

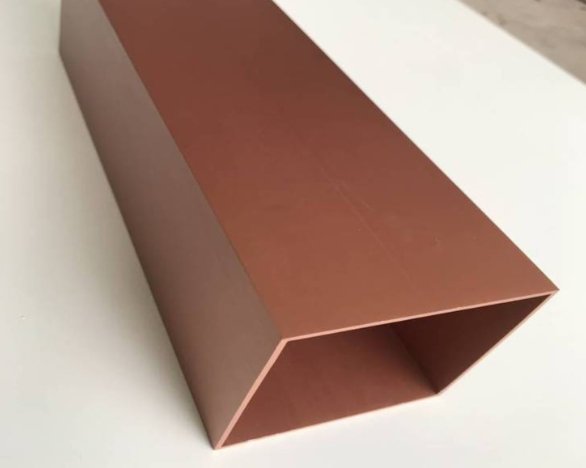
Das antike Dunkelbronze farbig eloxierte Oberfläche wird nicht durch eine einfache Oberflächenbeschichtung oder Bedruckung erzielt. Diese antike Bronzetönung sieht man häufig an Metallbauteilen in Villen und Anwesen, wo sie ein Gefühl von rustikaler Eleganz und Stabilität vermittelt. Während einige Oberflächen durch Mischen und Aufsprühen von Farbe erzeugt werden, entstehen andere durch eine elektrolytische Oxidationsreaktion, die als “dunkelbronze eloxierte Farbe” bekannt ist. Der entscheidende Unterschied besteht darin, dass letztere eine überlegene Haltbarkeit bietet. Im Folgenden gebe ich einen Überblick über das Eloxieren.
Definition der dunkelbronzen eloxierten Farbe
Auf den ersten Blick könnte “dunkelbronze eloxiert” bedeuten, dass es sich um ein dunkelbronzenes Material handelt, das einem Eloxalprozess unterzogen wurde; tatsächlich beschreibt es jedoch eine dunkel antikbronze eloxierte Oberfläche – eine spezifische Farbe innerhalb der Familie der eloxierten Oberflächen. Diese Oberfläche hat ein rustikales, Vintage-Erscheinungsbild und erzeugt bei Lichteinfall keine grellen Reflexionen. Es handelt sich um eine häufig verwendete Farbe für Aluminiumbauteile in klassischen Villen, wie Zäune, Treppengeländer sowie Türen und Fenster.
Eigenschaften der dunkelbronzenen Eloxalschicht
Ich halte es für notwendig, eine detaillierte Erklärung dieser bronzenen Eloxalschicht zu geben, um Ihnen ihre Rolle, Eigenschaften und Funktionen besser verständlich zu machen.
In Bezug auf das Aussehen weist die bronzene Eloxalschicht eine tiefe, gleichmäßige und stabile Farbe auf, die beständig gegen Ausbleichen ist. Die Tiefe des Bronzetons kann durch die Steuerung der Konzentration und Zusammensetzung der Elektrolytlösung sowie der Spannung angepasst werden.
In Bezug auf die physikalischen Eigenschaften bietet die bronzene Eloxalschicht eine ausgezeichnete Kratz- und Abriebfestigkeit mit hoher Härte. Die Härte der Schicht kann 450–550 HV erreichen, was 15–25 Mal härter ist als reines Aluminium. Darüber hinaus ist diese bronzene Eloxalschicht etwa 5,5 Mal härter als 6061-T6 Aluminium. Außerdem besitzt diese ultradünne braune Oxidschicht einen gewissen Grad an Elastizität, wodurch sie bei leichten Biegungen oder Verformungen nicht reißt. Ihre Oberfläche ist ebenfalls relativ glatt, lassen Sie sich also nicht von ihrem matten Aussehen täuschen – sie hat tatsächlich eine geringe Reibung.
In Bezug auf die chemische Stabilität blockiert diese Oxidschicht Feuchtigkeit, Sauerstoff und Säure-Base-Korrosion effektiv. Sie weist dank der dichten Struktur und der stabilen chemischen Eigenschaften der bronzefarbenen Eloxalschicht auch eine hohe Beständigkeit gegen UV-Strahlung und Temperaturschwankungen auf.
Bezüglich der Isoliereigenschaften besitzt diese bronzefarbene Eloxalschicht einen hohen elektrischen Widerstand; sie wird bei niedrigen Spannungen nicht durchschlagen und leitfähig, wobei jeder Mikrometer Schichtdicke etwa 25V standhält.

Erhältlich in dunkelbronzer eloxierter Oberfläche
Elektrolysezeit, Farbstoffkonzentration, Elektrolytkonzentration, Strom und Spannung können alle die Farbe und Dicke der Schicht beeinflussen. Die folgenden sind die Farbkategorien:
Helles Antikbronze: Typischerweise champagner- oder hellbraun, erreicht durch eine kürzere Oxidationsreaktionszeit und eine geringere Farbstoffkonzentration. Diese hellbraunen Metallbeschläge eignen sich für Umgebungen mit sanfter, weicher Atmosphäre.
Standardbronze: Erreicht durch Oxidation mit Zinn- oder Nickelsalzen, wird diese Oberfläche häufig in der architektonischen Dekoration und bei Metallbeschlägen für Möbel verwendet.
Tiefbronze: Erscheint meist braun oder dunkelbraun und wird durch Verlängerung der elektrolytischen Färbezeit für Werkstücke wie Aluminiumlegierungen, Erhöhung der Farbstoffkonzentration und Anhebung des Stroms erzielt. Diese Accessoires zeichnen sich durch eine ausgeprägte Textur aus und eignen sich für Kunsthandwerk und hochwertige Dekorationen (wie Kronleuchterrahmen).
Farbverlauf: Diese Art von Antikbronze ist relativ selten; die Farbe verändert sich je nach Blickwinkel. Dies wird durch Variation der Oxidationsspannung und -dauer oder durch Anpassung der Eintauchtiefe des Werkstücks erreicht. Daher sind die Arbeitskosten für die Herstellung von Antikbronze mit Farbverlauf höher.
Arten des Eloxalverfahrens
Basierend auf Unterschieden in der Elektrolytzusammensetzung klassifizieren wir wie folgt.
Schwefelsäure-Eloxieren (Typ II): Dies ist das am häufigsten verwendete elektrolytische Färbeverfahren. Es verwendet eine 15–20%ige Schwefelsäure Lösung, um einen Oxidfilm mit einer Dicke von 5–25 μm zu bilden, der hervorragende Härte, Verschleißfestigkeit und Korrosionsbeständigkeit bietet. Gängige Varianten sind klar eloxierte Farben, die hauptsächlich für das natürliche Eloxieren von Aluminiumlegierungen verwendet werden. Aufgrund der gleichmäßigen Porenstruktur im Film können zudem Pigmentpartikel aufgenommen werden, was eine breite Farbpalette ermöglicht. Dieses Verfahren wird häufig bei Aluminiumkomponenten für Elektronik, Automobilbau, Bauwesen und Küchenutensilien eingesetzt, bei denen sowohl das Aussehen als auch die Leistung entscheidend sind.
Chromsäure-Eloxieren (Typ I): Dieses Verfahren verwendet einen 3–10%igen Chromsäureelektrolyten, um einen 2–10 μm dünnen Film von hell- bis dunkelgrauer Farbe zu erzeugen. Es bietet hervorragende Korrosionsbeständigkeit und hat nur minimale Auswirkungen auf die Ermüdungsfestigkeit des Werkstücks, wodurch es sich für Teile mit hohen Anforderungen an die Korrosionsbeständigkeit eignet, wie z. B. in der Luftfahrt, bei Marineschiffen und Präzisionsinstrumenten. Aufgrund der erheblichen Umweltgefahren durch Chromsäureabfälle und der hohen Entsorgungskosten wird diese Methode heute jedoch selten verwendet.
Harteloxieren (Typ III): Bildet eine 25–150 μm dicke Schicht unter Niedrigtemperatur- und Hochstrombedingungen mit einer Härte von HV 350–550. Es bietet hervorragende Verschleißfestigkeit, Hitzebeständigkeit und elektrische Isolierung und eignet sich daher für stark beanspruchte, verschleißfeste Maschinenteile. Die Beschichtung ist dicht und weist nur minimale Porosität auf, was das Färben erschwert; Harteloxalschichten erscheinen typischerweise in dunklen Farbtönen wie Grau und Schwarz.
Oxalsäure-Eloxieren: Die Verwendung von Oxalsäure als Elektrolyt erzeugt einen Oxidfilm von 10–60 μm. Er besitzt natürliche olivgrüne oder gelbe Farbtöne und bietet hervorragende Härte- und Isolationseigenschaften; das Verfahren ist jedoch komplex und relativ teuer, weshalb es hauptsächlich für Aluminiumdraht, -band und Präzisionsinstrumententeile mit hohen Anforderungen an Isolation und Verschleißfestigkeit verwendet wird.
Phosphorsäure-Eloxieren: Mit einer 15–30%igen Phosphorsäurelösung als Elektrolyt erzeugt dieses Verfahren einen extrem dünnen, porösen Oxidfilm. Der Hauptzweck ist nicht Schutz oder Dekoration, sondern die Verbesserung der Oberflächenhaftung auf Aluminium, wodurch ein optimaler Untergrund für nachfolgende Beschichtungen, Lackierungen oder Verklebungen geschaffen wird. Es wird hauptsächlich in Anwendungen wie Strukturverklebungen im Flugzeugbau und als Vorbehandlung für industrielle Lackgrundierungen eingesetzt.
Keramisches Eloxieren: Dieses Verfahren verwendet einen Elektrolyten, der Titansalze enthält. Die resultierende Beschichtung hat einen porzellanähnlichen Glanz, hohe Härte, hervorragende Verschleiß- und Korrosionsbeständigkeit sowie gute elektrische Isolation. Sie ist färbbar und weist eine keramikähnliche Textur auf, weshalb sie häufig in hochwertigen Küchenutensilien, dekorativen Bauteilen und anderen Produkten verwendet wird, die sowohl ästhetisch ansprechend als auch leistungsstark sein müssen.
Welche Materialien können eloxiert werden?
Eloxieren eignet sich hauptsächlich für die folgenden Materialien:
Aluminium-Legierungen
Dies sind die am häufigsten eloxierten Materialien. Durch elektrochemische Behandlung bildet sich auf der Oberfläche des Aluminiums eine dichte Schicht aus Aluminiumoxid (Al₂O₃), die die Korrosions- und Verschleißfestigkeit erheblich verbessert. Das Material kann zudem eingefärbt werden, um eine Vielzahl von Farben zu erzielen, was es weit verbreitet in Autoteilen, Luft- und Raumfahrtkomponenten, Gehäusen für elektronische Geräte, architektonischer Dekoration und anderen Bereichen macht.
Titan-Legierungen
Das Eloxieren von Titanlegierungen nutzt das Phänomen der Lichtinterferenz, um einen kratzfesten Oxidfilm zu bilden. Der Spannungsbereich reicht von 10 bis 110 V und erzeugt verschiedene eloxierte Titanfarben wie natürlich transparent, Gold, Bronze, Violett, Blau, Grün, Orange und irisierend. Es wird häufig in der Luft- und Raumfahrt, bei medizinischen Implantaten (wie Hüftgelenken und Zahnimplantaten) und hochwertigen Uhren eingesetzt und bietet hervorragende Biokompatibilität und Korrosionsbeständigkeit.
Magnesiumlegierungen
Magnesiumlegierungen werden nach dem Eloxieren häufig in leichten Strukturbauteilen wie Fahrradrahmen, Gehäusen für Fahrzeugbatterien und Drohnenteilen verwendet. Es ist jedoch zu beachten, dass Magnesium sehr reaktionsfreudig ist, sodass die Parameter des elektrolytischen Prozesses während der Behandlung streng kontrolliert werden müssen. Grundfarben können durch Steuerung der Elektrolytzusammensetzung erzielt werden, und durch Zugabe von Farbstoffen können weitere Farbschemata erzeugt werden.
Zinklegierungen
Das Eloxieren von Zink wird in chemisches Färben und elektrolytisches Färben unterteilt. Das elektrolytische Färben erzeugt haltbarere und langlebigere Farben und wird häufig für Automobilbefestigungen, Baubeschläge und Gehäuse für elektronische Geräte verwendet. Im Vergleich zu Aluminium und Titan sind jedoch die Leistung und der Anwendungsbereich des Oxidfilms relativ begrenzt.
Es ist zu beachten, dass das Eloxieren für eisenhaltige Metalle wie Eisen und Stahl nicht geeignet ist, da deren Oxidschichten sich leicht im Elektrolyten auflösen und keine stabile Oxidschicht bilden können.
Gängige Farbkategorien für das Eloxieren
Die gängigen Farbkategorien für das Eloxieren hängen hauptsächlich vom Verfahrenstyp, dem Elektrolytsystem und davon ab, ob eine Färbebehandlung angewendet wird. Die folgenden sind die üblichen Farbkategorien:
Naturfarbe/Klar eloxiert (Silber-Weiß/Hellgrau)
Die Oberflächen von Metallen wie Aluminium und Titan, die nicht gefärbt oder nur grundlegend eloxiert wurden, zeigen den natürlichen hellgrauen oder silber-weißen Farbton des Metalls. Dies ist die häufigste Standardfarbe und eignet sich für industrielle Komponenten ohne spezielle Farbanforderungen oder für grundlegende Schutzanwendungen.
Schwarz anodisiert
Schwarz eloxierte Oberflächen bieten hervorragenden Korrosions- und Verschleißschutz. Sie absorbieren das meiste Licht und reduzieren so effektiv die Lichtverschmutzung.
Gold/Goldgelb anodisiert
Erzielt durch elektrolytische Färbung oder Zugabe von Farbstoffen, wird diese lebendige Farbe häufig für dekorative Komponenten, Schmuckohrringe und Unterhaltungselektronik verwendet, um eine hochwertige Ästhetik zu erzielen.
Blau anodisiert
Durch spezielle Färbe- oder elektrolytische Färbeverfahren erzielt, wird diese frische Farbe oft für dekorative Komponenten, Beschilderungen und Außenteile von Unterhaltungselektronik verwendet, um die optische Attraktivität zu erhöhen.

Rot anodisiert
Durch Färbung oder elektrolytische Färbung erzielt, wird diese lebendige, auffällige Farbe häufig für dekorative Komponenten, Warnschilder und Gehäuse von Unterhaltungselektronik verwendet.
Grün anodisiert
Durch Färbe- oder elektrolytische Färbeverfahren erzielt, wird diese natürlich wirkende Farbe häufig für dekorative Komponenten und umweltfreundliche Produktelemente verwendet.
Lila anodisiert
Durch Färbung oder elektrolytische Färbung erzielt, wird diese einzigartige Farbe oft für hochwertige dekorative Komponenten und künstlerische Handwerksarbeiten verwendet.
Farbverläufe anodisiert
Wie bereits erwähnt, ähnlich wie beim bronzefarbenen Verlaufseloxieren, werden Farbverläufe durch die Steuerung der elektrischen Stromparameter und der Oxidationsbereiche erzielt. Dies wird häufig für hochwertige dekorative Komponenten und Kunstinstallationen verwendet, um die optische Tiefe zu erhöhen.
Es ist zu beachten, dass beim Eloxieren von Titanlegierungen das Phänomen der Lichtinterferenz genutzt werden kann, um eine Vielzahl von Farben zu erzeugen, darunter Grau, Hellgold, Blau und Violett. Diese Farben werden ohne Färbung erzielt; da keine Farbstoffe erforderlich sind, gibt es keine Pigmentschicht, und die resultierende Oxidschicht ist witterungsbeständiger als die von Aluminiumlegierungen.
Hier ist eine Zusammenfassung der Tabelle:
| Farbenkategorie | Eloxalfarbe | Farbmerkmale | Gängiges Zubehör & Anwendungsszenarien |
|---|---|---|---|
| Grundlegende Industrielle Farben | Naturfarbe (Silber-Weiß / Hellgrau) | Bewahrt das natürliche metallische Erscheinungsbild, schlicht und vielseitig | CNC-Strukturteile, mechanische Komponenten, Kühlkörper, Industriegehäuse, Steckverbinder |
| Funktionale Schutzfarben | Schwarz eloxiert | Hervorragende Verschleiß- und Korrosionsbeständigkeit, absorbiert Licht und reduziert Reflexion | Kamerazubehör, Gehäuse für optische Instrumente, Autoteile, Elektronikgehäuse |
| Hochwertige Dekorfarben | Gold / Goldgelb eloxiert | Luxuriöses Erscheinungsbild mit starker dekorativer Wirkung | Schmuckzubehör, Ohrringe, Uhrenteile, Zierteile für Unterhaltungselektronik |
| Moderne Technologiefarben | Blau eloxiert | Frischer, moderner und Hightech-Optik-Effekt | Handygehäuse, Computerzubehör, Markenschilder, Fahrradkomponenten |
| Warn- und Identifikationsfarben | Rot eloxiert | Helles, auffälliges, sehr gut sichtbares Erscheinungsbild | Sicherheitsschilder, Gehäuse für elektronische Geräte, Zubehör für Sportausrüstung |
| Umweltinspirierte Farben | Grün eloxiert | Natürliche und umweltfreundliche Optik | Umweltfreundliche Produktteile, Outdoor-Ausrüstungszubehör, dekorative Komponenten |
| Künstlerische & Personalisierte Farben | Lila eloxiert | Einzigartig, stilvoll und äußerst markant | Künstlerische Dekorationen, hochwertige Kunsthandwerke, individuell gestaltetes Schmuckzubehör |
| Künstlerische Farbverläufe | Eloxiert mit Farbverlauf | Reiche Farbverläufe mit starker visueller Tiefe | Hochwertige Unterhaltungselektronik, Anzeigeelemente, Kunstinstallationen, individuell gebrandete Produkte |
Wie man Farbabweichungen beim Eloxieren kontrolliert
Da Farbe nicht nur ein zweidimensionaler Effekt ist, kann sie nicht einfach durch Angabe eines Pantone-Farbtons angepasst werden. Die Farbwahrnehmung ist ein drei- bis vierdimensionales Phänomen, das von Faktoren wie dem Blickwinkel des Betrachters, dem Werkstoff, der Dicke der Eloxalschicht, dem Oberflächenglanz und den Lichtverhältnissen beeinflusst wird.
Bei Weldo bitten unsere Nachbehandlungsingenieure die Kunden manchmal, zunächst unsere eloxierten Farbmuster zu bestätigen. Nach Bestätigung fahren wir mit der Massenproduktion auf Basis des zuvor registrierten Produkts mit der entsprechenden Eloxal-Farbkartennummer fort;
Manchmal wünschen Kunden, dass wir erst nach Erhalt ihrer Farbmuster mit der Produktion beginnen. So können wir die eloxierte Farbe unter identischen Bedingungen anpassen und bestätigen. Wenn Sie individuelle Eloxalfarben benötigen, können Sie uns sowohl einen Pantone-Farbton als auch ein physisches Muster zum direkten Vergleich bereitstellen. Dieser Ansatz sorgt für eine reibungslosere Zusammenarbeit.
Sollten Farbabweichungen auftreten, bearbeiten wir das Material nach, indem wir die Reaktionszeit und andere elektrische Parameter streng kontrollieren, um die Lieferung innerhalb des vereinbarten Farbtoleranzbereichs sicherzustellen (da eloxierte Farben nie zu 100% identisch sein können – leichte Abweichungen können in verschiedenen Bereichen eines Werkstücks oder zwischen einzelnen Werkstücken auftreten – die Erfüllung der Bestellung innerhalb des gemeinsam vereinbarten Farbbereichs ist die Standardlösung, ähnlich wie bei Maßtoleranzen).
Wie man Streitigkeiten über Farbabweichungen bei eloxierten Teilen löst
Wenn Sie bei Erhalt erhebliche Farbabweichungen feststellen, können Sie den Hersteller für eine Nachbearbeitung oder Rückgabe kontaktieren. Sollte die Zusammenarbeit unbefriedigend sein, ziehen Sie eine Partnerschaft mit hochwertigen Bearbeitungsunternehmen wie Weldo Machining in Betracht; die Auswahl von Herstellern mit höherwertigen Bearbeitungsmöglichkeiten reduziert in der Regel Komplikationen nach dem Verkauf. Nach Eingang einer Reklamation wegen Farbabweichung prüfen wir das Problem anhand des aufbewahrten Musters und des Videomaterials des Kunden. Nach Bestätigung in einer Besprechung können wir eine Rückgabe, Nachproduktion, Ersatzlieferung oder Rückerstattung veranlassen.

Wie man Streitigkeiten über Transaktionen im Zusammenhang mit dem Eloxieren vermeidet
Klärung der Vertragsbedingungen: Der Vertrag sollte Prozessparameter wie die Art des Eloxierens, Filmdicke und Farbe spezifizieren und Annahmekriterien, Zahlungsmeilensteine sowie Rechnungsanforderungen festlegen. Er sollte außerdem die Verfahren zur Behandlung von Vertragsverletzungen und die Standards für Entschädigungen darlegen.
Verbesserung der Kommunikation und Bestätigung: In der anfänglichen Koordinationsphase sollte die Eignung der Produktmaterialien und Leistungsanforderungen bestätigt werden. Vor der Massenproduktion sollte die
Eloxal-Farbmusterkarte bestätigt werden. Beide Parteien sollten den Fortschritt in Echtzeit synchronisieren und bei Problemen umgehend Lösungen verhandeln.
Strenge Qualitätskontrolle: Der Kunde (Partei A) und der Lieferant (Partei B) müssen sicherstellen, dass das Substrat den Eloxierstandards entspricht. Der Lieferant muss die Prozessparameter der Produktion streng kontrollieren und mit jeder Lieferung einen Qualitätsprüfbericht vorlegen. Der Kunde muss die Waren gemäß den vertraglichen Standards prüfen und abnehmen.
Beweissicherung und Dokumentation: Dokumente wie Verträge und Musterbestätigungen sollten sicher aufbewahrt werden. Der Lieferant sollte Produktions- und Qualitätsprüfungsprotokolle zur Rückverfolgbarkeit aufbewahren, und beide Parteien sollten alle Kommunikationsprotokolle für die Streitbeilegung sichern.
Faktoren, die zu Farbabweichungen beim Eloxieren beitragen
1. Geringfügige Unterschiede in der Eloxalschicht können zwischen verschiedenen Chargen von Metallrohstoffen auftreten; dies ist akzeptabel, solange die Farbabweichung innerhalb des zulässigen Bereichs bleibt.
2. Unterschiede in der Dauer der Oxidations-Reduktions-Reaktion;
Probleme bei der Einstellung von Strom- und Spannungsparametern;
Änderungen der Lösungskonzentration: Mit fortschreitender Reaktion nimmt die Reaktionsgeschwindigkeit ab, daher sind regelmäßige Kontrollen der Lösungskonzentration und das Hinzufügen von Wirkstoffen erforderlich;
Unterschiede im Material und in der Zusammensetzung der Werkstücke können auch innerhalb derselben Elektrolysezelle zu Farbabweichungen führen;
Die Größe, Dicke und Form der Werkstücke können Farbunterschiede verursachen. Es ist notwendig, geeignete Bearbeitungsmethoden für Werkstücke mit unterschiedlichen Dicken, Größen und Formen festzulegen, um sicherzustellen, dass die Farbabweichung innerhalb akzeptabler Grenzen bleibt.
3. Auch die Form des Rohmaterials spielt eine Rolle. Zum Beispiel führen elektrochemische Reaktionen von Aluminiumlegierungs-Coils, -Blechen und -Drähten in derselben Elektrolysezelle zu unterschiedlichen Farben. Dies folgt dem gleichen Prinzip wie die oben genannten Farbabweichungen durch Form und Winkel.
4. Die nach dem Eloxieren verwendete Versiegelungsmethode sowie die Dicke und Glätte des Versiegelungsfilms beeinflussen ebenfalls Farbabweichungen und Textur:
Versiegelung mit kochendem Wasser bei hoher Temperatur führt häufig dazu, dass gefärbte Werkstücke weißlich, trüb oder mit ungleichmäßigem Glanz erscheinen; eloxierte gefärbte Teile neigen zum Ausbleichen, Farbverlust und inkonsistenten Farbtönen innerhalb derselben Charge.
Versiegelung mit Nickel-Salz-Lösung bei mittlerer Temperatur kann aufgrund instabiler Konzentration, pH-Wert und Temperatur dazu führen, dass Werkstücke grau, grünlich oder lokal fleckig erscheinen; eine zu lange Versiegelungszeit führt dazu, dass das Werkstück insgesamt dunkler wird.
Versiegelung bei Raumtemperatur führt häufig zu erhöhten Fluoridionenwerten, die den Oxidfilm leicht korrodieren und zu weißen Flecken, Fleckenbildung und helleren lokalen Farbtönen führen; ein Ungleichgewicht in der Rezeptur verursacht eine allgemeine Farbverschiebung.
Chromatversiegelung hat von Natur aus einen gelblich-braunen Unterton, wodurch sowohl natürliche als auch gefärbte Teile insgesamt gelb erscheinen und unvermeidlich feste Farbunterschiede entstehen.
Uneinheitliche Beschichtungsdicke bei Silan-/organischer Versiegelung kann ein trübes Erscheinungsbild und ungleichmäßige helle und dunkle Bereiche verursachen; Unterschiede im Glanz führen direkt zu visuellen Farbabweichungen.
Alle herkömmlichen Versiegelungsprozesse bergen das Risiko, Farbabweichungen beim Eloxieren zu verursachen, wobei kochendes Wasser, Nickelsalz und Kaltversiegelung die häufigsten Quellen für tägliche Farbunterschiede sind. Durch die Standardisierung der Badparameter, das Versiegeln von Teilen aus demselben Batch bei gleicher Temperatur und gleicher Dauer sowie die Verwendung von reinem Wasser kann der Bereich der Farbabweichungen deutlich reduziert werden.
Über Weldo Fertigung
Bei Weldo Machining sind wir seit über 15 Jahren auf kundenspezifisch gefertigte Komponenten spezialisiert, mit Fachwissen in CNC-Bearbeitung, Gießen, Schmieden, Spritzgießen, Aluminium-Extrusion, 3D-Druck und über 50 Arten von Oberflächenbehandlungsverfahren. Wenn Sie mehr über unsere Erfahrungen mit Eloxierungsprojekten erfahren möchten oder einen zuverlässigen Partner für kundenspezifische Fertigung suchen, kontaktieren Sie uns bitte Kontaktieren Sie uns.









{kind=link}