










陽極酸化処理では、部品表面の問題を隠すことはできません。それどころか、機械加工痕、傷、油汚れ、指紋、材料構造の違い、不均一なビードブラスト、バリ、局部腐食などをより目立つようにすることが多い。色むら、黒点、白点、孔食、焼け、密閉不良など、多くの欠陥はアルマイト処理だけが原因ではありません。これらの欠陥は通常、材料条件、化学溶液、電気的パラメータ、および製造作業が一体となって生じたものです。.
したがって、高品質のアルマイト部品を安定して得るためには、品質管理は最終検査まで待つべきではない。品質管理は、電解アルマイトの段階より前に開始すべきである。.

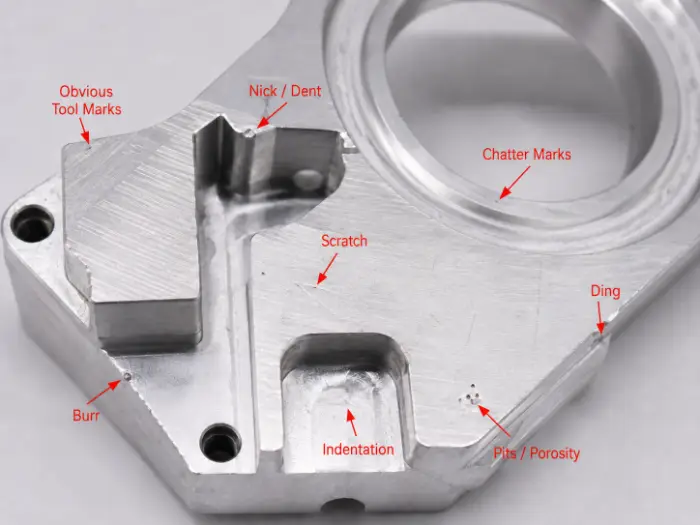
一般的な陽極酸化の欠陥とその外観
過去15年間、ウェルドマシニングは、電子機器、オートメーション機器、ロボット、医療機器、産業機械などのお客様のために、数多くのアルマイト部品を製造してきました。お客様からのフィードバック、手直し事例、量産品質問題を通して、当社の品質検査部門で最もよく見られる表面仕上げの問題を以下にまとめました。.
| 欠陥の種類 | 一般的な外観 | 初期診断 |
|---|---|---|
| カラーバリエーション | 同じロットの部品でも色合いが異なる。黒アルマイト処理は灰色または黄色に見えるが、ロットによって色が異なる。 | 材料のバッチ、コーティングの厚さ、ビーズブラスト、染色、シーリングの一貫性の問題 |
| 黒い斑点/白い跡 | 黒い点、白い跡、水垢、局所的な斑点、穴やエッジ付近の白化 | 油の残留物、洗浄不足、穴の中の液体の閉じ込め、材料の封入、シール不良 |
| ラフ・ライン/加工痕 | 陽極酸化処理後、工具痕、ビビリ痕、縦スジ、局部的な凹凸が残る。 | 機械加工表面の品質、フィクスチャーマーク、酸腐食、または不均一なビーズブラスト |
| 穴あき/小さな穴 | 表面、ねじ部、穴の開口部付近に小さなくぼみや点状の欠陥がある。 | 加工不良、バリ、局部腐食、過度の酸洗またはアルカリエッチング |
| 表面は灰色 | エッジや局部は灰色、黒色、ざらざら、粉状になる。 | 電流集中、鋭角、ラック接触不良、浴温異常 |
| 色あせ / 耐食性の低下 | 塩水噴霧試験で不合格。 | 不安定な染色、不十分なシール、不適切なシール方法 |
| ラックマーク/ハンドリング傷 | 化粧品表面の接触痕、クランプ痕、傷、へこみ、包装圧痕 | 不適切なラックの位置、不十分な固定方法、不十分な取り扱いや梱包の保護 |
アルマイト処理不良の4大原因と予防法
素材に関する問題
材料はアルマイト処理品質の基礎です。アルマイト処理工程が全く同じであっても、アルミニウムの等級、材料バッチ、結晶粒構造、母材微細構造が異なると、アルマイト処理結果が異なることがあります。.
アルミニウム合金グレードの影響
アルミニウム合金によって、マグネシウム、シリコン、銅、亜鉛、鉄、その他の元素の含有量は異なります。これらの元素は、アルマイト処理後の色、輝度、均一性、耐食性に直接影響します。.
| アルミニウム合金 | 陽極酸化処理性能 | 推薦 |
| 6061 | 全体的に良好なパフォーマンス | ほとんどのアルマイト加工アルミニウム部品に最適 |
| 6063 | 良好な外観 | 装飾部品や化粧品部品に適している |
| 6082 | 比較的安定した陽極酸化処理性能 | 構造部品や機械部品に適している |
| 7075 | 強度は高いが、色が濃くなる傾向がある。 | 機能部品に適しているが、外観上の色のばらつきのリスクが高い。 |
| 2024 | 銅の含有量が高く、外観と腐食のリスクが高い。 | 化粧度の高いアルマイト部品には推奨しない。 |
| ADC12 / A380 | ケイ素含有量が高く、灰色、黒色、または斑点状の外観になりやすい。 | 高品質の化粧アルマイトには適さない |
材料バッチと微細構造の違い
同じ6061グレードであっても、サプライヤー、ロット、熱処理条件が異なると、アルマイト処理後に目に見える色の違いが生じることがあります。同じ製品に複数の化粧品部品を使用する場合、材料のロットが混ざると、灰色、黒色、または黄色がかった色の違いが生じやすくなります。.
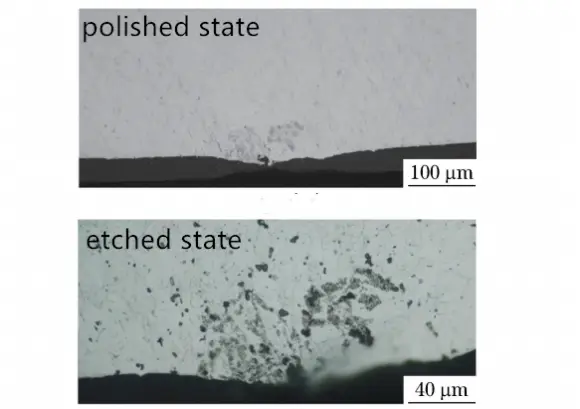
材料の微細構造も陽極酸化処理結果に影響する。表面の介在物、異常な分散体分布、結晶粒の違いは、黒い斑点、筋、色のばらつき、斑点模様、ツートンカラーの外観の原因となります。.
根本的な原因は素材そのものにあるため、これらの欠陥は通常、染色やシーリングのパラメーターを調整しても完全には解決できない。.
加工不良
アルマイトの欠陥の多くは、機械加工中に発生する。例えば、工具痕、バリ、ねじ山の欠陥、治具のへこみ、加工中に形成される局部腐食などである。 CNCフライス加工 は、アルマイト処理後により顕著になる可能性がある。.
代表的な例としては以下のようなものがある:
- 盛り上がった加工ラインは、酸洗や化学研磨の際に局部腐食を起こし、アルマイト処理後に粗いラインを形成することがある。.
- ネジ山の欠陥やバリは、アルマイト処理後に腐食して孔食として現れることがある。.
- フィクスチャーのへこみは、アルマイト処理後に目に見える色の違いや黒ずみになることがあります。.
- ビーズブラスト後も深いツールマークが残ることがあります。.
- 穴の周りのバリ、スロットの底、鋭利なエッジは、アルマイト処理後にエッジの黒ずみ、ピッティング、または局所的なコーティングの異常を引き起こす可能性があります。.
アルマイト処理は、機械加工の欠陥を隠すための処理ではありません。アルマイト処理前の表面は、安定していて、きれいで、明らかな欠陥がない状態でなければなりません。.
ソリューション
- 高意匠部品には、6061または6063を優先し、次のようなアルミダイキャスト材は避けてください。 ADC12 そして A380.
- アルマイト処理後の色のばらつきを抑えるため、可能な限り同じ製品の化粧品部品には同じ材料バッチを使用すること。.
- 7075や2024のようなリスクの高い材質の場合は、量産前にアルマイトの試作を行い、色や外観を確認する。.
- 機械加工後に、明らかなツールマーク、傷、バリ、鋭利なエッジが見つかった場合は、アルマイト処理に出す前に、研削、面取り、再加工、または再加工によってそれらを修復してください。.
- 粗大粒、表面介在物、異常微細構造、その他の材料欠陥が発見された場合は、アルマイト処理パラメータの調整を繰り返すのではなく、まず材料の変更を検討し、必要に応じて表面微細構造の検査を追加する。.
化学溶液の問題
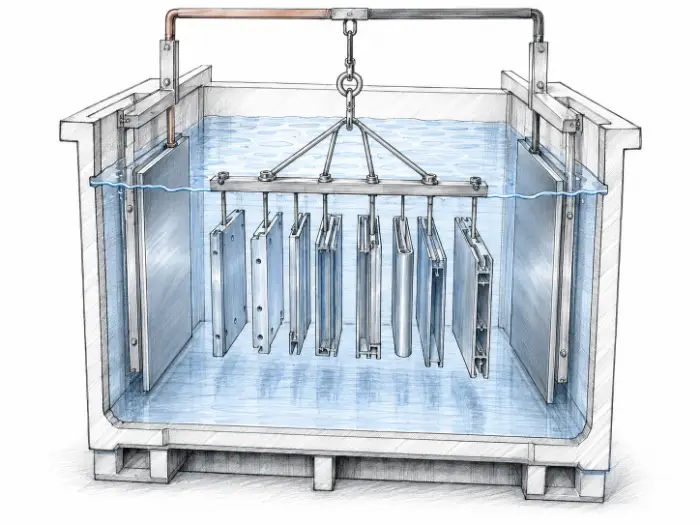
陽極酸化処理には、陽極酸化処理槽が1つしかないわけではありません。通常、脱脂、アルカリエッチング、デスマット、アルマイト処理、染色、シーリング、および複数のリンス工程が含まれます。これらの溶液に異常があれば、最終的な欠陥の原因となる。.
不十分な脱脂と洗浄
機械加工されたアルミニウム部品に付着した切削油、オイル、防錆剤、指紋、研磨剤などが十分に除去されていないと、酸化皮膜の形成を妨げることがあります。その結果、黒い斑点、白い跡、不均一な染色、局所的な未塗装部分、またはシール後の水垢の原因となることがあります。穴、スロット、ネジ山、内部空洞などの複雑な部分は、汚染物質や加工液を保持しやすいため、白点、腐食、色異常が発生しやすくなります。.
アルカリエッチング、酸洗、デスマットの異常
アルカリエッチングは、自然酸化膜、光による汚染、表面の局所的な凹凸を除去するためによく使用される。水酸化ナトリウム溶液が一般的な媒体である。しかし、アルカリエッチング、酸洗、化学研磨のパラメータが適切に制御されない場合、アルミニウム基板を過剰に攻撃する可能性があります。例えば、過度のアルカリエッチングは表面粗さを増大させ、過度の酸洗いは局部腐食を引き起こす可能性がある。.
さらに、アルカリエッチング後のアルミニウム表面には、シリコン、銅、鉄、亜鉛などの合金元素によって形成された暗灰色の残留物が残ることがある。デスマットが不十分な場合、これらの残留物は均一な酸化皮膜の成長を妨げ、黒点、灰色の斑点、斑点、染色ムラの原因となります。.
陽極酸化電解液、染色液、封孔液の異常
タイプII陽極酸化は通常硫酸電解液を使用し、典型的な皮膜厚さは約5~25μmである。タイプIIIの硬質アルマイト処理では、低温、高電流密度、より厳格なプロセス制御が要求され、典型的な皮膜厚さは約25~75μmである。.
電解液の濃度、温度、不純物レベル、浴の状態が異常な場合、塗膜の厚さが不安定になったり、表面が灰色になったり、焼けたり、塗膜が緩んだり、色が不安定になったり、耐食性が低下したりすることがあります。.
染色液やシーリング液も最終的な品質に影響する。染色パラメータが不安定だと、色のばらつきが生じます。シーリングが不十分な場合、色落ち、シミ、ウォーターマーク、耐食性の低下を招くことがあります。.
一般的なシーリング方法には次のようなものがある:
| シール方法 | コモンミディアム | 申し込み |
| 温水シール | 沸騰水またはそれに近い脱イオン水 | クリアアルマイトと一般的な腐食保護 |
| ニッケルアセテートシール | 酢酸ニッケル溶液 | ブラックおよびカラー染色アルマイト |
| コールドシール | フッ化ニッケル系 | 大量装飾アルマイト |
| 重クロム酸シーリング | 重クロム酸溶液 | 特殊耐食、航空宇宙、軍事用途 |
タイプⅡの染色アルマイトは通常、色の安定性と耐食性を向上させるためにシーリングを必要とする。タイプIIIの硬質アルマイトをシーリングすべきかどうかは、用途による。耐摩耗性と耐食性のバランスを考慮して決定する必要がある。.
ソリューション
- 脱脂液は、切削液、オイル、指紋、研磨剤を効果的に除去するものでなければならない。.
- 過度の表面腐食を避けるため、アルカリエッチングと酸洗の時間はあまり長くならないようにする。.
- 特に7075、2024、シリコンを含む材料では、デスマットで十分です。.
- 硫酸アルマイト浴は、濃度、温度、不純物レベルを管理する必要がある。.
- シーリング液は、色の安定性と耐食性を確保するために、pH、温度、時間、水質をコントロールする必要がある。.
電気的パラメータの問題
陽極酸化は電気化学プロセスです。電流、電圧、時間、温度、電気的接触、電流分布はすべて皮膜品質に影響します。.
不適切な電流密度と温度制御
過度の電流密度は、鋭角部、薄肉部、電気的 接触の悪い部分で過度に速い反応を引き起こし、 焼付き、灰色表面、ざらつき、粉状皮膜の原因となる。硬質アルマイト処理では、浴温管理が特に重要である。過度の温度は、酸化皮膜の成長と溶解のバランスを乱す可能性がある。.
不適切な陽極酸化処理時間と膜厚管理
陽極酸化処理 膜厚は、時間、電流密度、合金、浴の状態に依存する。時間が短すぎると皮膜が薄くなりすぎ、耐食性や染料吸収性が低下することがある。時間が長すぎると、皮膜が厚くなりすぎて寸法偏差が生じたり、粗さが増したり、色が濃くなったりすることがある。.
タイプII陽極酸化は、一般的に約5~25μmのコーティング厚を有し、外観、腐食防止、染色に適している。III型硬質陽極酸化は、一般的に約25~75μmのコーティング厚を有し、耐摩耗性、絶縁性、機能補強に適している。.
電気接触不良
ラックは部品を保持するために使用されるだけでなく、電気伝導も提供する。ラックの接触面積が小さすぎたり、接点が緩んでいたり、既存の酸化被膜が導電性に影響を及ぼしていたりすると、部品に局部的な未塗装部分、厚みムラ、色異常、局部的な焼け、ラックポイント付近の黒ずみなどが見られることがあります。.

ソリューション
- 部品の表面積に基づいて適切な電流を計算し、電流密度と浴温を制御して、エッジや薄壁の焼けやコーティングの異常を回避します。.
- 安定した導電性を確保し、電流分布を改善し、不均一な厚みや局所的な色の違いを低減するために、ラッキングと電気的接触を最適化する。.
- 要求される板厚に応じて陽極酸化処理時間をコントロールし、深穴、狭溝、内部空洞で要求される板厚が得られるかどうかを確認し、事前に寸法補正を検討する。.
オペレーション・エラー
材料、薬液、電気的パラメータに加え、手作業や工程管理も、特に化粧部品や黒アルマイト部品のアルマイト処理不良の原因となります。.
一貫性のない表面前処理
ビーズブラスト、ブラッシング、研磨は、アルマイト処理後の色と外観の一貫性に直接影響します。ビーズ・ブラスト・パラメーターが一定していないと、光沢や色に違いが生じることがあります。ブラッシングされた部品は、同じ木目方向を維持する必要があります。研磨部品は、研磨コンパウンドとワックスを除去するために徹底的に洗浄する必要があります。そうでない場合は、不均一な染色、斑点、またはコーティングの異常が発生する可能性があります。.
不十分なすすぎと乾燥
アルマイト処理後の水洗いと乾燥は、最終的な外観と耐食性に直接影響します。穴、溝、ネジ山、内部空洞に処理液が残っていると、白い跡、水垢、腐食、染めムラ、密閉不良の原因になることがあります。深い穴、盲穴、複雑な構造の場合は、特にすすぎ、ブロー、乾燥の管理が必要です。.
不適切なマスキングとラックプランニング
ねじ山、ベアリングの内径、接地面、圧入面、シール面など、機械加工されたアルミニウム部品の特定の領域では、機能要件に応じてマスキングが必要になることがよくあります。マスキング計画の不備は、寸法変化、組み立ての問題、電気伝導性の低下、外観表面のラックマークなどを引き起こす可能性があります。.
取り扱いと包装の不備
アルマイト処理された部品の多くは、処理が完了した時点では許容範囲内ですが、検査、移送、梱包、出荷の際に傷がついたり汚染されたりします。これは特に黒アルマイトの部品で顕著で、軽い傷やへこみ、部品同士の摩擦により、下地の明るいアルミニウムが露出することがあります。.
ソリューション
- アルマイト処理前にラックマークの位置を確認してください。.
- 必要に応じて、ネジ山、ベアリング内径、シール面、接地面、圧入面をマスキングする。.
- すすぎと乾燥は、穴、溝、内部空洞をカバーすること。.
- 黒アルマイトの部品同士が直接こすれないようにしてください。.
- 化粧品部品は、個別包装、ソフトセパレーター、ブリスタートレイを使用する。.

図面および発注書に記載すべき要件
アルミニウムの機械加工部品の場合、図面や注文書に「アルマイト処理」または「黒アルマイト処理」とだけ書いても、通常は十分明確ではありません。色のばらつき、一貫性のないコーティングの厚さ、寸法の問題、色落ち、組み立ての問題などを避けるために、少なくとも次の6つの要件を定義する必要があります。.
陽極酸化タイプ: タイプII、タイプIII、クリア・アルマイト、ブラック・アルマイトなど、アルマイトの種類を明確に定義する。 ブロンズアルマイト, なぜなら、工程が異なれば、外観、耐食性、耐摩耗性、機能的要求も異なるからである。.
コーティングの厚さ: 塗膜の厚さは、耐食性、耐摩耗性、色、寸法に影響する。図面には厚さの範囲を明記する。硬質アルマイトの場合は、寸法公差と組立クリアランスを同時に考慮する必要があります。.
素材のグレード: アルミニウム合金の等級を明確に指定し、可能な限り同 じ材料バッチを使用すること。これにより、アルマイト処理後の色の一貫性が向上し、色のばらつきが少なくなります。.
外観の基準: 色と化粧品の要件を明確に定義すること。承認されたサンプルを受入基準として推奨する。.
シーリング要件: シーリングが必要かどうか、どのシーリング方法を使うべきかを明確に定義する。シーリングの質は、色の安定性、耐汚染性、耐食性に直接影響するからである。.
マスキングと寸法要件: アルマイト層が組立精度や導電性に影響を与えないよう、マスキングが必要な領域と最終寸法要件を明確に定義する。.
簡易仕様の例
素材: アルミニウム 6061-T6
プロセス黒色第二種硫酸アルマイト処理
コーティング厚さ:10~15μm
色: マッチ承認されたサンプル
シーリングニッケルアセテートシールが必要
マスキング:ネジ山とベアリング内径はマスキングすること。
結論
陽極酸化の欠陥は、単一の要因によって引き起こされることは稀である。それらは通常、材料の状態、プロセスパラメーター、化学処理、製造作業などの複合的な結果である。機械加工の準備から陽極酸化処理後の処理まで、全工程を制御することによってのみ、安定した外観と機能性能を達成することができる。.
このような欠陥を減らすには、次のような経験豊富なワンストップ加工工場と協力するのがよい。 ウェルド加工. .これにより、より安定したカスタム部品と表面品質を確保することができます。もっと詳しく知りたい方、比較したい方は 引用, お気軽にお問い合わせください。.









{kind=link}
{kind=link}