

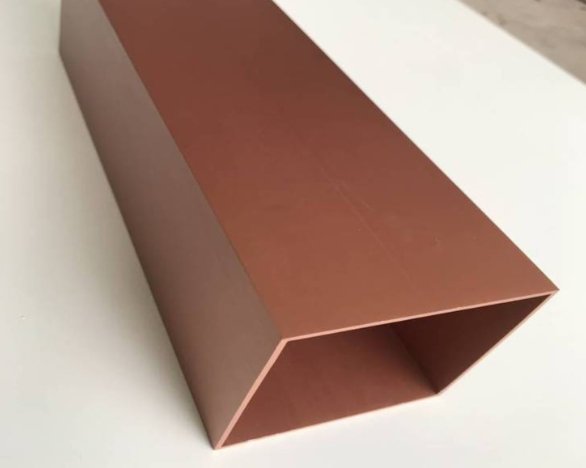
アンティークダークブロンズ カラーアルマイト仕上げ は、単純な表面コーティングや印刷によって実現されるものではありません。このアンティークブロンズ色は、ヴィラや邸宅の金属部品によく見られ、素朴なエレガンスと安定感を演出します。塗料を混合して吹き付ける仕上げもあれば、「ダークブロンズアルマイトカラー」と呼ばれる電解酸化反応によって作られるものもあります。後者の最大の違いは、耐久性が優れていることです。以下に、アルマイト処理の概要を説明します。.
ダークブロンズアルマイトカラーの定義
一見すると、「ダークブロンズアルマイト」はアルマイト処理を施したダークブロンズ素材を指すように思えますが、実際にはアルマイト仕上げの中の特定の色であるダークアンティークブロンズアルマイト仕上げを指します。この仕上げは素朴でヴィンテージ感があり、光に当たっても強い反射を生じません。クラシックなヴィラのアルミ部品(フェンス、階段手すり、ドアや窓など)によく使われる色です。.
ダークブロンズアルマイト皮膜の特性
このブロンズアルマイト皮膜について、その役割や特徴、機能をよりよく理解していただくために、詳細な説明が必要だと考えます。.
外観に関しては、ブロンズアルマイト皮膜は深みがあり均一で安定した色合いを持ち、色あせに強いのが特徴です。ブロンズ色の濃淡は、電解液の濃度や組成、電圧を調整することでコントロールできます。.
物理的特性としては、ブロンズアルマイト皮膜は優れた耐傷性・耐摩耗性を持ち、高い 硬さ. 。皮膜の硬度は450~550HVに達し、純アルミニウムの15~25倍の硬さです。さらに、このブロンズアルマイト皮膜は 6061-T6 アルミニウムの約5.5倍の硬度を持ちます。また、この超薄型の褐色酸化皮膜はある程度の弾性を持ち、軽い曲げや変形でも割れにくい特性があります。表面も比較的滑らかで、マットな見た目に惑わされず、実際には摩擦が低いです。.
化学的安定性に関しては、この酸化皮膜は水分、酸素、酸・アルカリ腐食を効果的に遮断します。また、ブロンズ色アルマイト皮膜の高密度構造と安定した化学特性により、紫外線や温度変化にも強い耐性を示します。.
絶縁特性については、このブロンズ色アルマイト皮膜は高い電気抵抗を持ち、低電圧では絶縁性を保ちます。厚さ1ミクロンごとに約25Vの耐電圧があります。.

ダークブロンズアルマイト仕上げのバリエーション
電解時間、染料濃度、電解液濃度、電流、電圧などが皮膜の色や厚みに影響します。以下は色の分類です:
ライトアンティークブロンズ:通常はシャンパン色やライトブラウンで、酸化反応時間が短く染料濃度が低いことで実現します。これらのライトブラウン金具は、柔らかく穏やかな雰囲気の空間に適しています。.
標準ブロンズ:スズやニッケル塩による酸化で得られ、建築装飾や家具用金物に広く使用されています。.
ディープブロンズ:一般的にブラウンまたはダークブラウンで、アルミ合金などのワークピースの電解着色時間を延長し、染料濃度や電流を上げることで得られます。これらのアクセサリーは質感が際立ち、工芸品や高級装飾(シャンデリアフレームなど)に適しています。.
グラデーション:このタイプのアンティークブロンズは比較的珍しく、見る角度によって色が変化します。酸化電圧や時間を変えたり、ワークピースの浸漬深さを調整することで実現されます。そのため、グラデーションアンティークブロンズ仕上げの製造には人件費が高くなります。.
アルマイト処理の種類
電解液の組成の違いに基づき、以下のように分類されます。.
硫酸アルマイト(タイプII):これは最も一般的に使用される電解着色プロセスです。15%~20%の 硫酸 溶液を用いて5~25μmの酸化皮膜を形成し、優れた硬度、耐摩耗性、耐食性を提供します。代表的なバリエーションにはクリアアルマイトカラーがあり、主にアルミニウム合金のナチュラル仕上げに使用されます。また、皮膜内部の均一な孔構造により顔料粒子を吸収でき、幅広い色彩表現が可能です。このプロセスは、外観と性能が重視される電子部品、自動車、建築、キッチン用品などのアルミ部品に広く利用されています。.
クロム酸アルマイト(タイプI):このプロセスは3%~10%のクロム酸電解液を使用し、2~10μmの薄い皮膜(淡灰色から濃灰色)を形成します。優れた耐食性を持ち、ワークピースの疲労強度への影響が最小限であるため、航空機、艦船、精密機器など高い耐食性が求められる部品に適しています。しかし、クロム酸廃液による環境への重大な影響や処理コストの高さから、現在ではほとんど使用されていません。.
硬質アルマイト(タイプIII):低温・高電流条件下で25~150μmの皮膜を形成し、硬度はHV350~550です。優れた耐摩耗性、耐熱性、電気絶縁性を持ち、重負荷・耐摩耗性が求められる機械部品に適しています。皮膜は緻密で孔が少なく、染色が困難なため、硬質アルマイトの色調は通常グレーやブラックなどの濃色になります。.
シュウ酸アルマイト:シュウ酸を電解液として使用し、10~60μmの酸化皮膜を生成します。自然なオリーブグリーンや黄色の色調を持ち、優れた硬度と絶縁性を有しますが、プロセスが複雑でコストも高いため、主に高い絶縁性や耐摩耗性が求められるアルミ線、帯、精密機器部品に使用されます。.
リン酸アルマイト:15%~30%のリン酸溶液を電解液として使用し、極めて薄く多孔質な酸化皮膜を生成します。主な目的は保護や装飾ではなく、アルミ表面の密着性を向上させ、後工程のコーティング、塗装、接着のための最適な下地を提供することです。主に航空機製造の構造接着や工業用塗装プライマーの前処理などに利用されます。.
セラミックアルマイト:チタン塩を含む電解液を使用するこのプロセスでは、磁器のような光沢、高い硬度、優れた耐摩耗性・耐食性、良好な電気絶縁性を持つ皮膜が得られます。染色も可能で、セラミックに似た質感を持つため、高級キッチン用品や装飾部品など、外観と総合性能が求められる製品に広く使用されています。.
どのような素材がアルマイト処理できるか?
アルマイト処理は主に以下の素材に適しています:
アルミニウム合金
これらは最も一般的にアルマイト処理される素材です。電気化学的処理により、アルミ表面に緻密な酸化アルミニウム(Al₂O₃)層が形成され、耐食性や耐摩耗性が大幅に向上します。また、染色によって多彩な色彩表現も可能で、自動車部品、航空宇宙部品、電子機器筐体、建築装飾など幅広い分野で利用されています。.
チタン合金
チタン合金のアルマイト処理は、光の干渉現象を利用して傷に強い酸化皮膜を形成します。電圧範囲は10~110Vで、ナチュラル透明、ゴールド、ブロンズ、パープル、ブルー、グリーン、オレンジ、虹色など様々な色調のアルマイトチタンが得られます。主に航空宇宙、医療用インプラント(人工股関節や歯科インプラントなど)、高級腕時計などに使用され、優れた生体適合性と耐食性を持ちます。.
、5A03)を含みます。アロダイン処理は、アルミニウム表面にクロメート変換膜を形成し、耐腐食性を向上させ、その後のコーティングの付着性を高めます。
マグネシウム合金はアルマイト処理後、軽量構造部品(自転車フレーム、車両用バッテリーケース、ドローン部品など)に広く使用されます。ただし、マグネシウムは非常に化学反応性が高いため、処理時の電解プロセスパラメータを厳密に管理する必要があります。電解液の組成を調整することで基本色を得ることができ、染料を加えることで他のカラーバリエーションも作成可能です。.
亜鉛合金
亜鉛のアルマイト処理は化学染色と電解染色に分かれます。電解染色はより耐久性が高く長持ちする色を実現し、自動車用ファスナー、建築金物、電子機器筐体などに広く使用されています。ただし、アルミやチタンに比べて酸化皮膜の性能や用途範囲は限定的です。.
アルマイト処理は鉄や鋼などの鉄系金属には適していません。これらの酸化皮膜は電解液中で容易に溶解し、安定した酸化層を形成できないためです。.
アルマイト処理の一般的な色分類
アルマイト処理の一般的な色分類は、主に処理方法、電解液の種類、および染色処理の有無によって決まります。以下は一般的な色のカテゴリーです:
ナチュラルカラー/クリアアルマイト(シルバー・ホワイト/ライトグレー)
アルミニウムやチタンなどの金属表面で、染色されていない、または基本的なアルマイト処理のみが施された場合、金属本来のライトグレーやシルバー・ホワイトの色調が現れます。これは最も一般的な標準色であり、特に色の指定がない工業部品や基本的な防護用途に適しています。.
ブラック アルマイト
ブラックアルマイト仕上げは、優れた耐食性と耐摩耗性を提供します。ほとんどの光を吸収し、効果的に光害を低減します。.
ゴールド/ゴールデンイエロー アルマイト
電解着色や染料の添加によって得られるこの鮮やかな色は、装飾部品、ジュエリーのイヤリング、家電製品などで高級感を演出するためによく使用されます。.
ブルー アルマイト
特定の染色や電解着色プロセスによって得られるこの新鮮な色は、装飾部品、看板、家電製品の外装部品などで視覚的な魅力を高めるためによく使用されます。.

レッド アルマイト
染色や電解着色によって得られるこの鮮やかで目を引く色は、装飾部品、警告表示、家電製品の筐体などによく使用されます。.
グリーン アルマイト
染色や電解着色プロセスによって得られるこの自然な色合いは、装飾部品や環境配慮型製品の要素によく使用されます。.
パープル アルマイト
染色や電解着色によって得られるこの独特な色は、高級装飾部品や美術工芸品によく使用されます。.
グラデーションカラー アルマイト
前述のように、ブロンズグラデーションアルマイトと同様に、電流パラメータや酸化範囲を制御することで色のグラデーションが実現されます。これは高級装飾部品やアートインスタレーションで視覚的な奥行きを高めるためによく使用されます。.
チタン合金のアルマイト処理では、光の干渉現象を利用してグレー、ライトゴールド、ブルー、パープルなど多様な色を生み出すことができます。これらの色は染色を必要とせず、染料を使用しないため顔料粒子の層がなく、得られる酸化皮膜はアルミニウム合金よりも耐候性に優れています。.
以下は表のまとめです:
| 色カテゴリ | アルマイトカラー | 色の特性 | 一般的なアクセサリーと用途シナリオ |
|---|---|---|---|
| 基本的な工業用カラー | ナチュラルカラー(銀白色/ライトグレー) | 金属本来の質感を保ち、シンプルで汎用性が高い | CNC構造部品、機械部品、ヒートシンク、工業用筐体、コネクター |
| 機能的保護カラー | ブラックアルマイト | 優れた耐摩耗性・耐腐食性、光を吸収し反射を抑える | カメラアクセサリー、光学機器筐体、自動車部品、電子機器筐体 |
| 高級装飾カラー | ゴールド/ゴールデンイエローアルマイト | 豪華な外観で強い装飾性を持つ | ジュエリーアクセサリー、イヤリング、時計部品、家電装飾部品 |
| 現代テクノロジーカラー | ブルーアルマイト | 新鮮で現代的、高度な技術感のある視覚効果 | 携帯電話筐体、コンピューターアクセサリー、ブランドサイン、自転車部品 |
| 警告および識別用カラー | 赤色アルマイト | 明るく目立ちやすく、高い視認性 | 安全標識、電子機器筐体、スポーツ用品アクセサリー |
| エコインスパイアカラー | グリーンアルマイト | 自然な見た目で環境にやさしい外観 | 環境配慮型製品部品、アウトドア機器アクセサリー、装飾用部品 |
| アーティスティック&パーソナライズドカラー | パープルアルマイト | ユニークでスタイリッシュ、非常に個性的 | アート装飾、高級クラフト、カスタムジュエリーアクセサリー |
| アーティスティックグラデーションカラー | グラデーションカラーアルマイト | 豊かな色の移り変わりと強い視覚的奥行き | 高級家電、ディスプレイ部品、アートインスタレーション、カスタムブランド製品 |
アルマイト処理における色のばらつきの管理方法
色は単なる二次元の効果ではなく、Pantoneカラーコードを指定するだけでカスタマイズできるものではありません。色の知覚は、観察者の視点、ワークピースの素材、アルマイト皮膜の厚さ、表面の光沢、照明条件などの要素によって影響される三次元から四次元の現象です。.
Weldoでは、後処理エンジニアがお客様にアルマイトカラーサンプルのご確認をお願いする場合があります。ご確認いただいた後、登録済み製品と対応するアルマイトカラーカードのシリアル番号に基づき量産を進めます。;
お客様からカラーサンプル到着後に生産開始をご要望いただく場合もあります。この方法により、同一条件下でアルマイトカラーの調整と確認が可能です。カスタムアルマイトカラーをご希望の場合は、Pantoneカラースウォッチと物理サンプルの両方をご提供いただければ、直接比較が可能です。この方法により、今後の協力がよりスムーズになります。.
色の不一致が発生した場合は、材料を再処理し、反応時間やその他の電気的パラメータを厳密に管理して、合意された色公差範囲内で納品します(アルマイトカラーは100%同一にはならないため、ワークピースの異なる部分や個々のワークピース間でわずかな差異が生じる場合がありますが、合意された色範囲内での納品が標準的な対応となります。これは寸法公差と同様です)。.
アルマイト部品の色のばらつきに関するトラブルの解決方法
受け取り時に大きな色のばらつきが見つかった場合は、メーカーに再加工や返品を依頼できます。協力にご満足いただけない場合は、Weldo Machiningのような高品質な加工メーカーとの提携をご検討ください。高い加工能力を持つメーカーを選ぶことで、アフターサービスのトラブルが減少します。色のばらつきに関するクレームを受けた際は、保管サンプルとお客様の動画記録をもとに問題を確認します。会議で確認後、返品・再製作・代替出荷・返金などの対応が可能です。.

アルマイト処理に関する取引紛争を回避する方法
契約条件の明確化:契約書には、アルマイト処理の種類、膜厚、色などの工程パラメータを明記し、受入基準、支払いのマイルストーン、請求要件を定める必要があります。また、契約違反時の対応手順や補償基準についても記載してください。.
コミュニケーションと確認の強化:初期調整段階では、製品の材料や性能要件の適合性を確認します。量産前には、
アルマイト色見本を確認します。両者は進捗をリアルタイムで同期し、問題が発生した場合は速やかに協議して解決策を模索します。.
厳格な品質管理:発注者(甲)と供給者(乙)は、基材がアルマイト基準を満たしていることを確認しなければなりません。供給者は生産工程パラメータを厳格に管理し、各出荷時に品質検査報告書を提出します。発注者は契約基準に従って製品を検査・受入します。.
証拠と記録の保管:契約書やサンプル確認書などの書類を安全に保管します。供給者は生産記録や品質検査記録を保存し、追跡可能にします。両者はすべてのコミュニケーション記録を保持し、紛争解決に備えます。.
アルマイト処理における色のばらつきの要因
1. 金属原材料の異なるロット間でアルマイト層に若干の差異が生じる場合がありますが、色差が許容範囲内であれば問題ありません。.
2. 酸化還元反応の時間の違い;;
電流や電圧のパラメータ設定の問題;;
溶液濃度の変化:反応が進行するにつれて反応速度が低下するため、溶液濃度を定期的にチェックし、活性成分を追加する必要があります;;
同じ電解槽内でも、ワークの材質や組成の違いによって色のばらつきが生じることがあります;;
ワークのサイズ、厚み、形状によって色差が発生します。厚みやサイズ、形状が異なるワークに対して適切な加工方法を確立し、色のばらつきが許容範囲内に収まるようにする必要があります。.
3. 原材料の形状も影響します。例えば、アルミニウム合金のコイル、板、線材が同じ電解槽で電気化学反応を行うと、得られる色が異なります。これは、前述の形状や角度による色のばらつきと同じ原理です。.
4. アルマイト処理後の封孔方法や封孔膜の厚み・滑らかさも色のばらつきや質感に影響します:
高温沸騰水封孔は、染色ワークが白っぽくなったり、曇ったり、光沢が不均一になることが多く、アルマイト染色部品は色落ちや色移り、同一ロット内で色調の不一致が発生しやすいです。.
中温ニッケル塩封孔液は、濃度やpH、温度が安定しないため、ワークが灰色や緑色になったり、局所的な斑点が生じることがあります。封孔時間を超過すると全体的にワークが濃くなります。.
常温冷封孔では、フッ化物イオン濃度が高くなりやすく、酸化膜がわずかに腐食され、白斑や斑点、局所的な色調の明るさが生じます。配合バランスが崩れると全体的な色調変化が発生します。.
クロメート封孔は元々黄褐色の色調を持ち、自然色や染色部品の両方が全体的に黄色っぽくなり、固定的な色差が必然的に生じます。.
シランや有機シーリングのコーティング厚みの不均一は、曇った外観や光と暗のムラを引き起こすことがあり、光沢の違いが直接的に視覚的な色の変化につながります。.
従来のシーリング工程はすべて、アルマイトの色ムラを引き起こすリスクがあり、沸騰水、ニッケル塩、コールドシーリングが日常的な色の違いの主な原因です。浴槽のパラメータを標準化し、同じバッチの部品を同じ温度・同じ時間でシーリングし、純水を使用することで、色の変化範囲を大幅に減らすことができます。.
Weldo Machiningについて
Weldo Machiningでは、15年以上にわたりカスタム機械加工部品の専門技術を持ち、 CNC加工, 鋳造、鍛造、射出成形、, アルミ押出, 3Dプリント、そして50種類以上の 表面処理工程. に対応しています。弊社のアルマイトプロジェクト経験について詳しく知りたい方や、信頼できるカスタム製造パートナーをお探しの方は、ぜひご連絡ください。 お問い合わせ.









{kind=link}