

Le bronze foncé ancien fini en couleur anodisée n'est pas obtenu par un simple revêtement de surface ou impression. On voit souvent cette couleur bronze ancien sur des composants métalliques dans des villas et domaines, où elle évoque une élégance rustique et une stabilité. Alors que certains finis sont créés en mélangeant et pulvérisant de la peinture, d'autres sont produits par une réaction d'oxydation électrolytique connue sous le nom de “ couleur bronze foncé anodisé ”. La différence clé est que cette dernière offre une durabilité supérieure. Ci-dessous, je fournirai un aperçu de l'anodisation.
Définir la couleur bronze foncé anodisé
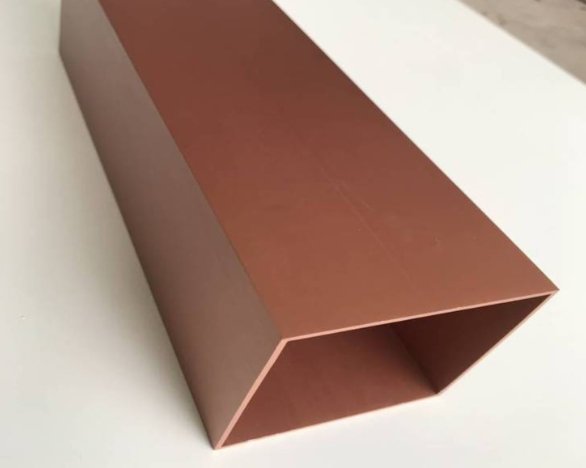
À première vue, “ bronze foncé anodisé ” pourrait sembler faire référence à un matériau en bronze foncé ayant subi un processus d'anodisation ; en réalité, il décrit une finition en bronze ancien foncé anodisé — une couleur spécifique dans la famille des finitions anodisées. Cette finition a une apparence rustique, vintage, et ne produit pas de reflets éblouissants lorsqu'elle est exposée à la lumière. C'est une couleur couramment utilisée pour des composants en aluminium dans des villas classiques, tels que clôtures, rampes d'escalier, portes et fenêtres.
Propriétés du film en bronze anodisé
Je pense qu'il est nécessaire de fournir une explication détaillée de ce revêtement en bronze anodisé pour mieux comprendre son rôle, ses caractéristiques et ses fonctions.
En termes d'apparence, le revêtement en bronze anodisé présente une couleur profonde, uniforme et stable, résistante à la décoloration. La profondeur de la teinte bronze peut être ajustée en contrôlant la concentration et la composition de la solution électrolytique ainsi que la tension.
En termes de propriétés physiques, le revêtement en bronze anodisé offre une excellente résistance aux rayures et à l'usure, avec une haute Dureté. La dureté du revêtement peut atteindre 450–550 HV, soit 15–25 fois plus dur que l'aluminium pur. De plus, ce revêtement en bronze anodisé est environ 5,5 fois plus dur que 6061-T6 l'aluminium. En outre, cette couche d'oxyde brun ultra-fine possède une certaine élasticité, ce qui la rend résistante à la fissuration lors de légers pliages ou déformations. Sa surface est également relativement lisse, donc ne vous laissez pas tromper par son aspect mat — elle a en réalité une faible friction.
En termes de stabilité chimique, cette couche d'oxyde bloque efficacement l'humidité, l'oxygène et la corrosion acido-basique. Elle présente également une forte résistance aux rayons UV et aux fluctuations de température, grâce à sa structure dense et à ses propriétés chimiques stables.
Concernant les propriétés isolantes, ce film anodisé de couleur bronze possède une haute résistance électrique ; il ne se dégrade pas et ne devient pas conducteur à faible tension, chaque micromètre d'épaisseur pouvant supporter environ 25V.

Disponible en finition bronze foncé anodisé
Le temps d'électrolyse, la concentration de teinture, la concentration de l'électrolyte, le courant et la tension peuvent tous influencer la couleur et l'épaisseur du revêtement. Voici les classifications de couleur :
Bronze ancien clair : généralement de couleur champagne ou brun clair, obtenu par un temps de réaction d'oxydation plus court et une concentration de teinture plus faible. Ces raccords métalliques brun clair conviennent pour des environnements doux et apaisants.
Bronze standard : obtenu par oxydation avec des sels d'étain ou de nickel, cette finition est largement utilisée dans la décoration architecturale et la quincaillerie métallique pour meubles.
Bronze profond : apparaissant généralement en brun ou brun foncé, cette finition est obtenue en prolongeant le temps de coloration électrolytique pour des pièces telles que des alliages d'aluminium, en augmentant la concentration de teinture et en augmentant le courant. Ces accessoires présentent une texture prononcée et conviennent pour l'artisanat et la décoration haut de gamme (comme les cadres de lustres).
Dégradé : Ce type de bronze antique est relativement rare ; la couleur change selon l’angle de vue. Il est obtenu en variant la tension et la durée d’oxydation ou en ajustant la profondeur d’immersion de la pièce. Par conséquent, les coûts de main-d’œuvre pour produire des finitions en bronze antique dégradé sont plus élevés.
Types de procédés d’anodisation
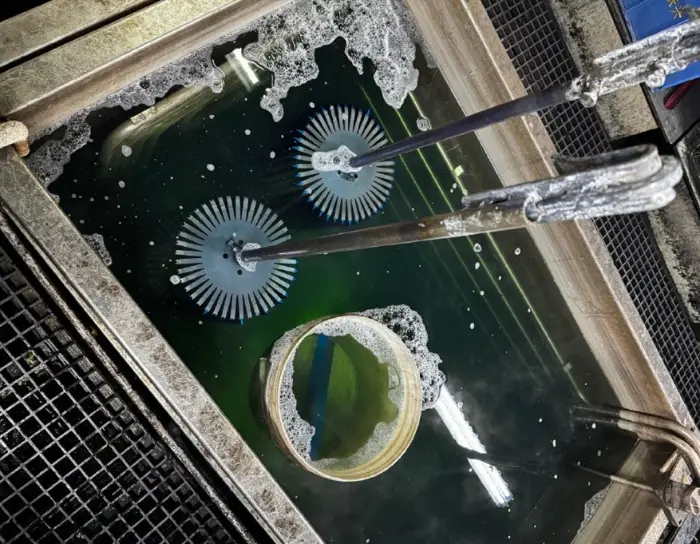
En fonction des différences de composition de l’électrolyte, nous les classons comme suit.
Anodisation à l’acide sulfurique (Type II) : Il s’agit du procédé de coloration électrolytique le plus couramment utilisé. Il utilise une solution d’acide sulfurique à 15–20 % pour former un film d’oxyde de 5 à 25 μm d’épaisseur, offrant une excellente dureté, résistance à l’usure et à la corrosion. Les variantes courantes incluent les couleurs anodisées transparentes, principalement utilisées pour l’anodisation à finition naturelle des alliages d’aluminium. De plus, grâce à la structure uniforme des pores du film, il peut absorber les particules de pigment, permettant une large gamme de couleurs. Ce procédé est largement utilisé pour les composants en aluminium dans l’électronique, l’automobile, la construction et les ustensiles de cuisine, où l’apparence et la performance sont essentielles. acide sulfurique solution pour former un film d’oxyde de 5 à 25 μm d’épaisseur, offrant une excellente dureté, résistance à l’usure et à la corrosion. Les variantes courantes incluent les couleurs anodisées transparentes, principalement utilisées pour l’anodisation à finition naturelle des alliages d’aluminium. De plus, grâce à la structure uniforme des pores du film, il peut absorber les particules de pigment, permettant une large gamme de couleurs. Ce procédé est largement utilisé pour les composants en aluminium dans l’électronique, l’automobile, la construction et les ustensiles de cuisine, où l’apparence et la performance sont essentielles.
Anodisation à l’acide chromique (Type I) : Ce procédé utilise un électrolyte à base d’acide chromique à 3–10 % pour former un film mince de 2 à 10 μm, allant du gris clair au gris foncé. Il offre une excellente résistance à la corrosion et a un impact minimal sur la résistance à la fatigue de la pièce, ce qui le rend adapté aux pièces nécessitant une grande résistance à la corrosion, telles que celles de l’aviation, des navires et des instruments de précision. Cependant, en raison des risques environnementaux importants liés aux déchets d’acide chromique et du coût élevé de traitement, cette méthode est rarement utilisée aujourd’hui.
Anodisation dure (Type III) : Forme un revêtement de 25 à 150 μm dans des conditions de basse température et de courant élevé, avec une dureté de HV 350–550. Elle offre une excellente résistance à l’usure, à la chaleur et une bonne isolation électrique, ce qui la rend adaptée aux composants mécaniques lourds et résistants à l’usure. Le revêtement est dense avec une porosité minimale, ce qui le rend difficile à teindre ; les couleurs d’anodisation dure apparaissent généralement dans des tons foncés comme le gris et le noir.
Anodisation à l’acide oxalique : L’utilisation de l’acide oxalique comme électrolyte produit un film d’oxyde de 10 à 60 μm. Il possède des teintes naturelles vert olive ou jaune et offre d’excellentes propriétés de dureté et d’isolation ; cependant, le procédé est complexe et relativement coûteux, il est donc principalement utilisé pour les fils, bandes et pièces d’instruments de précision en aluminium nécessitant une isolation et une résistance à l’usure élevées.
Anodisation à l’acide phosphorique : En utilisant une solution d’acide phosphorique à 15–30 % comme électrolyte, ce procédé produit un film d’oxyde extrêmement mince et poreux. Son objectif principal n’est pas la protection ou la décoration, mais d’améliorer l’adhérence de surface sur l’aluminium, fournissant un substrat optimal pour les revêtements, peintures ou collages ultérieurs. Il est principalement utilisé dans des applications telles que le collage structurel dans la fabrication aéronautique et le prétraitement pour les apprêts de peinture industrielle.
Anodisation céramique : Ce procédé utilise un électrolyte contenant des sels de titane. Le revêtement obtenu présente un éclat porcelaine, une grande dureté, une excellente résistance à l’usure et à la corrosion, ainsi qu’une bonne isolation électrique. Il permet la teinture et possède une texture similaire à la céramique, ce qui le rend couramment utilisé dans les ustensiles de cuisine haut de gamme, les composants décoratifs et d’autres produits nécessitant à la fois un aspect esthétique et des performances complètes.
Quels matériaux peuvent être anodisés ?
L’anodisation convient principalement aux matériaux suivants :
Alliages d'aluminium
Ce sont les matériaux les plus couramment anodisés. Grâce au traitement électrochimique, une couche dense d’oxyde d’aluminium (Al₂O₃) se forme à la surface de l’aluminium, améliorant considérablement la résistance à la corrosion et à l’usure. Le matériau peut également être teinté pour obtenir une variété de couleurs, ce qui le rend largement utilisé dans les pièces automobiles, les composants aérospatiaux, les boîtiers d’appareils électroniques, la décoration architecturale et d’autres domaines.
Alliages de titane
L’anodisation des alliages de titane utilise le phénomène d’interférence lumineuse pour former un film d’oxyde résistant aux rayures. La plage de tension varie de 10 à 110 V, produisant différentes couleurs de titane anodisé, telles que transparent naturel, or, bronze, violet, bleu, vert, orange et irisé. Elle est couramment utilisée dans l’aérospatiale, les implants médicaux (comme les prothèses de hanche et les implants dentaires) et les montres haut de gamme, offrant une excellente biocompatibilité et résistance à la corrosion.
Alliages de magnésium
Les alliages de magnésium, après anodisation, sont couramment utilisés dans les composants structurels légers, tels que les cadres de vélos, les boîtiers de batteries de véhicules et les pièces de drones. Cependant, il est important de noter que le magnésium est très réactif chimiquement, donc les paramètres du procédé électrolytique doivent être strictement contrôlés lors du traitement. Les couleurs de base peuvent être obtenues en contrôlant la composition de l’électrolyte, et des colorants peuvent être ajoutés pour créer d’autres gammes de couleurs.
Alliages de zinc
L’anodisation du zinc se divise en coloration chimique et coloration électrolytique. La coloration électrolytique produit des couleurs plus durables et résistantes, et est couramment utilisée pour les fixations automobiles, la quincaillerie architecturale et les boîtiers électroniques. Cependant, comparé à l’aluminium et au titane, la performance et le champ d’application de son film d’oxyde sont relativement limités.
Il convient de noter que l’anodisation n’est pas adaptée aux métaux ferreux tels que le fer et l’acier, car leurs films d’oxyde se dissolvent facilement dans l’électrolyte et ne peuvent pas former une couche d’oxyde stable.
Catégories de couleurs courantes pour l'anodisation
Les classifications de couleurs courantes pour l'anodisation dépendent principalement du type de procédé, du système d'électrolyte et de l'application ou non d'un traitement de teinture. Voici les catégories de couleurs courantes :
Couleur naturelle / Anodisation claire (Argenté-Blanc / Gris clair)
Les surfaces de métaux tels que l'aluminium et le titane qui n'ont pas été teintées ou qui ont seulement subi une anodisation de base présentent la teinte naturelle gris clair ou argenté-blanc du métal. Il s'agit de la couleur par défaut la plus courante, adaptée aux composants industriels sans exigences de couleur spécifiques ou pour des applications de protection de base.
Noir anodisé
Les finitions anodisées noires offrent une excellente résistance à la corrosion et à l'usure. Elles absorbent la plupart de la lumière, réduisant ainsi efficacement la pollution lumineuse.
Or / Jaune doré anodisé
Obtenue par coloration électrolytique ou par l'ajout de colorants, cette couleur vive est couramment utilisée pour les composants décoratifs, les boucles d'oreilles de bijoux et l'électronique grand public afin de renforcer un aspect haut de gamme.
Bleu anodisé
Obtenue par des procédés spécifiques de teinture ou de coloration électrolytique, cette couleur fraîche est souvent utilisée pour les composants décoratifs, la signalétique et les pièces extérieures d'électronique grand public afin d'augmenter l'attrait visuel.

Rouge anodisé
Obtenue par teinture ou coloration électrolytique, cette couleur vive et accrocheuse est couramment utilisée pour les composants décoratifs, les panneaux d'avertissement et les boîtiers d'électronique grand public.
Vert anodisé
Obtenue par des procédés de teinture ou de coloration électrolytique, cette couleur d'aspect naturel est fréquemment utilisée pour les composants décoratifs et les éléments de produits écologiques.
Pourpre anodisé
Obtenue par teinture ou coloration électrolytique, cette couleur unique est souvent utilisée pour les composants décoratifs haut de gamme et les objets d'artisanat artistique.
Couleurs dégradées anodisé
Comme mentionné précédemment, similaire à l'anodisation dégradée bronze, les dégradés de couleur sont obtenus en contrôlant les paramètres du courant électrique et les zones d'oxydation. Cela est couramment utilisé pour les composants décoratifs haut de gamme et les installations artistiques afin d'accentuer la profondeur visuelle.
Il convient de noter que l'anodisation des alliages de titane peut utiliser le phénomène d'interférence lumineuse pour produire une variété de couleurs, notamment le gris, l'or clair, le bleu et le violet. Ces couleurs sont obtenues sans teinture ; puisqu'aucun colorant n'est nécessaire, il n'y a pas de couche de particules de pigment, et la couche d'oxyde résultante est plus résistante aux intempéries que celle des alliages d'aluminium.
Voici un résumé du tableau :
| Catégorie de couleur | Couleur anodisée | Caractéristiques de la couleur | Accessoires courants et scénarios d'application |
|---|---|---|---|
| Couleurs industrielles de base | Couleur naturelle (argenté-blanc / gris clair) | Conserve l'apparence métallique naturelle, simple et polyvalente | Pièces structurelles CNC, composants mécaniques, dissipateurs thermiques, boîtiers industriels, connecteurs |
| Couleurs protectrices fonctionnelles | Anodisé noir | Excellente résistance à l'usure et à la corrosion, absorbe la lumière et réduit la réflexion | Accessoires pour appareils photo, boîtiers d'instruments optiques, pièces automobiles, boîtiers électroniques |
| Couleurs décoratives haut de gamme | Anodisé or / jaune doré | Apparence luxueuse avec un fort attrait décoratif | Accessoires de bijoux, boucles d'oreilles, composants de montres, pièces de finition pour l'électronique grand public |
| Couleurs technologiques modernes | Anodisé bleu | Effet visuel frais, moderne et high-tech | Boîtiers de téléphones, accessoires informatiques, signalétique de marque, composants de vélos |
| Couleurs d'avertissement et d'identification | Rouge anodisé | Brillant, attrayant, très visible | Panneaux de sécurité, boîtiers d'appareils électroniques, accessoires d'équipement sportif |
| Couleurs inspirées par l’écologie | Anodisation verte | Aspect naturel et respectueux de l’environnement | Pièces de produits écologiques, accessoires d’équipements extérieurs, composants décoratifs |
| Couleurs artistiques et personnalisées | Anodisation violette | Unique, élégant et très distinctif | Décorations artistiques, objets d’art haut de gamme, accessoires de bijoux personnalisés |
| Couleurs artistiques en dégradé | Anodisation en couleurs dégradées | Transitions de couleurs riches avec une forte profondeur visuelle | Électronique grand public haut de gamme, composants d’affichage, installations artistiques, produits de marque personnalisés |
Comment contrôler les variations de couleur lors de l’anodisation
Comme la couleur n’est pas simplement un effet bidimensionnel, elle ne peut pas être personnalisée simplement en fournissant un code couleur Pantone. La perception des couleurs est un phénomène tridimensionnel voire quadridimensionnel, influencé par des facteurs tels que l’angle de vue de l’observateur, le matériau de la pièce, l’épaisseur de la couche anodisée, la brillance de la surface et les conditions d’éclairage.
Chez Weldo, nos ingénieurs de post-traitement demandent parfois aux clients de confirmer d’abord nos échantillons de couleur anodisée. Une fois confirmés, nous procédons à la production en série sur la base du produit précédemment enregistré avec le numéro de série de la carte couleur d’anodisation correspondante ;
Parfois, les clients peuvent demander que nous commencions la production uniquement après avoir reçu leurs échantillons de couleur. Cela nous permet d’ajuster et de confirmer la couleur anodisée dans des conditions identiques. Si vous avez besoin de couleurs anodisées personnalisées, vous pouvez nous fournir à la fois un nuancier Pantone et un échantillon physique pour une comparaison directe. Cette approche garantira une collaboration plus fluide à l’avenir.
En cas d’écarts de couleur, nous retraiterons le matériau en contrôlant strictement le temps de réaction et d’autres paramètres électriques afin d’assurer une livraison dans la plage de tolérance de couleur convenue (puisque les couleurs anodisées ne peuvent pas être 100 % identiques — de légères variations peuvent apparaître sur différentes zones d’une pièce ou entre différentes pièces — respecter la plage de couleur convenue est la solution standard, similaire aux tolérances dimensionnelles).
Comment résoudre les litiges concernant les variations de couleur sur les pièces anodisées
Si vous constatez des variations de couleur importantes à la réception, vous pouvez contacter le fabricant pour une retouche ou un retour. Si la coopération n’est pas satisfaisante, envisagez de collaborer avec des fabricants d’usinage de haute qualité comme Weldo Machining ; choisir des fabricants disposant de capacités de traitement supérieures réduit généralement les complications après-vente. Lors de la réception d’une réclamation pour variation de couleur, nous vérifierons le problème par rapport à l’échantillon conservé et à la vidéo du client. Après confirmation lors d’une réunion, nous pouvons procéder à un retour, une nouvelle production, un remplacement ou un remboursement.

Comment éviter les litiges de transaction concernant l’anodisation
Clarifier les termes du contrat : Le contrat doit spécifier les paramètres du procédé tels que le type d’anodisation, l’épaisseur du film et la couleur, et établir les critères d’acceptation, les étapes de paiement et les exigences de facturation. Il doit également définir les procédures de gestion des manquements au contrat et les normes d’indemnisation.
Améliorer la communication et la confirmation : Lors de la phase de coordination initiale, confirmer l’adéquation des matériaux du produit et des exigences de performance. Avant la production en série, confirmer les
échantillons de nuancier d’anodisation. Les deux parties doivent synchroniser l’avancement en temps réel et négocier rapidement des solutions à tout problème.
Contrôle qualité strict : Le Client (Partie A) et le Fournisseur (Partie B) doivent s’assurer que le substrat répond aux normes d’anodisation. Le Fournisseur doit contrôler strictement les paramètres du processus de production et fournir un rapport d’inspection qualité avec chaque expédition. Le Client doit inspecter et accepter les marchandises conformément aux normes contractuelles.
Conserver les preuves et les enregistrements : Conserver en toute sécurité les documents tels que les contrats et les confirmations d’échantillons. Le Fournisseur doit conserver les enregistrements de production et d’inspection qualité pour la traçabilité, et les deux parties doivent garder trace de toutes les communications pour la résolution des litiges.
Facteurs contribuant aux variations de couleur lors de l’anodisation
1. De légères variations de la couche anodisée peuvent survenir entre différents lots de matières premières métalliques ; cela est acceptable tant que la différence de couleur reste dans la plage autorisée.
2. Variations dans la durée de la réaction d’oxydoréduction ;
Problèmes de réglage des paramètres de courant et de tension ;
Modifications de la concentration de la solution : au fur et à mesure de la réaction, la vitesse de réaction diminue, nécessitant des contrôles réguliers de la concentration de la solution et l’ajout d’ingrédients actifs ;
Des différences dans le matériau et la composition des pièces peuvent également entraîner des variations de couleur même dans la même cellule électrolytique ;
La taille, l’épaisseur et la forme des pièces peuvent provoquer des différences de couleur. Il est nécessaire d’établir des méthodes de traitement appropriées pour les pièces de différentes épaisseurs, tailles et formes afin de garantir que la variation de couleur reste dans des limites acceptables.
3. La forme de la matière première joue également un rôle. Par exemple, lorsque des bobines, des feuilles et des fils en alliage d’aluminium subissent des réactions électrochimiques dans la même cellule électrolytique, les couleurs obtenues diffèrent. Cela suit le même principe que les variations de couleur causées par la forme et l’angle mentionnés ci-dessus.
4. La méthode de scellement utilisée après l’anodisation, ainsi que l’épaisseur et la douceur du film de scellement, influencent également la variation de couleur et la texture :
Le scellement à l’eau bouillante à haute température provoque souvent un aspect blanchâtre, trouble ou un brillant irrégulier sur les pièces teintées ; les pièces anodisées et teintées sont sujettes à la décoloration, au dégorgement de la couleur et à des nuances incohérentes au sein du même lot.
Les solutions de scellement au sel de nickel à température moyenne, en raison d’une concentration, d’un pH et d’une température instables, peuvent rendre les pièces grisâtres, verdâtres ou provoquer un marbrage localisé ; un temps de scellement trop long assombrit la pièce dans son ensemble.
Le scellement à froid à température ambiante entraîne souvent une élévation du taux d’ions fluorure, ce qui peut corroder légèrement le film d’oxyde, entraînant des taches blanches, un marbrage et des tons locaux plus clairs ; un déséquilibre de la formulation provoque des décalages de couleur sur l’ensemble.
Le scellement au chromate présente intrinsèquement une teinte brun-jaune, ce qui fait que les pièces naturelles et teintées apparaissent globalement jaunes, entraînant inévitablement des différences de couleur fixes.
Une épaisseur de revêtement inégale lors du scellement au silane/organique peut provoquer un aspect trouble et des zones claires et foncées irrégulières ; les différences de brillance entraînent directement des variations visuelles de couleur.
Tous les procédés de scellement conventionnels présentent un risque d’induire des variations de couleur lors de l’anodisation, l’eau bouillante, le sel de nickel et le scellement à froid étant les sources les plus courantes de différences de couleur au quotidien. En standardisant les paramètres du bain, en scellant les pièces du même lot à la même température et pendant la même durée, et en utilisant de l’eau pure, l’étendue des variations de couleur peut être considérablement réduite.
À propos de Weldo Machining
Chez Weldo Machining, nous sommes spécialisés dans la fabrication de composants usinés sur mesure depuis plus de 15 ans, avec une expertise couvrant Usinage CNC, la fonderie, la forge, le moulage par injection, extrusion d'aluminium, l’impression 3D, et plus de 50 types de procédés de traitement de surface. Si vous souhaitez en savoir plus sur notre expérience en anodisation ou recherchez un partenaire fiable pour la fabrication sur mesure, veuillez nous contacter.









{kind=link}