauf sieht wie folgt aus:
Rohstoffaufbereitung: Auswahl von Metallwerkstoffen mit zuverlässigen Zertifizierungszeichen, die gemäß den Kundenzeichnungen von Rohstoffverarbeitungsbetrieben bezogen werden.
CNC-Schruppbearbeitung: Schruppbearbeitung an einer dreiachsigen Werkzeugmaschine für Werkstücke mit einfacher Geometrie, wobei die grobe Kontur gefräst wird.
Halbfertigbearbeitung: Der Austausch von Vorrichtungen oder Werkzeugköpfen kann erforderlich sein, um auf einer mehrachsigen Werkzeugmaschine detailliertere Bearbeitungen wie Nuten, Schlitze und einfache Aussparungen durchzuführen.
Oberflächenhärtung: Wählen Sie je nach Stückzahl und Härtungsanforderungen das entsprechende Oberflächenhärtungsverfahren aus, um sicherzustellen, dass die Oberflächenhärte und die innere Zähigkeit des Materials den Normen entsprechen.
Schleifen oder zur Endbearbeitung: CNC-Schleifmaschinen können eingesetzt werden, um die Werkstückoberfläche im Mikrometerbereich zu schleifen, überschüssige Grate zu entfernen und bessere Anforderungen an Oberflächengüte und Toleranzen zu erfüllen; auch Drahtschneideverfahren können zum Einsatz kommen, wie beispielsweise das schnelle und das langsame Drahtschneiden. Das schnelle Drahtschneiden eignet sich für das Innenschneiden von Werkstücken mit weniger strengen Präzisionsanforderungen sowie zum Entfernen von überschüssigem Kohlenstoffstahl-Grundmaterial, das zur Bearbeitung von Spannvorrichtungen verwendet wird. Bei hohen Toleranzanforderungen und einer komplexen Kavitätsstruktur kann das langsame Drahtschneiden mit einem höheren Prozessniveau eingesetzt werden, wobei jedoch die Bearbeitungskosten und der Zeitaufwand höher sind.

Oberflächenbehandlung: umfasst gängige Verfahren wie Eloxieren, Passivieren, Schwärzen, Verchromen, Vernickeln, Lackieren usw., um die Oberflächenqualität weiter zu verbessern.
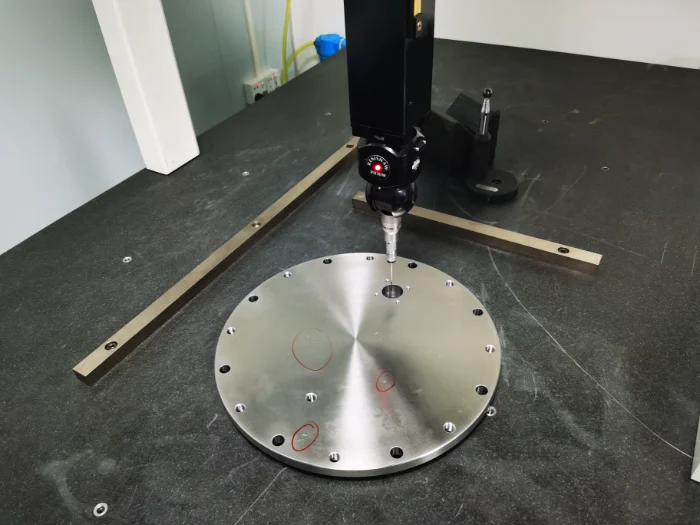
Prüfung von Härte, Abmessungen und Oberflächenqualität: Zur Prüfung und Dokumentation der Fertigteile kommen professionelle Härteprüfgeräte, Mikrometer, Messschieber und Projektoren zum Einsatz. Die Bearbeitungsdaten jedes einzelnen Teils sind rückverfolgbar. Bei schwer zu messenden Bereichen, CMM Es wird eine Messung verwendet.
Auslieferung der fertigen Produkte: Spezielles Personal prüft jedes Werkstück, verpackt es mit Schaumstoff, bringt ein nummeriertes Etikett an und dokumentiert die Qualität und Menge der Teile.
Wenn an ein Bauteil strenge Anforderungen hinsichtlich Maßgenauigkeit, Oberflächenrauheit und Härtetiefe gestellt werden, sollten das Wärmebehandlungsverfahren und die anschließende Bearbeitungszugabe bereits in der Konstruktionsphase klar festgelegt werden.
Häufig gestellte Fragen zur Oberflächenhärtung
Ist eine höhere Härte bei der Oberflächenhärtung immer besser?
Nein. Eine zu hohe Härte kann die Sprödigkeit der Oberfläche erhöhen und sogar Risse verursachen.
Die geeignete Härte sollte unter Berücksichtigung des Werkstoffs, der Belastung, der Verschleißart und der Einsatzbedingungen festgelegt werden.
Hat die Oberflächenhärtung Auswirkungen auf die Abmessungen der Teile?
Das wird gewisse Auswirkungen haben.
Flammhärten, Induktionshärten und Aufkohlen können zu Verformungen führen, da sie mit Erwärmung und Abkühlung einhergehen. Nitrieren und Laserhärten verursachen in der Regel geringere Verformungen und eignen sich besser für Präzisionsteile.
Kann kohlenstoffarmer Stahl direkt oberflächengehärtet werden?
Die Wirkung ist in der Regel begrenzt.
Kohlenstoffarmer Stahl weist einen geringen Kohlenstoffgehalt auf, weshalb es durch direktes Abschrecken schwierig ist, eine hohe Härte zu erzielen. Er muss in der Regel zunächst aufgekohlt und anschließend abgeschreckt werden.
Was ist der Unterschied zwischen Induktionshärten und Aufkohlen?
Beim Induktionshärten wird vor allem die Struktur der Oberflächenschicht durch schnelles Erhitzen und Abkühlen verändert; dieses Verfahren eignet sich für Stahl mit mittlerem Kohlenstoffgehalt oder Stahl mit ausreichendem Kohlenstoffgehalt.
Beim Aufkohlen wird zunächst der Kohlenstoffgehalt der Oberfläche des kohlenstoffarmen Stahls erhöht, anschließend wird durch Abschrecken eine hohe Härte erreicht.
Warum führt das Nitrieren zu geringen Verformungen?
Die Nitriertemperatur ist relativ niedrig, und es ist in der Regel keine schnelle Wasserkühlung erforderlich, sodass die thermische Belastung gering ist und die Maßhaltigkeit besser ist.
Kann die Oberfläche von Kunststoff gehärtet werden?
Zu den gängigen Verfahren zur Oberflächenhärtung von Kunststoffen gehören die folgenden:
1. Hartbeschichtung
Auf die Kunststoffoberfläche wird eine hochfeste Beschichtung aufgetragen, die anschließend durch Wärme, UV-Strahlung oder Elektronenstrahlung ausgehärtet wird, um einen Schutzfilm zu bilden. Dieses Verfahren wird häufig bei Kunststoffen wie PC, PMMA, PET, ABS und PC/ABS, insbesondere bei Handygehäusen, optischen Linsen, Displays, Kunststoffplatten und Schutzfolien. Es kann die Oberflächenhärte, Kratzfestigkeit und Verschleißfestigkeit deutlich verbessern, wobei die Härte in der Regel 3–8 Uhr.
2. PVD-Oberflächenbeschichtung
Bei der physikalischen Gasphasenabscheidung wird unter Vakuumbedingungen eine dünne Metall- oder anorganische Schicht auf die Kunststoffoberfläche aufgebracht. Dieses Verfahren eignet sich für Kunststoffe wie ABS, PC/ABS, PC, PBT, PPS und PEEK, insbesondere für Elektronikgehäuse, Zierteile, Komponenten für den Fahrzeuginnenraum und Kunststoffprodukte, die ein metallisches Aussehen und eine höhere Beständigkeit erfordern. Es erhöht die Oberflächenhärte und Verschleißfestigkeit und verleiht gleichzeitig metallischen Glanz, Reflektivität oder Leitfähigkeit.
3. Chemische oder physikalische Oberflächenmodifizierung
Durch Laserbehandlung, Plasmabehandlung oder chemische Bearbeitung wird die Molekülstruktur der Kunststoffoberfläche verändert, was zu Vernetzung, Kristallisation oder Oberflächenaktivierung führt. Dieses Verfahren kann bei technischen Kunststoffen wie PA, POM, PBT, PPS, PEEK, PP und PE. Es wird hauptsächlich für hochwertige optische Komponenten, präzisionsgefertigte mechanische Teile, Zahnräder, Buchsen und andere Hochleistungsanwendungen verwendet. Bei Kunststoffen mit niedriger Oberflächenenergie wie PP und PE, … ist in der Regel eine Vorbehandlung wie eine Plasma-, Korona- oder Flammbehandlung erforderlich, um die Haftung vor der Oberflächenhärtung zu verbessern.
Zusammenfassung
Bei der Oberflächenhärtung von Metallwerkstücken geht es nicht darum, das gesamte Teil hart zu machen, sondern eine umfassende Leistungsfähigkeit zu erzielen, die sich durch eine “verschleißfeste Oberfläche und gute innere Zähigkeit” auszeichnet.”
Das Flammhärten ist kostengünstig, aber schwieriger zu kontrollieren; das Induktionshärten ist effizient und für die Massenproduktion geeignet; das Laserhärten ist hochpräzise und eignet sich für die lokale Verstärkung; das Aufkohlen eignet sich für hochbelastbare Teile aus kohlenstoffarmem Stahl; das Nitrieren eignet sich für hochpräzise und langlebige Teile.
Für Zahnräder, Wellen, Führungsschienen, Formen und CNC-gefräste Präzisionsteile, Durch die richtige Wahl eines Oberflächenhärtungsverfahrens lassen sich die Verschleißfestigkeit, die Ermüdungsfestigkeit und die Gesamtlebensdauer von Bauteilen erheblich verbessern. Wenn Sie weitere Informationen wünschen oder mehr darüber erfahren möchten transparente Angebote Für die Bearbeitung und Oberflächenbehandlung von Sonderteilen können Sie sich an uns wenden Weldo-Bearbeitung Kundenservice.
Ein wirklich hervorragendes Metallteil ist nicht durchgehend hart; es ist dort hart, wo es hart sein soll, und dort zäh, wo es zäh sein soll.









{kind=link}