L'aluminium 6061-T6 offre une bonne résistance à la traction, à la limite d'élasticité, au cisaillement, à la fatigue et une bonne dureté. Il est couramment utilisé pour la fabrication par usinage CNC de supports, de connecteurs, de plaques de montage et de pièces structurelles légères. Ces propriétés déterminent non seulement la capacité de charge d'un composant, mais influencent également les forces de coupe, la charge sur l'outil, la stabilité du serrage et la précision dimensionnelle finale.
La résistance globale de l'alliage 6061-T6 est supérieure à celle de l'aluminium pur et de nombreux alliages d'aluminium à faible résistance, mais inférieure à celle des alliages d'aluminium à haute résistance classiques et de la plupart des aciers de construction. Son principal avantage ne réside pas dans le fait d'atteindre la valeur la plus élevée dans une catégorie de résistance donnée, mais dans le fait d'offrir un équilibre pratique entre résistance, poids et usinabilité.
Données sur la résistance de l'aluminium 6061-T6
Les valeurs ci-dessous correspondent aux propriétés typiques de l'aluminium 6061-T6. Les résultats réels peuvent varier en fonction de l'épaisseur du matériau, de la forme du produit, du sens d'échantillonnage et de la norme d'essai. En vue d'une utilisation en production, le certificat de conformité du fournisseur doit être considéré comme la référence ultime.
| Propriété de résistance | Valeur typique |
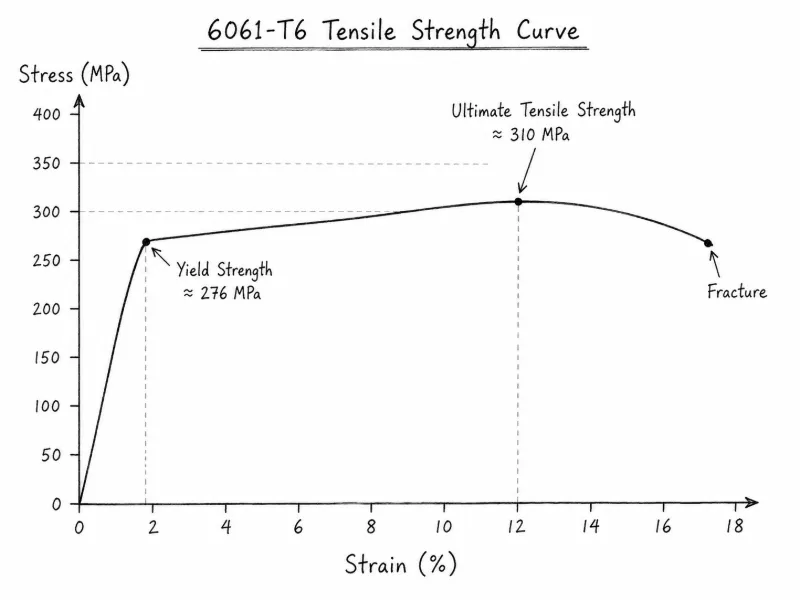
| Résistance maximale à la traction | Environ 290 à 310 MPa |
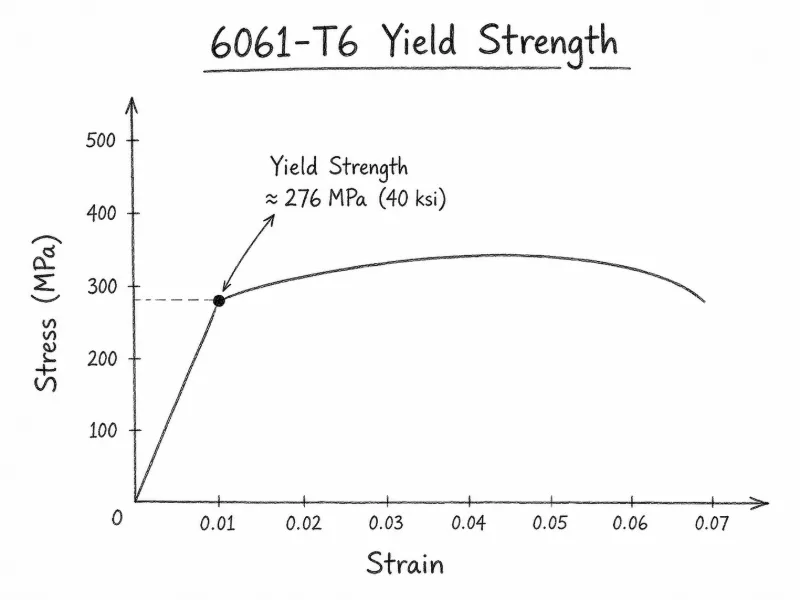
| Limite d'élasticité | Environ 240 à 276 MPa |
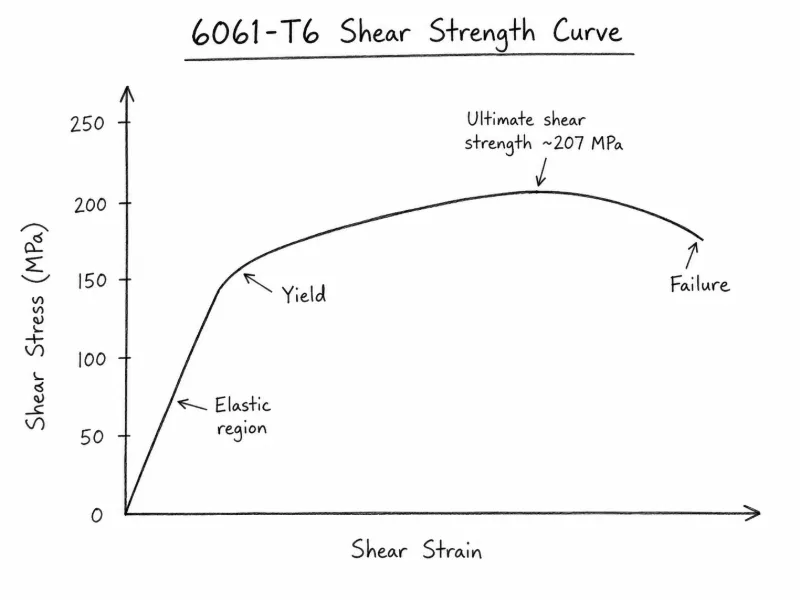
| Résistance au cisaillement | Environ 190 à 210 MPa |
| Résistance à la fatigue | Environ 95 à 100 MPa |
| Dureté Brinell | Environ 95 HBW |
Le MPa est l'unité de contrainte reconnue au niveau international, et 1 MPa équivaut à 1 N/mm². Dans les calculs, la charge est généralement exprimée en newtons (N) ou en kilonewtons (kN), tandis que la section transversale est exprimée en millimètres carrés (mm²). HBW est la désignation standard de la dureté Brinell et ne constitue pas une unité de contrainte.
Résistance à la traction et usinage CNC
La résistance à la traction maximale typique de l'aluminium 6061-T6 est d'environ 290–310 MPa. La résistance à la traction correspond à la contrainte maximale qu'un matériau peut supporter avant de se rompre sous l'effet d'une traction ; elle est généralement mesurée à l'aide d'un essai de traction normalisé. Lors de cet essai, un échantillon normalisé est soumis à une traction dans une machine d'essai universelle jusqu'à la rupture, tandis que la charge maximale appliquée est enregistrée.
Le calcul est le suivant :
Résistance à la traction maximale (MPa) = Charge de traction maximale (N) ÷ Section transversale initiale (mm²)
Par exemple, si un échantillon dont la section transversale initiale est de 50 mm² atteint une charge de traction maximale de 15 000 N, sa résistance à la traction maximale est de 300 MPa.
Cette résistance provient principalement de fins précipités de renforcement formés par le magnésium et le silicium. Ces particules sont réparties dans toute la matrice d'aluminium et limitent le mouvement des dislocations, rendant ainsi plus difficile la déformation plastique continue. Une faible quantité de cuivre peut également contribuer au durcissement par vieillissement.
Avec une résistance à la traction comprise entre 290 et 310 MPa, l'alliage 6061-T6 convient à la fabrication de supports d'équipement, de connecteurs mécaniques, de composants de châssis et de plaques de fixation soumis à des charges modérées. En usinage CNC, la résistance à la traction reflète la résistance globale du matériau à la rupture par traction, mais elle ne peut être utilisée seule pour prédire la force de coupe. La charge d'usinage réelle est également influencée par la résistance au cisaillement, la dureté, la géométrie de l'outil et les paramètres de coupe.
Limite d'élasticité et déformation due à l'usinage
La limite d'élasticité typique de l'aluminium 6061-T6 est d'environ 240–276 MPa. Elle correspond à la contrainte à partir de laquelle le matériau commence à subir une déformation plastique permanente. Étant donné que l'alliage 6061-T6 ne présente généralement pas de plateau de limite d'élasticité clairement défini, les ingénieurs ont couramment recours à la méthode de décalage 0,2% pour déterminer cette valeur à partir de la courbe contrainte-déformation obtenue lors d'un essai de traction.
La relation de base est la suivante :
Limite d'élasticité (MPa) = Charge de rupture (N) ÷ Section transversale initiale (mm²)
Par exemple, si un échantillon d'une section transversale de 50 mm² atteint une déformation permanente de 0,21 TP3T sous une charge de 13 000 N, la limite d'élasticité correspondante est d'environ 260 MPa.
La limite d'élasticité provient également en grande partie des précipités de durcissement par vieillissement formés par le magnésium et le silicium. Ces particules fines limitent le glissement des dislocations, de sorte que le matériau doit supporter une contrainte plus élevée avant que la déformation permanente ne commence. Un vieillissement artificiel insuffisant ou un grossissement excessif des précipités peut réduire la limite d'élasticité.
La limite d'élasticité relativement élevée permet aux pièces en 6061-T6 de résister aux déformations permanentes provoquées par les forces de serrage et de coupe. Ce matériau est donc adapté aux bases de fixation, aux plaques de raccordement et aux composants structurels soumis à des charges d'assemblage. Toutefois, les pièces à parois minces, allongées ou non soutenues localement peuvent tout de même présenter des bosses, des déformations ou des erreurs dimensionnelles si la pression de serrage devient trop concentrée.
Résistance au cisaillement et force de coupe
La résistance au cisaillement typique de l'aluminium 6061-T6 est d'environ 190–210 MPa. La résistance au cisaillement désigne la capacité d'un matériau à résister à la rupture sous l'action de forces parallèles s'exerçant dans des directions opposées. Elle est généralement mesurée à l'aide d'un essai de cisaillement simple ou essai de cisaillement double.
Le calcul est le suivant :
Résistance au cisaillement (MPa) = Charge de cisaillement maximale (N) ÷ Section effective de cisaillement (mm²)
Par exemple, si la surface de cisaillement effective est de 40 mm² et que la charge de cisaillement maximale est de 8 000 N, la résistance au cisaillement est de 200 MPa. Dans un essai de cisaillement double, il y a deux plans de cisaillement ; il faut donc inclure les surfaces de ces deux plans dans le calcul.
La résistance au cisaillement dépend de la matrice en aluminium, des précipités de renforcement Mg₂Si, de faibles quantités de cuivre et de la structure granulaire. Des précipités fins et uniformément répartis améliorent la résistance à la déformation par cisaillement, tandis que des particules grossières de phase secondaire peuvent devenir des sites locaux d'amorçage de fissures.
La découpe CNC consiste essentiellement à enlever de la matière par déformation par cisaillement et séparation en amont du bord de coupe. La résistance au cisaillement est donc en relation relativement directe avec la force de coupe, la formation des copeaux et la charge sur la broche. Lors de l'usinage de fentes étroites, de bords de trous ou de sections minces, un outil émoussé ou une vitesse d'avance excessive peut entraîner une augmentation des bavures, des déchirures sur les bords et des déformations locales.
Dureté Brinell et charge de l'outil
La dureté Brinell typique de l'aluminium 6061-T6 est d'environ 95 HBW, ce qui correspond à un niveau moyen à élevé parmi les alliages d'aluminium couramment utilisés. La désignation HBW indique que la dureté a été mesurée à l'aide d'un pénétrateur à bille en carbure de tungstène. Il ne s'agit pas d'une unité de contrainte telle que le MPa ou le N/mm².
Lors de l'essai, une bille en carbure de tungstène est enfoncée dans la surface du matériau sous l'action d'une force spécifiée. Une fois la charge retirée, on mesure le diamètre moyen de l'empreinte, puis on calcule la dureté à partir de la force d'essai, du diamètre de la bille et de la taille de l'empreinte. La force d'essai est exprimée en newtons (N), les diamètres de la bille et de l'empreinte en millimètres (mm), et le temps de maintien en secondes (s).
Un résultat complet peut s'écrire comme suit :
95 HBW 10/500/30
Où :
Le chiffre 10 correspond à un diamètre de bille de 10 mm
500 indique le niveau de force d'essai
30 correspond à un temps de maintien de 30 s
La dureté de l'alliage 6061-T6 provient principalement de précipités fins formés par le magnésium et le silicium. Une faible quantité de cuivre permet de renforcer la réaction de durcissement par vieillissement, tandis que le chrome contribue à contrôler la structure granulaire et la recristallisation. Le fer n'est pas un élément de renforcement principal, et la présence excessive de phases fer-silicium grossières peut réduire la ductilité et l'uniformité de la surface après usinage.
Une dureté d'environ 95 HBW confère à l'alliage 6061-T6 une résistance raisonnable à l'indentation et contribue à préserver la netteté des bords des alésages, des filetages et des profils usinés. Dans l'usinage CNC, la dureté influe sur la pénétration de l'outil et l'usure des arêtes de coupe. À mesure que l'outil s'émousse, le processus peut passer d'un cisaillement net à un frottement et une compression, ce qui augmente l'accumulation de matière sur les arêtes, les bavures, les déchirures de surface et les variations dimensionnelles.
Résistance à la fatigue et qualité de surface
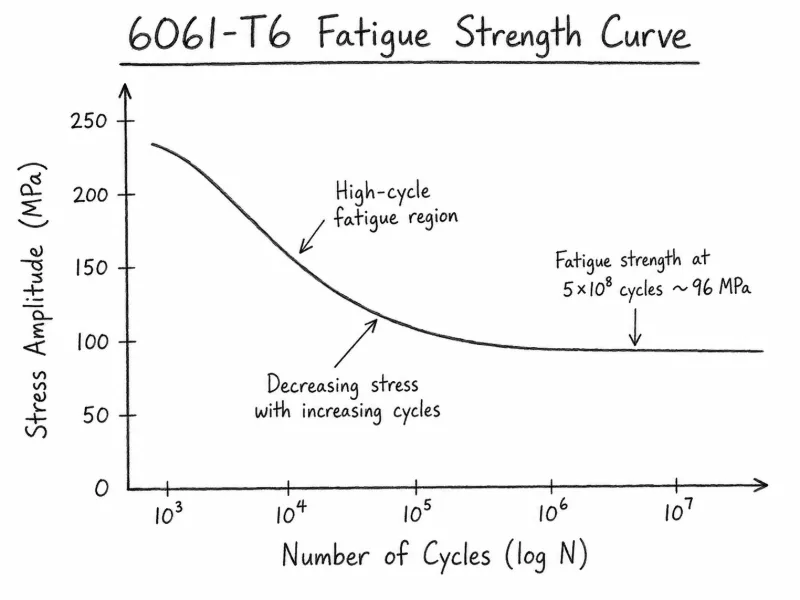
La résistance à la fatigue typique de l'aluminium 6061-T6 est d'environ 95 à 100 MPa, mais cette valeur doit toujours être considérée en fonction du nombre de cycles de charge spécifié. Les alliages d'aluminium ne présentent généralement pas de limite de fatigue permanente clairement définie ; il ne faut donc pas utiliser la résistance à la fatigue sans tenir compte du nombre de cycles.
Les performances en fatigue sont généralement évaluées à l'aide d'essais de chargement cyclique en torsion-flexion ou en charge axiale. Les éprouvettes sont soumises de manière répétée à des niveaux de contrainte différents ; le nombre de cycles jusqu'à la rupture est enregistré, ce qui permet d'établir une courbe S-N. Sur cette courbe, S représente la contrainte cyclique en MPa, tandis que N représente le nombre de cycles avant rupture.
La contrainte cyclique peut tout de même être calculée à partir de la charge et de la section transversale :
Contrainte cyclique (MPa) = Charge cyclique (N) ÷ Section transversale effective (mm²)
Le comportement à la fatigue est influencé non seulement par les précipités de renforcement à base de magnésium et de silicium, mais aussi par la taille des grains, les particules grossières de phase secondaire, les inclusions et les défauts de surface. Les précipités fins et uniformément répartis contribuent à renforcer la matrice, tandis que les particules grossières et les inclusions peuvent devenir des points d'amorçage de fissures de fatigue.
Pour les pièces usinées par CNC soumises à des vibrations, à des mouvements alternatifs ou à des charges alternées, les marques d'outils profondes, les bavures sur les bords des alésages, les rayures et les angles vifs peuvent créer des concentrations de contraintes. Par conséquent, les pièces en 6061-T6 utilisées dans les connecteurs robotiques, les supports antivibratoires et les structures de montage soumises à des charges répétées nécessitent un contrôle rigoureux de l'avance de finition, du faux-rond de l'outil, du chanfreinage et de la qualité de l'ébavurage.
L'influence de la résistance sur la découpe CNC
Les différentes propriétés mécaniques de l'alliage 6061-T6 ont une incidence sur Usinage CNC de différentes manières. La résistance à la traction reflète la capacité globale de support de charge, la limite d'élasticité est liée à la déformation permanente, la résistance au cisaillement influe sur la force nécessaire pour séparer le matériau, et la dureté a une incidence sur l'engagement de l'outil, le frottement et l'usure du tranchant.
Par rapport à l'aluminium pur, l'alliage 6061-T6 présente une résistance à la coupe plus élevée, mais celle-ci reste nettement inférieure à celle de l'acier. Il est donc parfaitement adapté au fraisage et au tournage CNC à grande vitesse. Les pièces structurelles standard conservent généralement des profils stables, tandis que les parois minces, les cavités profondes et les porte-à-faux importants peuvent encore subir des déplacements, un retour élastique ou des vibrations en raison d’une rigidité locale limitée.
Ces valeurs de résistance ne peuvent pas être converties directement en vitesses de broche ou en vitesses d'avance fixes. La force de coupe réelle dépend également du diamètre de l'outil, du nombre de goujures, de l'angle de coupe, du porte-à-faux de l'outil, de la profondeur de coupe axiale et de la largeur de coupe radiale.

Paramètres de fraisage CNC pour l'alliage 6061-T6
Lorsque vous utilisez une fraise en carbure monobloc à 2 ou 3 dents, conçue pour l'aluminium, vous pouvez utiliser les paramètres de départ généraux suivants :
| Paramètres d'usinage | Ébauche | Finition |
| Vitesse de coupe | 250 à 600 m/min | 300 à 800 m/min |
| Avance par dent | 0,03 à 0,12 mm/dent | 0,01 à 0,06 mm/dent |
| Profondeur de coupe axiale | 0,3–1,0 × diamètre de l'outil | 0,1–0,5 mm |
| Largeur radiale de coupe | 10%–40% × diamètre de l'outil | 2%–10% × diamètre de l'outil |
Des vitesses d'avance plus élevées et des profondeurs de coupe plus importantes peuvent améliorer les débits d'enlèvement de matière, mais elles augmentent également la force de coupe et la charge sur l'outil. Lors de l'usinage de pièces à parois minces, à cavités profondes ou de haute précision, la réduction de l'engagement radial et de la charge de coupe par passe peut contribuer à limiter le déplacement de la pièce et la déviation de l'outil.
Ces valeurs ne doivent servir que de points de départ. Les réglages définitifs doivent être adaptés en fonction du diamètre de l'outil, du nombre de goujures, de la rigidité de la machine, du porte-à-faux de l'outil et des conditions de serrage.
Choix des outils et lubrification
Les outils en carbure à 2 ou 3 cannelures bien affûtés, conçus pour l'aluminium, conviennent généralement à l'usinage de l'aluminium 6061-T6. Leurs larges cannelures et leurs arêtes de coupe bien affûtées contribuent à réduire la force de coupe, l'accumulation de matière sur l'arête de coupe et la formation de bavures.
La lubrification en quantité minimale (MQL) permet de réduire les frottements entre l'outil et la pièce à usiner, tout en contribuant à limiter l'usure de l'outil et la rugosité de surface. Des expériences menées dans ce domaine indiquent que la vitesse d'avance et la profondeur de coupe ont une influence significative sur la qualité de la surface usinée de l'alliage 6061-T6, tandis que la vitesse de rotation de la broche et le débit de lubrifiant doivent également être ajustés conjointement.
Dans certaines circonstances MQL Dans les conditions d'essai, les outils en carbure revêtus d'une double couche de TiAlN+TiN ont donné des résultats satisfaisants en termes de rugosité de surface. En production réelle, toutefois, le choix de l'outil doit toujours être fondé sur la géométrie de l'outil, les conditions de la machine et les paramètres de coupe sélectionnés.
Maîtrise des déformations liées à l'usinage
L'alliage 6061-T6 présente une limite d'élasticité relativement élevée, mais les pièces à parois minces et les composants nécessitant un enlèvement important de matière peuvent tout de même se déformer sous l'effet des forces de coupe, de la pression de serrage et des variations de l'équilibre des contraintes internes.
Parmi les méthodes de contrôle courantes, on peut citer :
Appliquer une pression de serrage uniforme et modérée
Renforcement des zones à parois minces et des zones non soutenues
Retrait symétrique de matière
Séparation de l'ébauche et de la finition en différentes étapes
Laisser une marge de finition uniforme
Usiner les cotes critiques en dernier
Ces mesures ont pour principal objectif de réduire les charges de coupe concentrées et de limiter le retour élastique ainsi que les variations dimensionnelles après l'usinage.
Comment Weldo usine les pièces en 6061-T6
Weldo Machining détermine l'outillage, le mode de serrage et la séquence d'usinage en fonction de l'épaisseur de paroi, du volume d'enlèvement de matière, des tolérances critiques et des exigences de charge de chaque composant en 6061-T6.
Pour les pièces à parois minces, à cavités profondes et nécessitant une grande planéité, on recourt généralement à un enlèvement de matière par étapes et à une finition à faible charge afin de réduire l'influence de la force de coupe sur les cotes et la qualité de surface. Après l'usinage, les cotes critiques, les positions des alésages et la rugosité de surface peuvent être contrôlées par rapport aux exigences du plan.
Conclusion
La résistance à la traction, la limite d'élasticité, la résistance au cisaillement, la résistance à la fatigue et la dureté de l'alliage 6061-T6 lui permettent de répondre aux exigences de charge de nombreux composants structurels légers tout en conservant une bonne usinabilité sur machine à commande numérique.
Dans la pratique de l'usinage, la résistance au cisaillement et la dureté influent principalement sur la force de coupe et la charge exercée sur l'outil, la limite d'élasticité est liée à la déformation permanente, et la résistance à la fatigue est étroitement liée à l'intégrité de la surface usinée. Un contrôle approprié de l'outillage, des paramètres de coupe, du serrage et de la séquence d'usinage est nécessaire pour tirer pleinement parti des avantages en termes de résistance de l'aluminium 6061-T6.