









На сайте Обработка на станках с ЧПУДля черновой обработки заготовок используются две распространенные стратегии фрезерования - динамическое и послойное. Хотя оба метода направлены на удаление материала, они существенно различаются по методам обработки, применяемым материалам, скорости вращения шпинделя, скорости подачи и эффективности обработки. Понимание их определений, преимуществ, недостатков, влияющих факторов и критериев выбора может помочь нам принимать лучшие решения в различных сценариях обработки.
Динамическая фрезеровка
Определение:
Динамическое фрезерование - это метод фрезерования, при котором поддерживается высокая эффективность обработки и снижается нагрузка на инструмент за счет непрерывной регулировки параметров резания, таких как глубина резания и скорость подачи. Благодаря гибкой настройке траектории движения инструмента каждый срез сохраняет относительно небольшое зацепление, что позволяет избежать чрезмерной нагрузки на инструмент, вызванной глубокими срезами, и снизить накопление тепла в процессе обработки.
Применяемые материалы:
Алюминиевые сплавы, медные сплавы, пластмассы, мягкая сталь, титановые сплавы и другие относительно мягкие металлы или полимерные материалы. Динамическое фрезерование подходит для мягких или среднетвердых материалов, особенно в тех случаях, когда необходимо быстро удалить большое количество материала.
Диапазон скоростей шпинделя:
При динамическом фрезеровании обычно используются более высокие скорости вращения шпинделя, как правило, между 5000-12000 ОБ/МИН. Удельная скорость должна регулироваться в зависимости от инструмента и твердости материала.
Для твердых материалов, таких как титановые сплавы, скорость вращения шпинделя должна быть снижена соответствующим образом, чтобы избежать поломки инструмента.
Скорость подачи:
Скорость подачи при динамическом фрезеровании относительно высока, обычно в пределах 2000-8000 мм/минв зависимости от характеристик материала, глубины резания и производительности станка.
Преимущества и недостатки:
Преимущества:
- Снижение нагрузки на инструмент, продление срока его службы.
- Высокая эффективность, особенно подходит для удаления больших участков материала.
- Обеспечивает лучшую стабильность резания и более высокую скорость съема материала.
- Уменьшает накопление тепла и износ инструмента.
Недостатки:
- Повышенные требования к станкам, включая стабильность и скорость вращения шпинделя.
- В некоторых случаях (например, при обработке сложных форм) динамическое фрезерование может генерировать циклические траектории движения инструмента, которые создают холостой ход инструмента.
- Качество поверхности при финишной обработке относительно низкое.
Эффективность обработки:
Динамическое фрезерование демонстрирует высокую эффективность при снятии большого количества материала. Благодаря высокой скорости подачи и более глубокому режущему контакту оно позволяет значительно повысить эффективность обработки. Однако при тонкой обработке оно может быть менее стабильным, чем послойное фрезерование.
Факторы, влияющие на эффективность обработки:
Производительность машины: Требуются высокие скорости вращения шпинделя и хорошая устойчивость станка. Динамическое фрезерование особенно хорошо работает на пятиосевых станках.
Характеристики материала: Наиболее подходящими являются более мягкие материалы, такие как алюминиевые и медные сплавы.
Выбор инструмента: Размер и тип инструмента влияют на производительность динамического фрезерования, особенно при обработке твердых материалов.

Фрезерование слоев
Определение:
Послойное фрезерование - это стратегия обработки, при которой глубина резания делится на несколько тонких слоев. Каждый срез снимает небольшое количество материала, что позволяет эффективно контролировать нагрузку на инструмент, уменьшать его чрезмерный износ и поддерживать высокую точность обработки.

Применяемые материалы:
Твердые стали (инструментальные стали, легированные стали), нержавеющая сталь, чугун, титановые сплавы, используемые для отделки, и другие твердые материалы.
Послойное фрезерование обычно подходит для материалов с высокой твердостью и задач обработки, требующих высокого качества и точности поверхности.
Диапазон скоростей шпинделя:
Послойное фрезерование обычно работает на относительно низких скоростях вращения шпинделя, как правило, между 3000-8000 ОБ/МИН.
Для твердых материалов, таких как титановые сплавы и закаленные стали, скорость вращения шпинделя должна быть снижена соответствующим образом, чтобы минимизировать износ инструмента.
Скорость подачи:
Скорость подачи при послойном фрезеровании обычно ниже, обычно 500-5000 мм/мин. Более низкие скорости подачи обеспечивают стабильность резания и точность обработки.
Преимущества и недостатки:
Преимущества:
- Стабильные условия обработки, подходит для твердых материалов и финишных операций.
- Малая глубина резания за проход снижает нагрузку на инструмент, улучшает качество поверхности и точность размеров.
- Обеспечивает высокую точность и подходит для прецизионной обработки.
Недостатки:
- Малая глубина резания приводит к снижению скорости съема материала и эффективности.
- Поскольку каждый рез снимает лишь небольшое количество материала, циклы обработки становятся длиннее и не подходят для быстрого снятия больших объемов материала.
Эффективность обработки:
Послойное фрезерование имеет относительно меньшую эффективность, особенно при снятии больших объемов материала, из-за более медленной скорости подачи и меньшей скорости съема материала. Однако при прецизионной обработке и высокой точности оно может обеспечить лучшие результаты.
Факторы, влияющие на эффективность обработки:
Твердость материала: Твердые материалы подходят для послойного фрезерования, но эффективность при обработке более мягких материалов низкая.
Выбор инструмента: Геометрия инструмента, глубина резания и скорость подачи влияют на эффективность и точность обработки.
Параметры резки: Правильная глубина резания, скорость подачи и частота вращения шпинделя определяют общую производительность обработки.
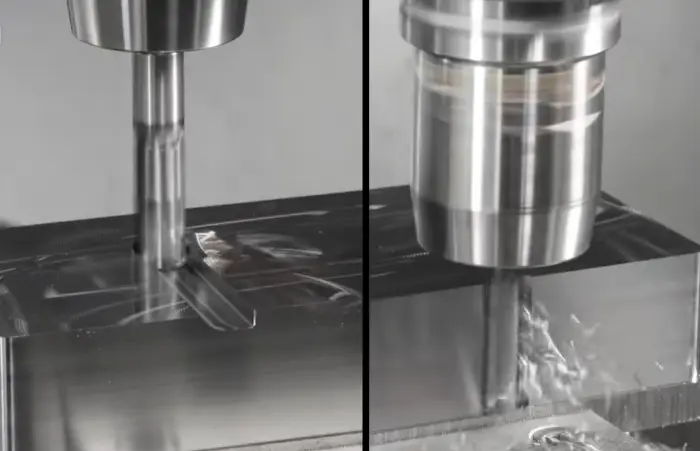
Динамическое фрезерование с ЧПУ против послойного фрезерования: Что эффективнее?
Чтобы сравнить эффективность черновой обработки обоими методами, создадим заготовку с полостью размером 10 мм × 10 мм с глубиной 25 мм. Материал заготовки алюминий 7075с габаритными размерами 150 мм × 150 мм × 30 мм и внутренней полостью. Припуск на обработку заготовки устанавливается в размере 5 мм, и 25 мм необходимо удалить с краев.
Скорость съема материала (Q) используется в качестве метрики сравнения. Чем больше объем материала, удаленного за единицу времени, тем больше значение Q. Единицей измерения является см³/мин.
Двумя другими влияющими параметрами являются глубина резания (AP) и ширина резки (AE).
Известная формула:
Q = (F × AP × AE) / 1000
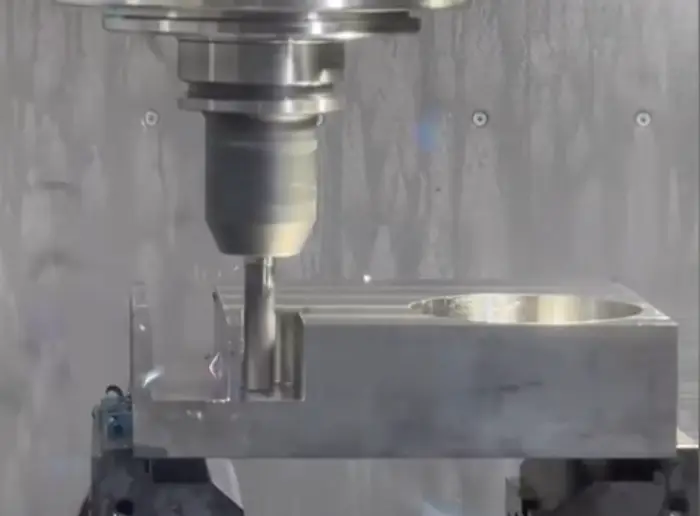
Динамический расчет черновой обработки
Диаметр инструмента: Стандартный инструмент 10 ммдлина режущей кромки 30 мм.
Поскольку для динамической обработки требуются инструменты несколько большего размера, чтобы снизить риск поломки, диаметр инструмента выбирается следующим образом 12 мм.
Скорость вращения шпинделя S = 8000
Средняя скорость подачи F = 5000 мм/мин
Глубина резки AP = 30 мм (один проход)
Ширина резки AE = 2,5 мм
Расчет:
Q = 5000 × 30 × 2.5 / 1000
Результат:
Q = 375 см³/мин
Расчет черновой обработки слоев
Для черновой обработки слоя используется пластинчатая фреза. Диаметр инструмента должен покрывать ширину резания, поэтому Фреза диаметром 32 мм выбран.
Скорость вращения шпинделя S = 4500
Скорость подачи F = 4000 мм/мин
Глубина резки AP = 2 мм
Ширина резки AE = 25 мм
Результат расчета:
Q = 200 см³/мин
Из результатов расчетов следует, что скорость съема материала при динамическом фрезеровании действительно выше, чем при фрезеровании по слоям, и теоретическая скорость обработки выше. Однако в реальной обработке динамическое фрезерование не всегда быстрее. Во время обработки полости и черновой обработки вокруг нее часто происходит много циклических движений и простаивание траекторий инструмента, что приводит к потере времени обработки. Кроме того, условия динамической черновой обработки не всегда стабильны. При удалении больших порций материала нагрузка на инструмент может внезапно возрасти и привести к его поломке.
Напротив, при послойном фрезеровании меньше циклических движений и короче траектории холостого хода инструмента, что обеспечивает более стабильный ритм обработки. Некоторые могут рассмотреть возможность использования подъема и обычного фрезерования для повышения скорости динамической черновой обработки, но это увеличивает нагрузку на инструмент и ускоряет его износ, что в конечном итоге повышает стоимость обработки.
Однако, когда материал меняется с алюминий 7075 сплав к титан сплав (например, TC-4)Но ситуация становится иной. Титановые сплавы обладают низкой теплопроводностью. Если используется послойное фрезерование, отвод тепла от инструмента становится затруднительным, и около 80% тепло концентрируется на кончике инструментачто приводит к быстрому износу инструмента и снижает стабильность обработки и экономическую эффективность. При динамическом фрезеровании для резания используется в основном боковая кромка инструмента. При условии контроля скорости съема материала и предотвращения чрезмерного зацепления улучшается теплоотвод и повышается скорость обработки.
Таким образом, скорость съема материала - это лишь один из исходных факторов. Для определения оптимальной стратегии ее необходимо сочетать с типом материала и особенностями обработки. Например, при обработке деталей из алюминиевого сплава для черновой обработки полости можно использовать фрезерование слоёв, а остальные R-корнеры или филе на краях заготовки можно очистить с помощью динамическое фрезерованиеЭто позволяет экономить время обработки.
Критерии выбора для динамического фрезерования и послойного фрезерования
Выбор между динамическим и послойным фрезерованием в основном зависит от следующих факторов:
Тип материала:
Для мягких материалов, таких как алюминиевые и медные сплавы, динамическое фрезерование обеспечивает более высокую эффективность.
Для твердых материалов, таких как титановые сплавы, нержавеющая и закаленная сталь, больше подходит послойное фрезерование, поскольку оно обеспечивает более высокую точность обработки и качество поверхности.

Цели обработки:
Если целью является быстрое удаление большого количества материала, то после оптимизации траекторий холостого хода инструмента и циклических движений лучше использовать динамическое фрезерование, поскольку оно обеспечивает более высокую скорость удаления материала и более высокую скорость подачи.
Если целью является прецизионная обработка с высоким качеством поверхности или точностью, фрезерование по слоям имеет свои преимущества, особенно при выполнении сложных финишных операций. Однако во избежание быстрого износа необходимо обращать внимание на концентрацию тепла на кончике инструмента.
Производительность станков:
Динамическое фрезерование требует более высокой скорости вращения шпинделя и лучшей стабильности станка, что делает его более подходящим для пятиосевых или высокоточных станков.
Послойное фрезерование имеет более низкие требования к оборудованию и подходит для большинства обычных трехкоординатных станков.
Эффективность обработки:
Динамическое фрезерование более эффективно для удаления больших объемов материала, в то время как послойное фрезерование больше подходит для финишных операций, обеспечивая меньшую эффективность, но большую точность.
Заключение
Как динамическое, так и послойное фрезерование имеют свои преимущества при обработке на станках с ЧПУ. Динамическое фрезерование подходит для более мягких материалов и быстрого удаления материала, в то время как послойное фрезерование лучше подходит для более твердых материалов и точной обработки. Выбор правильной стратегии зависит от материала, особенностей обработки и возможностей станка. Если вы хотите узнать больше деталей или получить индивидуальную цену изготовления, вы можете связаться с с нами.







