










L'anodizzazione non può nascondere i problemi superficiali di un pezzo. Al contrario, spesso rende più visibili i segni di lavorazione, i graffi, la contaminazione da olio, le impronte digitali, le differenze di struttura del materiale, la sabbiatura irregolare, le bave e la corrosione locale. Molti difetti, come variazioni di colore, punti neri, macchie bianche, vaiolature, bruciature o scarsa tenuta, non sono causati dal solo processo di anodizzazione. Di solito sono il risultato delle condizioni del materiale, delle soluzioni chimiche, dei parametri elettrici e delle operazioni di produzione.
Pertanto, per ottenere costantemente componenti in alluminio anodizzato di alta qualità, il controllo qualità non deve attendere l'ispezione finale. Dovrebbe iniziare prima della fase di anodizzazione elettrolitica.

Difetti comuni dell'anodizzazione e loro aspetto
Negli ultimi 15 anni, Weldo Machining ha prodotto un gran numero di parti in alluminio anodizzato per clienti che operano nei settori dell'elettronica, dell'automazione, della robotica, dei dispositivi medici e dei macchinari industriali. Grazie al feedback dei clienti, ai casi di rilavorazione e ai problemi di qualità della produzione di massa, abbiamo riassunto i problemi di finitura superficiale più spesso riscontrati nel nostro reparto di ispezione della qualità, come illustrato di seguito.
| Tipo di difetto | Aspetto comune | Diagnosi iniziale |
|---|---|---|
| Variazione di colore | I pezzi dello stesso lotto presentano sfumature diverse; l'anodizzazione nera appare grigia o gialla; i colori variano da un lotto all'altro. | Problemi di lotto del materiale, di spessore del rivestimento, di granigliatura, di tintura o di consistenza della sigillatura. |
| Macchie nere / segni bianchi | Puntini neri, macchie bianche, macchie d'acqua, chiazze locali o sbiancamento in prossimità di fori e bordi | Residui di olio, pulizia insufficiente, liquido intrappolato nei fori, inclusioni di materiale, cattiva tenuta |
| Linee ruvide / segni di lavorazione | Dopo l'anodizzazione rimangono visibili segni di utensile, segni di sfregamento, linee longitudinali o una struttura locale non uniforme. | Qualità della superficie lavorata, segni di fissaggio, corrosione acida o granigliatura irregolare |
| Pitting / piccole buche | Piccole depressioni o difetti puntiformi sulla superficie, sulle aree filettate o in prossimità di aperture di fori | Difetti di lavorazione, sbavature, corrosione locale, eccessivo decapaggio acido o incisione alcalina |
| Superficie bruciata/grigia | I bordi o le aree locali diventano grigi, neri, ruvidi o polverosi. | Concentrazione di corrente, bordi taglienti, scarso contatto con il rack, temperatura anomala del bagno |
| Sbiadimento del colore / scarsa resistenza alla corrosione | Il colore si sfrega, diventa più chiaro, la superficie si macchia facilmente o il test della nebbia salina non è riuscito. | Tintura instabile, sigillatura insufficiente, metodo di sigillatura inadeguato |
| Segni di scaffalatura/graffi da movimentazione | Segni di contatto, segni di morsetto, graffi, ammaccature o segni di pressione dell'imballaggio sulle superfici estetiche | Collocazione impropria del rack, fissaggio inadeguato, manipolazione o protezione insufficiente dell'imballaggio |
4 cause principali di difetti di anodizzazione e come prevenirle
Problemi legati ai materiali
Il materiale è alla base della qualità dell'anodizzazione. Anche quando il processo di anodizzazione è esattamente lo stesso, gradi di alluminio, lotti di materiale, strutture dei grani e microstrutture del metallo di base diversi possono portare a risultati di anodizzazione diversi.
Effetto del grado della lega di alluminio
Le diverse leghe di alluminio contengono quantità diverse di magnesio, silicio, rame, zinco, ferro e altri elementi. Questi elementi influenzano direttamente il colore, la luminosità, l'uniformità e la resistenza alla corrosione dopo l'anodizzazione.
| Lega di alluminio | Prestazioni di anodizzazione | Raccomandazione |
| 6061 | Buone prestazioni complessive | Adatto alla maggior parte delle parti in alluminio anodizzato lavorate a macchina |
| 6063 | Buon aspetto estetico | Adatto per parti decorative e cosmetiche |
| 6082 | Prestazioni di anodizzazione relativamente stabili | Adatto per parti strutturali e meccaniche |
| 7075 | Elevata resistenza, ma il colore tende ad essere più scuro | Adatto per parti funzionali; rischio più elevato di variazione del colore cosmetico |
| 2024 | Alto contenuto di rame, maggiore rischio cosmetico e di corrosione | Non è raccomandato per le parti anodizzate ad alta cosmesi. |
| ADC12 / A380 | Alto contenuto di silicio, tendente al grigio, al nero o all'aspetto screziato. | Non adatto per l'anodizzazione cosmetica di alta qualità |
Differenze di lotto e di microstruttura del materiale
Anche a parità di qualità 6061, fornitori, lotti o condizioni di trattamento termico diversi possono causare variazioni di colore visibili dopo l'anodizzazione. Nel caso di più parti cosmetiche utilizzate nello stesso prodotto, la miscelazione dei lotti di materiale può facilmente portare a differenze di colore grigio, nero o giallastro.
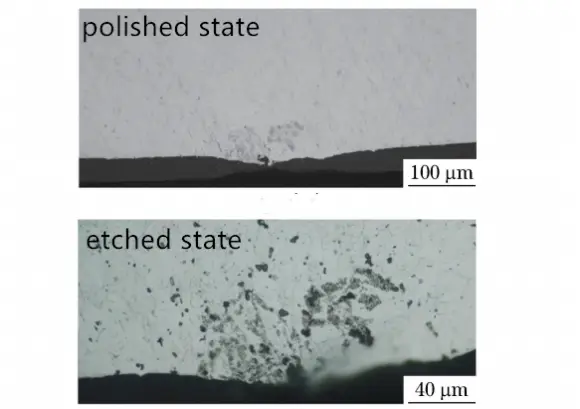
Anche la microstruttura del materiale influisce sui risultati dell'anodizzazione. Le inclusioni superficiali, la distribuzione anomala dei dispersoidi o le differenze di grana possono causare punti neri, striature, variazioni di colore, screziature o aspetto bicolore.
Poiché la causa principale deriva dal materiale stesso, questi difetti di solito non possono essere completamente risolti regolando i parametri di tintura o sigillatura.
Difetti di lavorazione
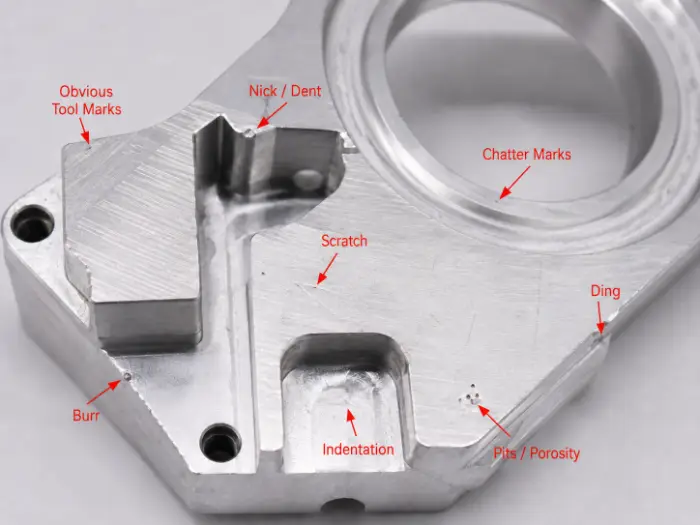
Molti difetti di anodizzazione hanno origine durante la lavorazione. Ad esempio, segni di utensili, sbavature, difetti di filettatura, ammaccature di fissaggio e corrosione locale che si formano durante la lavorazione. Fresatura CNC possono diventare più evidenti dopo l'anodizzazione.
Esempi tipici sono:
- Le linee di lavorazione rialzate possono subire una corrosione locale durante il decapaggio acido o la lucidatura chimica, formando linee ruvide dopo l'anodizzazione.
- I difetti della filettatura o le sbavature possono corrodersi e apparire come puntinature dopo l'anodizzazione.
- Le ammaccature del dispositivo possono diventare differenze di colore visibili o segni scuri dopo l'anodizzazione.
- I segni profondi degli utensili possono rimanere visibili anche dopo la sabbiatura.
- Le bave intorno ai fori, i fondi delle scanalature e gli spigoli vivi possono causare bordi anneriti, vaiolatura o anomalie locali del rivestimento dopo l'anodizzazione.
L'anodizzazione non è un processo per nascondere i difetti di lavorazione. Le superfici cosmetiche devono essere stabili, pulite e prive di difetti evidenti prima dell'anodizzazione.
Soluzioni
- Per le parti ad alta cosmesi, privilegiare 6061 o 6063 ed evitare materiali in alluminio pressofuso come ADC12 e A380.
- Se possibile, utilizzare lo stesso lotto di materiale per le parti cosmetiche dello stesso prodotto per ridurre la variazione di colore dopo l'anodizzazione.
- Per i materiali a rischio più elevato, come il 7075 e il 2024, prima della produzione di massa eseguire un'anodizzazione di prova per verificare il colore e l'aspetto.
- Se dopo la lavorazione si riscontrano evidenti segni di utensili, graffi, bave o spigoli vivi, ripararli mediante molatura, smussatura, rilavorazione o rilavorazione prima di inviare i pezzi all'anodizzazione.
- Se si riscontrano grani grossolani, inclusioni superficiali, microstrutture anomale o altri difetti del materiale, si consiglia di cambiare prima il materiale e, se necessario, di aggiungere l'ispezione della microstruttura superficiale invece di regolare ripetutamente i parametri di anodizzazione.
Problemi di soluzione chimica
L'anodizzazione non prevede solo una vasca di anodizzazione. Un processo completo comprende solitamente sgrassaggio, mordenzatura alcalina, desmutazione, anodizzazione, tintura, sigillatura e diverse fasi di risciacquo. Qualsiasi condizione anomala in queste soluzioni può causare difetti finali.
Sgrassaggio e pulizia insufficienti
Se il liquido da taglio, l'olio, l'antiruggine, le impronte digitali o il composto di lucidatura sulle parti in alluminio lavorate non vengono completamente rimossi, possono interferire con la formazione del film di ossido. Ciò può causare punti neri, macchie bianche, tintura non uniforme, aree non rivestite o macchie d'acqua dopo la sigillatura. Le aree complesse come fori, scanalature, filettature e cavità interne hanno maggiori probabilità di trattenere contaminanti e soluzioni di lavorazione, rendendole più inclini a macchie bianche, corrosione o anomalie di colore.
Mordenzatura alcalina, decapaggio acido o smuffolatura anomala
L'incisione alcalina è spesso utilizzata per rimuovere lo strato di ossido naturale, la contaminazione luminosa e le irregolarità superficiali locali. La soluzione di idrossido di sodio è un mezzo comune. Tuttavia, se i parametri di mordenzatura alcalina, decapaggio acido o lucidatura chimica non sono ben controllati, possono attaccare eccessivamente il substrato di alluminio. Ad esempio, un'eccessiva mordenzatura alcalina può aumentare la rugosità della superficie, mentre un eccessivo decapaggio acido può causare corrosione locale.
Inoltre, dopo l'incisione alcalina, la superficie dell'alluminio può conservare residui grigio scuro formati da silicio, rame, ferro, zinco o altri elementi di lega. Se la desmutazione è insufficiente, questi residui possono interferire con la crescita uniforme del film di ossido e causare punti neri, macchie grigie, chiazze o tinture non uniformi.
Elettrolita anodizzante, soluzione colorante e soluzione sigillante anormali
L'anodizzazione di tipo II utilizza solitamente un elettrolita a base di acido solforico, con uno spessore tipico del rivestimento di circa 5-25 μm. L'anodizzazione dura di tipo III richiede una temperatura più bassa, una maggiore densità di corrente e un controllo più rigoroso del processo, con uno spessore tipico del rivestimento di circa 25-75 μm.
Se la concentrazione dell'elettrolita, la temperatura, il livello di impurità o le condizioni del bagno sono anormali, possono causare uno spessore instabile del rivestimento, una superficie grigia, bruciature, un rivestimento allentato, un colore instabile o una ridotta resistenza alla corrosione.
Anche le soluzioni di tintura e sigillatura influiscono sulla qualità finale. Parametri di tintura instabili possono causare variazioni di colore. Una sigillatura insufficiente può causare sbiadimento del colore, macchie, macchie d'acqua o ridotta resistenza alla corrosione.
I metodi di sigillatura più comuni includono:
| Metodo di sigillatura | Medio comune | Applicazione |
| Sigillatura dell'acqua calda | Acqua deionizzata bollente o quasi bollente | Anodizzazione trasparente e protezione generale dalla corrosione |
| Sigillatura in acetato di nichel | Soluzione di acetato di nichel | Anodizzazione nera e colorata |
| Sigillatura a freddo | Sistema a base di fluoruro di nichel | Anodizzazione decorativa ad alto volume |
| Sigillatura con bicromato | Soluzione di bicromato | Applicazioni speciali resistenti alla corrosione, aerospaziali o militari |
L'anodizzazione tinta di tipo II richiede solitamente una sigillatura per migliorare la stabilità del colore e la resistenza alla corrosione. L'opportunità di sigillare l'anodizzazione dura di tipo III dipende dall'applicazione. La decisione deve bilanciare la resistenza all'usura e la resistenza alla corrosione.
Soluzioni
- La soluzione sgrassante deve rimuovere efficacemente il liquido da taglio, l'olio, le impronte digitali e i composti di lucidatura.
- I tempi di mordenzatura alcalina e decapaggio acido non devono essere troppo lunghi per evitare un'eccessiva corrosione superficiale.
- La desmutazione dovrebbe essere sufficiente, soprattutto per i materiali 7075, 2024 e contenenti silicio.
- I bagni di anodizzazione con acido solforico devono controllare la concentrazione, la temperatura e i livelli di impurità.
- La soluzione sigillante deve controllare il pH, la temperatura, il tempo e la qualità dell'acqua per garantire la stabilità del colore e la resistenza alla corrosione.
Problemi di parametri elettrici
L'anodizzazione è un processo elettrochimico. Corrente, tensione, tempo, temperatura, contatto elettrico e distribuzione della corrente influiscono sulla qualità del rivestimento.
Densità di corrente e controllo della temperatura inadeguati
Una densità di corrente eccessiva può causare reazioni troppo rapide in corrispondenza di angoli acuti, pareti sottili e aree con scarso contatto elettrico, con conseguenti bruciature, superfici grigie, rugosità o rivestimento polveroso. Per l'anodizzazione dura, il controllo della temperatura del bagno è particolarmente importante. Una temperatura eccessiva può alterare l'equilibrio tra crescita e dissoluzione del film di ossido.
Tempo di anodizzazione e controllo dello spessore del rivestimento non corretti
Anodizzazione Lo spessore dipende dal tempo, dalla densità di corrente, dalla lega e dalle condizioni del bagno. Se il tempo è troppo breve, il rivestimento può risultare troppo sottile, riducendo la resistenza alla corrosione e l'assorbimento del colorante. Se il tempo è troppo lungo, il rivestimento può diventare troppo spesso, causando deviazioni dimensionali, aumento della rugosità o colore più scuro.
L'anodizzazione di tipo II ha tipicamente uno spessore di rivestimento di circa 5-25 μm ed è adatta per l'aspetto, la protezione dalla corrosione e la tintura. L'anodizzazione dura di tipo III ha uno spessore del rivestimento di circa 25-75 μm ed è adatta per la resistenza all'usura, l'isolamento e il rinforzo funzionale.
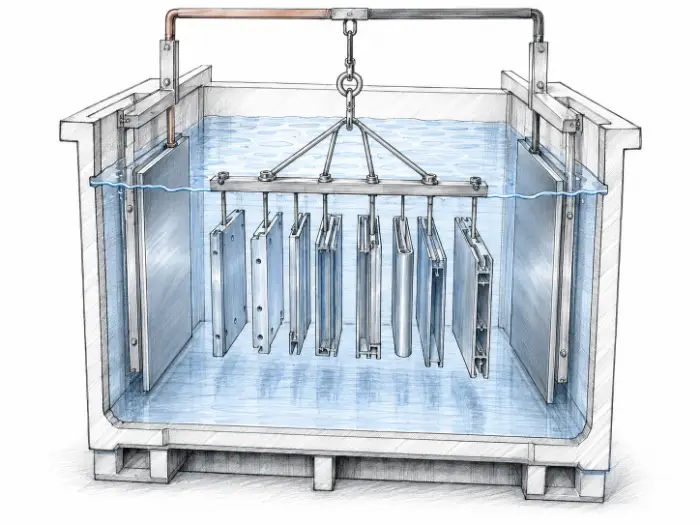
Scarso contatto elettrico
Le rastrelliere non servono solo a contenere i pezzi, ma anche a garantire la conduzione elettrica. Se l'area di contatto del rack è troppo piccola, i punti di contatto sono allentati o lo strato di ossido esistente influisce sulla conduttività, i pezzi possono presentare aree non rivestite, spessore non uniforme, anomalie di colore, bruciature locali o annerimento in prossimità dei punti del rack.

Soluzioni
- Calcolare la corrente corretta in base alla superficie del pezzo e controllare la densità di corrente e la temperatura del bagno per evitare bruciature e anomalie del rivestimento su bordi e pareti sottili.
- Ottimizzare il racking e il contatto elettrico per garantire una conduttività stabile, migliorare la distribuzione della corrente e ridurre lo spessore non uniforme o le differenze di colore locali.
- Controllare il tempo di anodizzazione in base ai requisiti di spessore, verificare se lo spessore richiesto può essere raggiunto in fori profondi, scanalature strette e cavità interne e considerare in anticipo la compensazione dimensionale.
Errori operativi
Oltre al materiale, alle soluzioni chimiche e ai parametri elettrici, anche le operazioni manuali e il controllo del processo possono causare difetti di anodizzazione, soprattutto sui pezzi cosmetici e sui pezzi anodizzati neri.
Pretrattamento superficiale incoerente
La granigliatura, la spazzolatura e la lucidatura influiscono direttamente sulla consistenza del colore e dell'aspetto dopo l'anodizzazione. Parametri di sabbiatura non coerenti possono causare differenze di lucentezza e colore. Le parti spazzolate devono mantenere la stessa direzione della grana. Le parti lucidate devono essere pulite accuratamente per rimuovere il composto di lucidatura e la cera; in caso contrario, potrebbero verificarsi tinture non uniformi, macchie o anomalie del rivestimento.
Risciacquo e asciugatura insufficienti
Il risciacquo e l'asciugatura dopo l'anodizzazione influiscono direttamente sull'aspetto finale e sulla resistenza alla corrosione. Se il liquido di lavorazione rimane nei fori, nelle fessure, nelle filettature o nelle cavità interne, può causare macchie bianche, macchie d'acqua, corrosione, tintura non uniforme o scarsa tenuta. I fori profondi, i fori ciechi e le strutture complesse devono essere sottoposti a un controllo supplementare di risciacquo, soffiatura e asciugatura.
Mascheratura e pianificazione dei rack non corrette
Alcune aree dei componenti in alluminio lavorati, come filettature, fori dei cuscinetti, superfici di messa a terra, superfici di pressatura e superfici di tenuta, spesso devono essere mascherate in base ai requisiti funzionali. Una cattiva pianificazione della mascheratura può causare variazioni dimensionali, problemi di assemblaggio, riduzione della conduttività elettrica o segni di scaffalatura sulle superfici estetiche.
Manipolazione e imballaggio inadeguati
Molti pezzi anodizzati sono accettabili al termine del processo, ma vengono graffiati o contaminati durante l'ispezione, il trasferimento, l'imballaggio o la spedizione. Ciò è particolarmente evidente sui pezzi anodizzati neri, dove leggeri graffi, ammaccature o attriti tra le parti possono esporre l'alluminio brillante sottostante.
Soluzioni
- Confermare la posizione dei segni della cremagliera prima dell'anodizzazione.
- Mascherare le filettature, i fori dei cuscinetti, le superfici di tenuta, le superfici di messa a terra e le superfici di fissaggio a pressione, come richiesto.
- Il risciacquo e l'asciugatura devono coprire i fori, le fessure e le cavità interne.
- Le parti anodizzate nere non devono sfregare direttamente l'una contro l'altra.
- I componenti cosmetici devono essere confezionati singolarmente, con separatori morbidi o vaschette blister.

Requisiti da definire su disegni e ordini di acquisto
Per i pezzi in alluminio lavorati, scrivere solo “anodizzato” o “anodizzato nero” su un disegno o un ordine di acquisto non è di solito abbastanza chiaro. Per evitare variazioni di colore, spessore inconsistente del rivestimento, problemi dimensionali, sbiadimento del colore o problemi di assemblaggio, è necessario definire almeno i seguenti sei requisiti.
Tipo di anodizzazione: Definire chiaramente il tipo di anodizzazione, come il tipo II, il tipo III, l'anodizzazione trasparente, l'anodizzazione nera o il tipo di anodizzazione nera. anodizzazione al bronzo, Perché a processi diversi corrispondono requisiti diversi in termini di aspetto, protezione dalla corrosione, resistenza all'usura e funzionalità.
Spessore del rivestimento: Lo spessore del rivestimento influisce sulla resistenza alla corrosione, all'usura, al colore e alle dimensioni. Il disegno deve specificare la gamma di spessori. Per l'anodizzazione dura, occorre considerare contemporaneamente la tolleranza dimensionale e il gioco di montaggio.
Grado del materiale: Specificare chiaramente il tipo di lega di alluminio e utilizzare lo stesso lotto di materiale quando possibile. Ciò contribuisce a migliorare l'uniformità del colore dopo l'anodizzazione e a ridurre le variazioni cromatiche.
Aspetto standard: Definire chiaramente i requisiti cromatici e cosmetici. Si raccomanda un campione approvato come standard di accettazione.
Requisiti di tenuta: Definire chiaramente se è necessaria la sigillatura e quale metodo di sigillatura utilizzare, perché la qualità della sigillatura influisce direttamente sulla stabilità del colore, sulla resistenza alle macchie e alla corrosione.
Requisiti di mascheratura e dimensionali: Definire chiaramente le aree che devono essere mascherate e i requisiti dimensionali finali per evitare che lo strato anodizzato influisca sulla precisione dell'assemblaggio o sulla conduttività elettrica.
Esempio di specifica semplificata
Materiale: Alluminio 6061-T6
Processo: Anodizzazione nera di tipo II all'acido solforico
Spessore del rivestimento: 10-15 μm
Colore: campione approvato
Sigillatura: Necessaria guarnizione in acetato di nichel
Mascheratura: Le filettature e i fori dei cuscinetti devono essere mascherati.
Conclusione
I difetti di anodizzazione sono raramente causati da un singolo fattore. Di solito sono il risultato combinato delle condizioni del materiale, dei parametri di processo, del trattamento chimico e delle operazioni di produzione. Solo controllando l'intero processo, dalla preparazione della lavorazione alla manipolazione post-anodizzazione, è possibile ottenere un aspetto stabile e prestazioni funzionali.
Per ridurre questi difetti, è meglio lavorare con un'azienda esperta di lavorazione unica come Lavorazione Weldo. Ciò contribuisce a garantire una maggiore stabilità dei pezzi personalizzati e della qualità delle superfici. Se desiderate saperne di più o confrontare citazioni, non esitate a contattarci.









{kind=link}
{kind=link}