Алюминий марки 6061-T6 обладает хорошей прочностью на разрыв, пределом текучести, прочностью на сдвиг, усталостной прочностью и твердостью. Он широко используется для изготовления кронштейнов, соединительных элементов, монтажных пластин и облегчённых конструкционных деталей, обрабатываемых на станках с ЧПУ. Эти свойства не только определяют несущую способность детали, но и влияют на режущие усилия, нагрузку на инструмент, стабильность зажима и конечную точность размеров.
Общая прочность сплава 6061-T6 выше, чем у чистого алюминия и многих низкопрочных алюминиевых сплавов, но ниже, чем у типичных высокопрочных алюминиевых сплавов и большинства конструкционных сталей. Его главное преимущество заключается не в том, что он демонстрирует самые высокие показатели в какой-либо отдельной категории прочности, а в том, что он обеспечивает оптимальный баланс между прочностью, весом и обрабатываемостью.
Данные о прочности алюминия марки 6061-T6
Приведенные ниже значения отражают типичные характеристики алюминия марки 6061-T6. Фактические результаты могут варьироваться в зависимости от толщины материала, формы изделия, направления отбора проб и стандарта испытаний. При промышленном использовании в качестве окончательного ориентира следует руководствоваться сертификатом на материал, выданным поставщиком.
| Свойство прочности | Типичное значение |
| Предельное значение прочности на разрыв | Приблизительно 290–310 МПа |
| Предел текучести | Приблизительно 240–276 МПа |
| Прочность на сдвиг | Прибл. 190–210 МПа |
| Усталостная прочность | Приблизительно 95–100 МПа |
| Твердость по Бринеллю | Приблизительно 95 по шкале HBW |
МПа — это общепринятая во всем мире единица измерения напряжения, и 1 МПа равен 1 Н/мм². В расчетах нагрузка обычно выражается в ньютонах (Н) или килоньютонах (кН), а площадь поперечного сечения — в квадратных миллиметрах (мм²). HBW — это стандартное обозначение твердости по Бринеллю, которое не является единицей измерения напряжения.
Прочность на разрыв и обработка на станках с ЧПУ
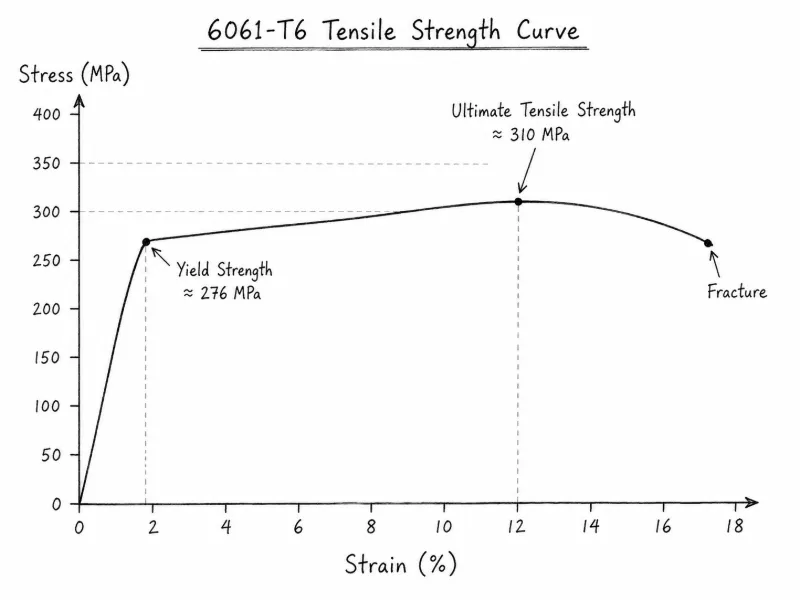
Типичное предельное значение прочности на разрыв алюминия марки 6061-T6 составляет примерно 290–310 МПа. Предел прочности на разрыв представляет собой максимальное инженерное напряжение, которое материал способен выдержать до разрушения при растяжении, и обычно измеряется с помощью стандартного испытания на разрыв. В ходе испытания стандартизированный образец растягивается в универсальной испытательной машине до разрушения, при этом фиксируется максимальная приложенная нагрузка.
Расчёт производится следующим образом:
Предел прочности при растяжении (МПа) = Максимальная нагрузка при растяжении (Н) ÷ Исходная площадь поперечного сечения (мм²)
Например, если образец с исходной площадью поперечного сечения 50 мм² выдерживает максимальную растягивающую нагрузку 15 000 Н, его предел прочности при растяжении составляет 300 МПа.
Эта прочность в основном обусловлена мелкими упрочняющими выделениями, образованными магнием и кремнием. Эти частицы распределены по всей алюминиевой матрице и ограничивают движение дислокаций, затрудняя непрерывную пластическую деформацию. Небольшое количество меди также может способствовать повышению характеристик старением.
Благодаря пределу прочности на разрыв 290–310 МПа сплав 6061-T6 подходит для изготовления кронштейнов оборудования, механических соединителей, элементов каркаса и монтажных пластин, подвергающихся умеренным нагрузкам. При обработке на станках с ЧПУ прочность на разрыв отражает общую устойчивость материала к разрушению при растяжении, однако ее нельзя использовать в одиночку для прогнозирования режущего усилия. На фактическую нагрузку при обработке также влияют прочность на сдвиг, твердость, геометрия инструмента и параметры резания.
Предел текучести и деформация при механической обработке
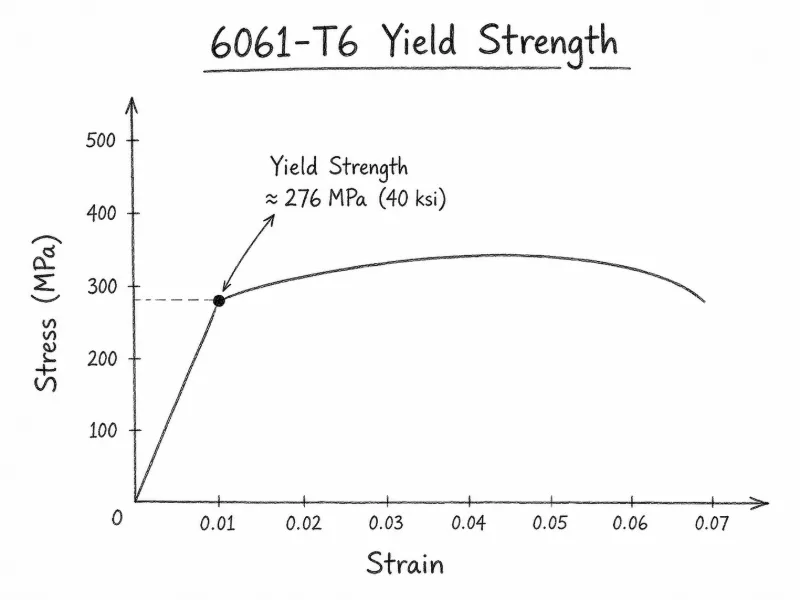
Типичный предел текучести алюминия марки 6061-T6 составляет примерно 240–276 МПа. Это значение отражает напряжение, при котором материал начинает подвергаться необратимой пластической деформации. Поскольку у сплава 6061-T6, как правило, отсутствует четко выраженная плоскость текучести, инженеры обычно используют метод смещения 0,2% и определяют это значение по кривой «напряжение-деформация», полученной в ходе испытания на растяжение.
Основная зависимость выглядит следующим образом:
Предел текучести (МПа) = Нагрузка текучести (Н) ÷ Первоначальная площадь поперечного сечения (мм²)
Например, если образец с площадью поперечного сечения 50 мм² достигает постоянной деформации 0,2% под нагрузкой 13 000 Н, то соответствующий предел текучести составляет примерно 260 МПа.
Предел текучести также в основном обусловлен осаждениями, образующимися в результате старения и состоящими из магния и кремния. Эти мелкие частицы ограничивают скольжение дислокаций, поэтому материал должен выдерживать более высокое напряжение, прежде чем начнётся необратимая деформация. Недостаточное искусственное старение или чрезмерное укрупнение осаждений может привести к снижению предела текучести.
Относительно высокий предел текучести позволяет деталям из сплава 6061-T6 противостоять необратимым деформациям, вызванным силами зажима и резания. Благодаря этому материал подходит для изготовления основ приспособлений, соединительных пластин и конструкционных элементов, подвергающихся сборочным нагрузкам. Однако на тонкостенных, удлиненных или локально неподдерживаемых деталях все же могут появляться вмятины, коробление или отклонения в размерах, если давление зажима становится слишком сконцентрированным.
Прочность на сдвиг и режущая сила
Типичная прочность на сдвиг алюминия марки 6061-T6 составляет примерно 190–210 МПа. Прочность на сдвиг характеризует способность материала противостоять разрушению под действием параллельных сил, действующих в противоположных направлениях. Обычно она измеряется с помощью испытания на односторонний сдвиг или испытание на двойное сдвигание.
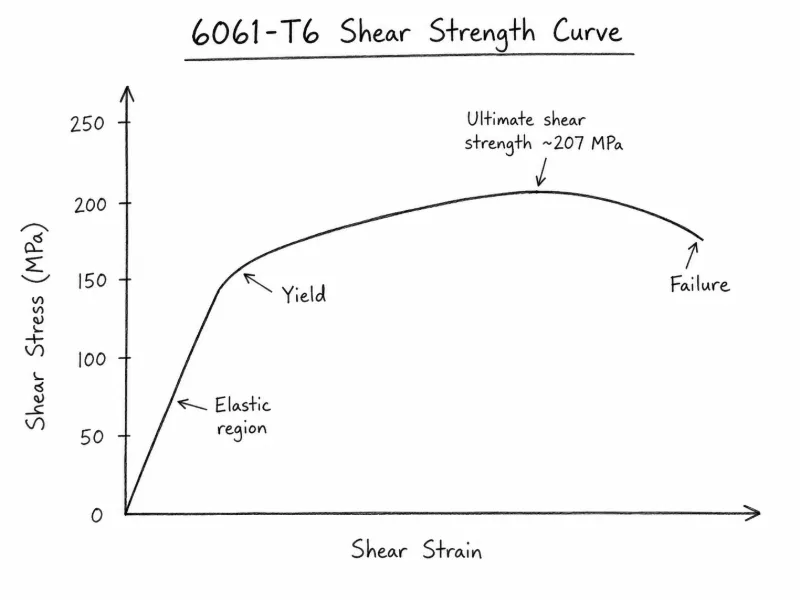
Расчёт производится следующим образом:
Прочность на сдвиг (МПа) = Максимальная сдвиговая нагрузка (Н) ÷ Эффективная площадь сдвига (мм²)
Например, если эффективная площадь сдвига составляет 40 мм², а максимальная сдвиговая нагрузка — 8 000 Н, то прочность на сдвиг равна 200 МПа. При испытании на двойной сдвиг имеется две плоскости сдвига, поэтому в расчёт необходимо включить площади обеих плоскостей.
На прочность на сдвиг влияют алюминиевая матрица, упрочняющие выделения Mg₂Si, небольшие добавки меди и структура кристаллитов. Мелкие, равномерно распределенные выделения повышают сопротивление сдвиговой деформации, тогда как крупные частицы вторичной фазы могут становиться очагами локального зарождения трещин.
При резке с ЧПУ удаление материала происходит, по сути, за счет сдвиговой деформации и отрыва материала перед режущей кромкой. Поэтому прочность на сдвиг имеет относительно прямую зависимость от режущего усилия, образования стружки и нагрузки на шпиндель. При обработке узких пазов, кромок отверстий или тонких участков тупой инструмент или чрезмерная скорость подачи могут привести к увеличению количества заусенцев, разрыву кромок и локальной деформации.
Твёрдость по Бринеллю и нагрузка на режущий инструмент
Типичная твердость по Бринеллю алюминия марки 6061-T6 составляет примерно 95 HBW, что считается средним или высоким уровнем среди широко используемых алюминиевых сплавов. Обозначение HBW указывает на то, что значение твердости было измерено с помощью шарикового индентора из карбида вольфрама. Это не единица напряжения, такая как МПа или Н/мм².
В ходе испытания шарик из карбида вольфрама вдавливается в поверхность материала под действием заданного усилия. После снятия нагрузки измеряется средний диаметр вмятины, а твердость рассчитывается на основе испытательного усилия, диаметра шарика и размера вмятины. Усилие испытания выражается в ньютонах (Н), диаметры шарика и вмятины — в миллиметрах (мм), а время выдержки — в секундах (с).
Полный результат можно записать следующим образом:
95 HBW 10/500/30
Где:
Цифра 10 обозначает диаметр шарового индентора 10 мм
500 обозначает уровень испытательного усилие
30 означает время выдержки 30 с
Твёрдость сплава 6061-T6 в основном обусловлена мелкими выделениями, образованными магнием и кремнием. Небольшое количество меди может усилить эффект старением, а хром помогает контролировать структуру зерна и рекристаллизацию. Железо не является основным упрочняющим элементом, а избыток крупных железо-кремниевых фаз может снизить пластичность и ухудшить однородность поверхности после механической обработки.
Твердость примерно 95 HBW обеспечивает сплаву 6061-T6 достаточную стойкость к вдавливанию и способствует сохранению чистых краев отверстий, резьбы и обработанных профилей. При обработке на станках с ЧПУ твёрдость влияет на вход инструмента и износ режущей кромки. По мере затупления инструмента процесс может переходить от чистого сдвига к трению и сжатию, что приводит к увеличению наплавленной кромки, образованию заусенцев, разрывам поверхности и отклонениям в размерах.
Усталостная прочность и качество поверхности
Типичная усталостная прочность алюминия марки 6061-T6 составляет примерно 95–100 МПа, однако это значение всегда следует рассматривать в совокупности с указанным количеством циклов нагружения. Алюминиевые сплавы, как правило, не имеют чётко определённого предела постоянной усталости, поэтому показатель усталостной прочности не следует использовать без учета количества циклов.
Устойчивость к усталости обычно измеряется с помощью испытаний на циклическую нагрузку с вращением и изгибом или на осевую циклическую нагрузку. Образцы подвергаются многократной нагрузке с различными уровнями напряжения, фиксируется количество циклов до разрушения, после чего строится кривая S-N. На этой кривой S обозначает циклическое напряжение в МПа, а N — количество циклов до разрушения.
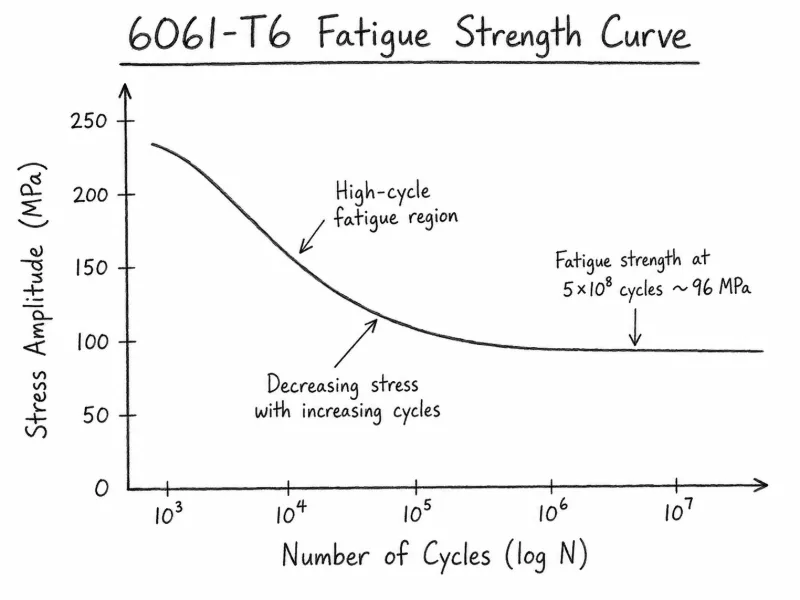
Циклическое напряжение по-прежнему можно рассчитать по нагрузке и площади поперечного сечения:
Циклическое напряжение (МПа) = Циклическая нагрузка (Н) ÷ Эффективная площадь поперечного сечения (мм²)
На усталостные характеристики влияют не только упрочняющие выделения магния и кремния, но и размер зерен, крупные частицы вторичной фазы, включения и поверхностные дефекты. Мелкие и равномерно распределенные выделения способствуют упрочнению матрицы, тогда как крупные частицы и включения могут стать точками зарождения усталостных трещин.
На деталях, изготовленных на станках с ЧПУ и подвергающихся вибрации, возвратно-поступательным движениям или переменным нагрузкам, глубокие следы от инструмента, заусенцы на краях отверстий, царапины и острые углы могут приводить к образованию концентраций напряжений. Поэтому детали из сплава 6061-T6, используемые в соединителях для роботов, виброопорах и монтажных конструкциях, подвергающихся многократным нагрузкам, требуют тщательного контроля подачи при финишной обработке, биения инструмента, а также качества снятия фасок и заусенцев.
Как прочность влияет на резку с ЧПУ
Различные прочностные характеристики сплава 6061-T6 влияют на Обработка на станках с ЧПУ по-разному. Прочность на разрыв отражает общую несущую способность, предел текучести связан с постоянной деформацией, прочность на сдвиг влияет на усилие, необходимое для разъединения материала, а твердость влияет на зацепление инструмента, трение и износ режущей кромки.
По сравнению с чистым алюминием сплав 6061-T6 обладает более высокой стойкостью к резанию, однако эта стойкость по-прежнему значительно ниже, чем у стали. Поэтому он хорошо подходит для высокоскоростного фрезерования и токарной обработки с ЧПУ. Стандартные конструкционные детали обычно сохраняют стабильные контуры, тогда как у тонкостенных деталей, деталей с глубокими полостями и длинными вылетами все же могут наблюдаться смещения, пружинная деформация или вибрация из-за ограниченной локальной жесткости.
Эти значения прочности нельзя напрямую пересчитать в фиксированные значения частоты вращения шпинделя или скорости подачи. На фактическое усилие резания также влияют диаметр инструмента, количество канавок, угол наклона режущей кромки, вылет инструмента, осевая глубина резания и радиальная ширина резания.

Параметры фрезерования с ЧПУ для сплава 6061-T6
При использовании острого цельносплавного концевого фрезера с 2 или 3 режущими кромками, предназначенного для обработки алюминия, можно применять следующие общие начальные параметры:
| Параметры обработки | Черновая обработка | Отделка |
| Скорость резки | 250–600 м/мин | 300–800 м/мин |
| Подача на зуб | 0,03–0,12 мм/зуб | 0,01–0,06 мм/зуб |
| Осевая глубина резания | 0,3–1,0 × диаметр инструмента | 0,1–0,5 мм |
| Радиальная ширина пропила | 10%–40% × диаметр инструмента | 2%–10% × диаметр инструмента |
Более высокие скорости подачи и большая глубина резания могут повысить производительность, но при этом также увеличивают режущее усилие и нагрузку на инструмент. При обработке тонкостенных деталей, деталей с глубокими полостями или высокоточных деталей уменьшение радиального зацепления и нагрузки на инструмент за один проход может помочь ограничить смещение детали и прогиб инструмента.
Эти значения следует использовать лишь в качестве исходных ориентиров. Окончательные настройки необходимо корректировать с учетом диаметра инструмента, количества канавок, жесткости станка, вылета инструмента и условий зажима.
Выбор инструмента и смазка
Острые 2- или 3-канальные твердосплавные инструменты, предназначенные для обработки алюминия, как правило, подходят для обработки сплава 6061-T6. Широкие канавки для стружки и острые режущие кромки помогают снизить режущее усилие, предотвратить наплавку на кромке и образование заусенцев.
Смазка с минимальным расходом (MQL) позволяет снизить трение между инструментом и заготовкой, а также способствует контролю износа инструмента и шероховатости поверхности. Результаты соответствующих экспериментов показывают, что скорость подачи и глубина резания оказывают значительное влияние на качество обработанной поверхности сплава 6061-T6, при этом необходимо также совместно регулировать частоту вращения шпинделя и расход смазочного материала.
В определенных условиях MQL В условиях испытаний твердосплавные инструменты с двухслойным покрытием TiAlN+TiN продемонстрировали хорошие результаты по шероховатости поверхности. Однако в реальных производственных условиях выбор инструмента по-прежнему должен основываться на его геометрии, режимах работы станка и выбранных параметрах резания.
Контроль деформаций при механической обработке
Материал 6061-T6 обладает относительно высоким пределом текучести, однако тонкостенные детали и узлы, требующие значительного объема съема материала, все же могут деформироваться под воздействием режущих сил, давления зажима и изменений в балансе внутренних напряжений.
К распространенным методам контроля относятся:
Применение равномерного и умеренного давления зажима
Укрепление тонкостенных и неопоренных участков
Симметричное удаление материала
Разделение черновой и чистовой обработки на отдельные этапы
Оставление равномерного припуска на обработку
Обработку критических размеров следует выполнять в последнюю очередь
Основная цель этих мер заключается в снижении сосредоточенных режущих нагрузок и ограничении пружинного отскока и изменения размеров после обработки.
Как компания Weldo обрабатывает детали из алюминия 6061-T6
Обработка Weldo определяет выбор инструмента, способ закрепления заготовки и последовательность обработки с учетом толщины стенок, объема снимаемого материала, критических допусков и требований к нагрузкам для каждого изделия из алюминия 6061-T6.
При обработке тонкостенных деталей, деталей с глубокими полостями и деталей, требующих высокой плоскостности, для снижения влияния режущих сил на размеры и качество поверхности обычно применяются поэтапное снятие материала и чистовая обработка с низкой нагрузкой. После обработки критические размеры, положение отверстий и шероховатость поверхности можно проверить на соответствие требованиям чертежа.
Заключение
Благодаря прочности на разрыв, пределу текучести, прочности на сдвиг, усталостной прочности и твердости сплав 6061-T6 позволяет удовлетворить требования по нагрузкам, предъявляемые ко многим облегченным конструкционным элементам, сохраняя при этом хорошую обрабатываемость на станках с ЧПУ.
В практической механической обработке прочность на сдвиг и твердость в основном влияют на режущее усилие и нагрузку на инструмент, предел текучести связан с постоянной деформацией, а усталостная прочность тесно связана с целостностью обрабатываемой поверхности. Для полного использования преимуществ прочности алюминия 6061-T6 необходимо надлежащее управление инструментом, параметрами резания, зажимом и последовательностью обработки.