









引張強さ は、一軸引張荷重下における材料の最大耐荷重能力を測定する重要な機械的特性である。材料選定、構造設計、品質検査、および部品の性能検証において広く利用されている。 引張強度は材料によって大きく異なり、同じグレードであっても、熱処理条件、製品の形状、試験条件によって異なる値を示すことがあります。.
この記事では、引張強度の定義、計算式、試験方法、および影響要因について解説します。また、一般的なアルミニウム合金、鋼、ステンレス鋼、およびエンジニアリングプラスチックの代表的なデータを比較し、その実用上の意義について論じます。 CNC加工 および材料の選定。.

引張強度とは何か?
引張強さとしても知られている。 極限引張強度(UTS), は、一軸引張試験中に材料が到達する最大工学応力である。これは一般に、 Rm, 、一方、古い文献では以下のように表記されている場合もあります σb. 。通常、単位はMPaまたはN/mm²です。.
延性のある金属の場合、引張強度は通常、均一な塑性変形の終了点および局所的なネッキングの開始点に対応します。延性の低い材料の場合、引張強度は一般的に引張破壊強度に近くなります。引張強度は材料の極限引張能力を表しますが、部品の安全使用応力として直接用いることはできません。.
引張強度の計算式と単位
引張強度は、引張試験中に記録された最大荷重を、試験片の元の断面積で割ることで算出される:
Rm = Fm / S₀
- Rm: 引張強度、MPa
- Fm: 引張試験中に記録された最大荷重、N
- S₀: 試験片の元の断面積、mm²
引張強度は通常、MPa または N/mm² で表されます:
1 MPa = 1 N/mm²
計算には、破断後のネッキング部の断面積ではなく、試験前の元の断面積を用いなければならない。延性材料の場合、通常、最終的な破断に至る前に最大荷重に達する。.

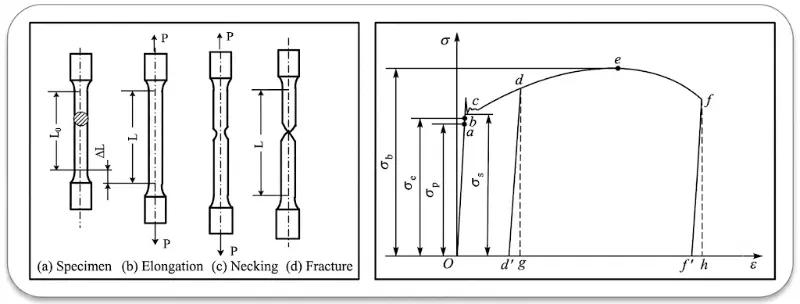
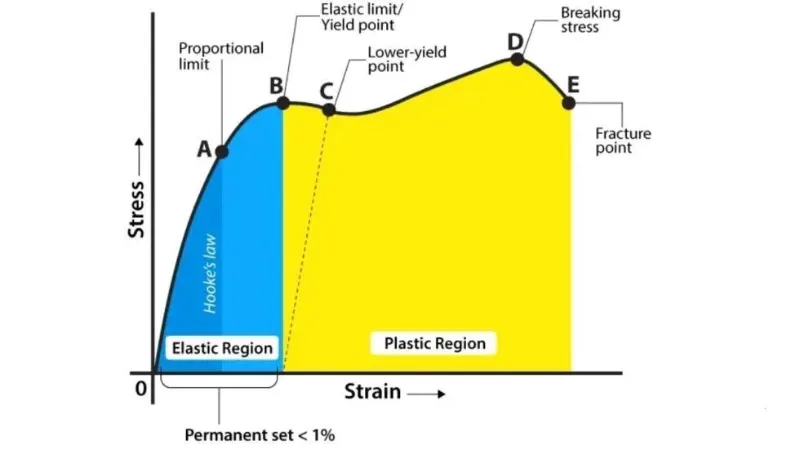
応力-ひずみ曲線上の引張強度
典型的な応力-ひずみ曲線において、材料は弾性変形、降伏、均一な塑性変形、ネッキング、そして破壊の段階を経る。この曲線上の最大工学応力は、その材料の引張強度である。.
引張強度に達するまでは、加工硬化によって材料の耐荷重能力は引き続き向上し続けます。この点を超えると、変形は徐々に局所的な領域に集中し、ネッキングが生じ、その後破断に至ります。したがって、延性のある材料の場合、引張強度の点は通常、最終的な破断点とは異なります。.
引張強度はどのように試験されるのか?
引張強度は通常、標準化された引張試験によって測定されます。試験片を万能試験機にセットし、破断が生じるまで所定の速度で軸方向の引張荷重を加えます。.
基本的な試験手順には、以下の内容が含まれます:
該当する規格に従って引張試験片を準備し、検査を行う;;
試験片の幅、厚さ、直径、および元のゲージ長を測定する;;
試験機のチャックに試験片を中央に配置し、;
指定された速度で軸方向の引張荷重を加える;;
荷重、変位、ひずみのデータを記録する;;
最大荷重から引張強度を算出する。.
引張試験では、通常、弾性係数、降伏挙動、破断後の伸び、および断面積の減少も測定できます。試験片の寸法、試料の採取方向、荷重速度、チャックの位置合わせ、表面欠陥、および破断位置は、いずれも試験結果に影響を与える可能性があります。.
引張強度に影響を与える要因
引張強度は、材料の組成、微細構造、加工条件、および使用環境の影響を受けます。したがって、同じグレードであっても、条件が異なれば、引張特性に明らかな違いが見られることがあります。.
化学組成: 合金元素は、固溶強化、析出強化、または相変態強化を通じて強度を高めることができるほか、延性、靭性、および耐食性にも影響を及ぼす。.
粒度と微細構造: 結晶粒径、相組成、および微細組織の均一性は、転位運動、ひずみ硬化、および破壊挙動に影響を与える。.
熱処理: 焼入れ、焼戻し、溶体化処理、時効処理、および焼鈍は、材料の微細組織と引張強度を変化させる。.
製造工程: 圧延、鍛造、引抜き、押出、および冷間加工は、結晶粒の微細化や加工硬化を通じて強度を高めることがある。.
欠陥および表面品質: ひび割れ、気孔、介在物、バリ、および表面の傷は、応力集中を引き起こし、早期破損の原因となる可能性があります。.
温度とひずみ速度: 一般的に、高温になるとほとんどの金属の引張強度は低下するが、荷重速度も変形や破壊の挙動に影響を与える。.
腐食と環境: ピッチング、応力腐食割れ、および水素脆化は、有効断面積を減少させたり、き裂の進展を加速させたりする可能性がある。.
サイズと積載方向: 材料の厚さ、試験片のサイズ、および圧延、鍛造、あるいは押出の方向は、いずれも試験結果に影響を与える可能性があります。.
一般的なアルミニウム合金の引張強度
機械加工で一般的に使用されるアルミニウム合金の引張強度は、主に合金シリーズ、熱処理条件、および製品の形状によって決まります。 6061は一般的なCNC加工部品に適しており、2011は高速切削に重点を置いている一方、2024、7050、および7075は高強度の構造部品に適しています。.
| アルミニウム合金 | 代表的な引張強度 | 加工特性 | 一般的なアプリケーション |
| 2011-T3 / T8 | 約310~380 MPa | 切りくずが短く、切削効率が高く、高速旋削に適している | ねじ付き部品、継手、ブッシング、および自動旋盤用部品 |
| 2014-T6 | 約450~500 MPa | 高強度で精密切削に適しているが、耐食性は限定的である | 航空宇宙用部品、重荷重用ブラケット、および高強度機械部品 |
| 2024-T3 / T351 | 約430~485 MPa | 加工性が良好で、高い強度と疲労性能を備えている | 航空宇宙用構造部品、コネクタ、および精密CNC加工部品 |
| 5052-H32 | 約210~260 MPa | 成形性は良好だが、機械加工性は比較的平均的である | 筐体、パネル、タンク、および耐食性構造部品 |
| 5083-H111 / H116 | 約275~330 MPa | 耐食性に優れ、板材や大型部品の機械加工に適している | 船舶用部品、固定プレート、および大型機械部品 |
| 6061-T6 / T651 | 約290~330 MPa | 安定した切削性能、幅広い入手可能性、そして陽極酸化処理に適している | ブラケット、固定具、取付プレート、筐体、および一般的なCNC加工部品 |
| 6063-T6 | 約205~245 MPa | 押出成形されたプロファイルに適しており、切断は通常、二次加工として行われる | フレーム、ガイドレール、放熱構造、およびプロファイル部品 |
| 6082-T6 | 約290~340 MPa | 強度と加工性のバランスの取れた組み合わせ | 支柱、構造用プレート、コネクタ、および機械フレーム |
| 7050-T7451 | 約470~525 MPa | 高強度で、応力腐食割れに対する耐性が優れている | 航空宇宙用荷重支持部品、スパー、および高強度精密部品 |
| 7075-T6 / T651 | 約540~570 MPa | 高強度で加工性も良好だが、加工による歪みを抑制する必要がある | 航空宇宙部品、ドローン、レース用部品、および高強度CNC加工部品 |
2011は高効率な旋削に適しており、6061は全般的に幅広い用途に適しています。一方、2024、7050、7075は主に高強度の精密部品に使用されます。 5052および6063の利点は、成形や押出成形の用途とより密接に関連しています。.
実際の引張強度は、材料の状態、寸法、および製品の形状によって異なります。したがって、最終的な選定は、適用される規格および材料証明書に基づいて行う必要があります。.

一般的な炭素鋼および合金鋼の引張強度
鋼は幅広い強度範囲をカバーしており、炭素含有量、合金組成、熱処理条件のすべてが大きな影響を及ぼします。低炭素鋼は一般的な構造物や機械加工部品に適しているのに対し、中炭素鋼や合金鋼は軸、歯車、高荷重を受ける部品に適しています。.
| 鋼種 | 代表的な引張強度 | 主な特徴 | 一般的なアプリケーション |
| ASTM A36 | 約400~550 MPa | 低コストで、溶接性と成形性に優れている | フレーム、土台、ブラケット、構造用プレート |
| S235JR | 約360~510 MPa | 溶接や成形が容易な汎用低炭素構造用鋼 | 鉄骨構造、形鋼、ブラケット、および機械台座 |
| S355J2 | 約470~630 MPa | 強度、靭性、溶接性のバランスのとれた組み合わせ | 耐力枠組、機械構造物、および支持部 |
| AISI 1018 | 約440~640 MPa | 良好な加工性、延性、および溶接性 | 軸、ピン、締結部品、および機械加工部品 |
| AISI 1020 | 約380~550 MPa | 成形、溶接、表面硬化が容易 | スリーブ、ピン、構造部品、および浸炭処理部品 |
| AISI 1045 / C45 | 約570~800 MPa | 焼入れ・焼戻しや表面硬化によって、材料の特性を向上させることができます | 軸、歯車、ピン、ローラー、およびコネクタ |
| AISI 4140 / 42CrMo4 | 約800~1,200 MPa | 焼入れ・焼戻し後の高い強度、靭性、および疲労特性 | ドライブシャフト、高強度ファスナー、および重負荷用部品 |
| AISI 4340 | 約930~1,400 MPa | 高い焼入れ性と、高強度域においても優れた靭性を兼ね備えている | 航空宇宙用シャフト、ギア、および高負荷を受ける部品 |
| AISI 8620 | 約530~850 MPa | 浸炭処理を行うと、表面は硬く、内部は靭性のある状態になる | 歯車、カム、スプロケット、および変速機部品 |
表のデータは、予備的な比較には適しています。正式な材料選定にあたっては、熱処理条件、断面寸法、納入状態、および材料証明書についても確認する必要があります。.

一般的なステンレス鋼の引張強度
ステンレス鋼の引張強度は、その微細組織の種類、冷間加工、および熱処理条件と密接に関連している。オーステナイト系ステンレス鋼は耐食性と延性に重点が置かれている一方、二相系および析出硬化系ステンレス鋼は、より高い強度を実現することができる。.
| ステンレス鋼のグレード | 代表的な引張強度 | 主な特徴 | 一般的なアプリケーション |
| 303ステンレス鋼 | 約515~690 MPa | 加工性は良好だが、耐食性は若干低い | シャフト、ねじ部品、継手、および精密CNC部品 |
| 304ステンレス鋼 | 約520~720 MPa | 耐食性、成形性、溶接性のバランスが取れた組み合わせ | 食品用機器、筐体、締結部品、および機械部品 |
| 316/316L ステンレス鋼 | 約485~690 MPa | ピッチングや塩化物環境に対する耐性が向上 | 医療、化学、船舶、および流体処理機器の部品 |
| 2205二相ステンレス鋼 | 約660~860 MPa | 高強度で、孔食および応力腐食割れに対する耐性が優れている | バルブ、フランジ、シャフト、および石油・ガス機器の部品 |
| 17-4 PHステンレス鋼 | 約1,030~1,365 MPa | 高強度であり、時効処理後も優れた耐食性を発揮する | 航空宇宙、エネルギー、高強度コネクタ、および荷重を支えるシャフト部品 |
冷間加工は、一部オーステナイト系ステンレス鋼の強度を高めることができる一方で、その特性は 17-4 PH 経年劣化に伴い、その特性は大きく変化します。材料選定にあたっては、材質、熱処理状態、および製品形状を確認する必要があります。.
一般的なエンジニアリングプラスチックの引張強度
エンジニアリングプラスチックは、一般的に金属に比べて引張強度が低いものの、軽量性、耐食性、低摩擦性、電気絶縁性といった利点があります。その特性は、温度、湿度、繊維の補強率、成形方向の影響を容易に受けます。.
| エンジニアリングプラスチック | 代表的な引張強度 | 主な特徴 | 一般的なアプリケーション |
| ABS | 約35~50 MPa | 優れた靭性と被削性 | 筐体、試作品、および民生用電子機器の部品 |
| PA6/PA66 ナイロン | 約60~90 MPa | 耐摩耗性があり丈夫だが、湿気を吸収しやすい | 歯車、ブッシュ、ローラー、および機械部品 |
| POM / アセタール | 約60~75 MPa | 低摩擦、優れた寸法安定性、良好な加工性 | 精密歯車、スライダー、コネクタ |
| ポリカーボネート、PC | 約55~75 MPa | 抜群の耐衝撃性 | 保護カバー、機器用筐体、および安全部品 |
| 覗き見 | 約90~100 MPa | 優れた耐熱性、耐薬品性、および強度 | 航空宇宙、医療、半導体機器用部品 |
| PTFE | 約20~35 MPa | 摩擦が少なく、耐食性にも優れているが、剛性は低い | シール、ブッシング、および絶縁部品 |
| UHMWPE | 約20~40 MPa | 耐摩耗性、耐衝撃性、および自己潤滑性 | ガイドレール、摩耗ライナー、およびコンベヤ部品 |
エンジニアリングプラスチックについては、クリープ、長期荷重、および使用温度についても評価を行う必要があります。繊維補強により強度は向上しますが、方向依存性や金型の摩耗も増大します。.

引張強度がCNC加工に与える影響
引張強度は、材料の耐荷重能力や加工負荷を判断する際の参考にはなりますが、それだけでCNC加工性を決定づけることはできません。通常、硬度、靭性、加工硬化傾向、熱伝導率、および微細組織の方が、より直接的な影響を及ぼします。.
材料の選定と見積もり: 高強度材料は、一般的に荷重を受ける部品に使用されますが、材料費、検査費、加工費が高くなる可能性もあります。.
切削力と機械負荷: 引張強度の高い材料は、多くの場合、より大きな切削力が必要となり、その結果、主軸への負荷や加工振動が増大する可能性があります。.
工具の選定と摩耗: 高強度材料の加工には、一般的に、より剛性の高い工具、適切なコーティング、および安定した切削条件が必要となります。.
荒加工と温度制御: 大量の材料除去を行う際は、熱の蓄積を防ぐために、切削深さ、送り速度、冷却、および切りくずの排出を適切に制御する必要があります。.
チップとバーの形成: 材料の靭性と伸びは、切りくずの破断やバリの発生に影響を与えます。靭性の高い材料ほど、長い切りくずやバリが発生しやすくなります。.
最終パートの演奏: 引張強度は、引張荷重を受ける部品の極限耐荷重能力を評価するために用いることができますが、疲労、ノッチ、および安全率についても考慮する必要があります。.
薄肉部品や大型の平板部品の加工歪みは、通常、引張強度そのものよりも、弾性係数、降伏強度、残留応力、肉厚、およびワークの固定方法とより密接に関連している。.
材料選定における引張強度の活用方法
引張強度は、異なる材料の極限引張能力を比較するのに適していますが、実際の選定にあたっては、部品の荷重、重量、剛性、使用環境、および製造要件も考慮する必要があります。.
さまざまなグレードや熱処理条件を比較する;;
その材料が引張荷重の要件を満たせるかどうかを判断する;;
強度対重量比および軽量化効果を評価する;;
材料証明書が図面の要件を満たしているかを確認する;;
加工や熱処理の後も、必要な特性が維持できるかどうかを確認する;;
降伏強度、伸び、硬度、および疲労特性と併せて評価する。.
CNC加工部品については、加工性、寸法安定性、表面処理、および材料費についても考慮する必要があります。.

引張強度のデータを使用する際のよくある間違い
引張強度のデータは、材料の状態と試験条件が明確に定義されている場合にのみ意味を持ちます。よくある間違いとしては、次のようなものがあります:
UTSを許容応力として扱う: 引張強度は、部品の安全使用応力そのものではありません。設計においては、降伏や安全率についても考慮する必要があります。.
物質的状態を無視すること: 同じ鋼種であっても、焼鈍、焼入れ・焼戻し、時効処理、あるいは冷間加工の各状態によって、強度に明らかな違いが生じる場合があります。.
異なるテストデータの直接比較: 異なる試験片、標準試料、ゲージ長、および試験速度から得られたデータは、直接比較できない場合があります。.
厚さと方向を無視する場合: 材料の厚さ、棒材の直径、および圧延または押出の方向は、いずれも引張特性に影響を与える可能性があります。.
引張強さのみを用いる場合: 引張強度が高いからといって、必ずしもその材料の耐衝撃性、耐疲労性、あるいは長期耐荷重性が優れているとは限りません。.
「引張強さ(UTS)が高いと加工性が悪い」という前提: 加工の難易度は、硬度、靭性、加工硬化、および切りくずの特性によっても影響を受けます。.
引張強度に関するよくある質問
引張強度が高いほど良いのでしょうか?
必ずしもそうとは限りません。引張強度が高ければ、極限耐荷重は向上しますが、その一方で、延性の低下、材料費の高騰、あるいは加工難度の増加を伴う場合もあります。材料選定にあたっては、剛性、疲労特性、耐食性、および使用環境も考慮する必要があります。.
なぜ同じ材料でも引張強度の値が異なるのでしょうか?
同一グレードの引張強度は、熱処理条件、冷間加工度、製品の寸法、試料の採取方向、および製造工程の影響を受けます。そのため、材料データは通常、範囲として表されます。.
熱処理によって引張強度は向上するのでしょうか?
はい。焼入れ、焼戻し、溶体化処理、および時効処理は、材料の微細組織を変化させることで引張強度を向上させることができます。しかし、強度の向上に伴い、延性、靭性、あるいは耐食性に変化が生じる場合もあります。.
材料の厚さは引張強度に影響しますか?
引張強度は単に厚さが増すにつれて高まるわけではありませんが、厚さは冷却速度、熱処理への反応、微細組織の均一性、および欠陥の分布に影響を与えるため、厚さが異なる製品では規定値が異なってきます。.
結論
引張強さ これは、材料性能の比較、品質管理の実施、および極限耐荷重能力の評価において重要なパラメータである。アルミニウム合金、鋼、ステンレス鋼、およびエンジニアリングプラスチックは、それぞれ異なる強度範囲を持つが、実際の材料選定にあたっては、降伏強度、弾性率、延性、疲労特性、および使用環境を考慮しなければならない。.
CNC加工部品の場合、材料特性は切削負荷、工具の選定、加工コスト、および完成品の信頼性にも影響を及ぼします。. ウェルド加工 材料の選定提案やDFM解析、および CNC加工の見積もり 部品図面、荷重要件、および使用環境に基づき、プロジェクトにおいて性能、製造性、コストのバランスを実現できるよう支援します。.








