

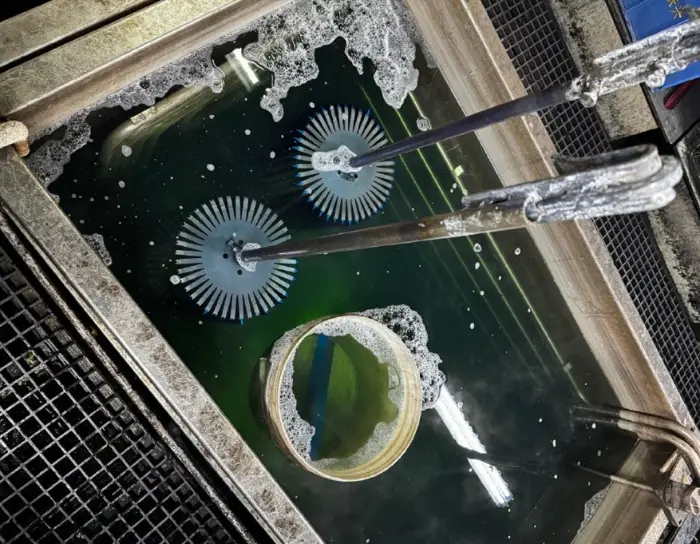
L'antico bronzo scuro finitura colorata anodizzata non si ottiene tramite una semplice verniciatura superficiale o stampa. Spesso vediamo questo colore bronzo antico su componenti metallici in ville e tenute, dove trasmette un senso di eleganza rustica e stabilità. Mentre alcune finiture sono create mescolando e spruzzando vernici, altre sono prodotte tramite una reazione di ossidazione elettrolitica nota come “colore bronzo scuro anodizzato”. La differenza principale è che quest’ultima offre una durata superiore. Di seguito fornirò una panoramica dell’anodizzazione.
Definizione del colore bronzo scuro anodizzato
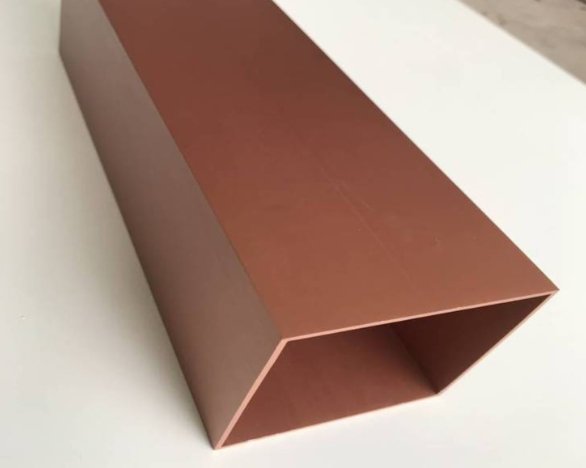
A prima vista, “bronzo scuro anodizzato” potrebbe sembrare riferirsi a un materiale in bronzo scuro che ha subito un processo di anodizzazione; in realtà, descrive una finitura anodizzata color bronzo antico scuro—un colore specifico all’interno della famiglia delle finiture anodizzate. Questa finitura ha un aspetto rustico e vintage e non produce riflessi abbaglianti quando esposta alla luce. È un colore comunemente utilizzato per componenti in alluminio in ville classiche, come recinzioni, corrimano per scale, porte e finestre.
Proprietà del film anodizzato bronzo scuro
Ritengo necessario fornire una spiegazione dettagliata di questo rivestimento anodizzato bronzo per aiutarti a comprenderne meglio il ruolo, le caratteristiche e le funzioni.
Dal punto di vista estetico, il rivestimento anodizzato bronzo presenta un colore profondo, uniforme e stabile, resistente allo sbiadimento. L’intensità della tonalità bronzo può essere regolata controllando la concentrazione e la composizione della soluzione elettrolitica, nonché la tensione.
Dal punto di vista delle proprietà fisiche, il rivestimento anodizzato bronzo offre un’eccellente resistenza ai graffi e all’usura, con elevata durezza. La durezza del rivestimento può raggiungere i 450–550 HV, che è 15–25 volte superiore rispetto all’alluminio puro. Inoltre, questo rivestimento anodizzato bronzo è circa 5,5 volte più duro rispetto 6061-T6 all’alluminio. Inoltre, questo sottilissimo strato di ossido marrone possiede un certo grado di elasticità, rendendolo resistente alle crepe in caso di piccole piegature o deformazioni. La sua superficie è anche relativamente liscia, quindi non lasciarti ingannare dall’aspetto opaco—in realtà ha un basso coefficiente di attrito.
Dal punto di vista della stabilità chimica, questo strato di ossido blocca efficacemente umidità, ossigeno e corrosione acida o basica. Mostra anche una forte resistenza ai raggi UV e alle variazioni di temperatura, grazie alla struttura densa e alle proprietà chimiche stabili del film anodizzato color bronzo.
Per quanto riguarda le proprietà isolanti, questo film anodizzato color bronzo presenta un’elevata resistenza elettrica; non si rompe e non diventa conduttivo a basse tensioni, con ogni micrometro di spessore in grado di sopportare circa 25V.

Disponibile nella finitura bronzo scuro anodizzato
Il tempo di elettrolisi, la concentrazione del colorante, la concentrazione dell’elettrolita, la corrente e la tensione possono tutti influenzare il colore e lo spessore del rivestimento. Di seguito sono riportate le classificazioni dei colori:
Bronzo antico chiaro: Tipicamente color champagne o marrone chiaro, ottenuto tramite un tempo di reazione di ossidazione più breve e una concentrazione di colorante inferiore. Questi accessori metallici marrone chiaro sono adatti per ambienti con un’atmosfera morbida e delicata.
Bronzo standard: Ottenuto tramite ossidazione con sali di stagno o nichel, questa finitura è ampiamente utilizzata nella decorazione architettonica e nell’hardware metallico per mobili.
Bronzo profondo: Si presenta comunemente come marrone o marrone scuro, questa finitura si ottiene prolungando il tempo di colorazione elettrolitica per pezzi come leghe di alluminio, aumentando la concentrazione del colorante e alzando la corrente. Questi accessori presentano una texture marcata e sono adatti per oggetti artigianali e decorazioni di alta gamma (come le strutture dei lampadari).
Gradiente: Questo tipo di bronzo antico è relativamente raro; il colore cambia quando viene osservato da angolazioni diverse. Si ottiene variando la tensione e la durata dell’ossidazione oppure regolando la profondità di immersione del pezzo. Di conseguenza, i costi di manodopera per la produzione di finiture in bronzo antico a gradiente sono più elevati.
Tipi di processo di anodizzazione
In base alle differenze nella composizione dell’elettrolita, li classifichiamo come segue.
Anodizzazione con acido solforico (Tipo II): Questo è il processo di colorazione elettrolitica più comunemente utilizzato. Utilizza una soluzione di acido solforico al 15–20% acido solforico per formare un film di ossido spesso 5–25 μm, offrendo un’eccellente durezza, resistenza all’usura e alla corrosione. Le varianti comuni includono colori anodizzati trasparenti, utilizzati principalmente per l’anodizzazione a finitura naturale delle leghe di alluminio. Inoltre, grazie alla struttura uniforme dei pori all’interno del film, può assorbire particelle di pigmento, consentendo una vasta gamma di colori. Questo processo è ampiamente utilizzato nei componenti in alluminio per elettronica, automotive, edilizia e utensili da cucina, dove sia l’aspetto che le prestazioni sono fondamentali.
Anodizzazione con acido cromico (Tipo I): Questo processo utilizza un elettrolita di acido cromico al 3–10% per formare un film sottile di 2–10 μm che varia dal grigio chiaro al grigio scuro. Offre un’eccellente resistenza alla corrosione e ha un impatto minimo sulla resistenza a fatica del pezzo, rendendolo adatto per parti con elevate esigenze di resistenza alla corrosione, come quelle in aviazione, navi e strumenti di precisione. Tuttavia, a causa dei notevoli rischi ambientali derivanti dai rifiuti di acido cromico e degli elevati costi di trattamento, questo metodo è oggi raramente utilizzato.
Anodizzazione dura (Tipo III): Forma un rivestimento di 25–150 μm in condizioni di bassa temperatura e alta corrente, con una durezza di HV 350–550. Offre un’eccellente resistenza all’usura, al calore e un buon isolamento elettrico, rendendolo adatto a componenti meccanici pesanti e resistenti all’usura. Il rivestimento è denso e con porosità minima, rendendo difficile la colorazione; i colori dell’anodizzazione dura appaiono tipicamente in tonalità scure come grigio e nero.
Anodizzazione con acido ossalico: Utilizzando acido ossalico come elettrolita si produce un film di ossido di 10–60 μm. Presenta tonalità naturali verde oliva o gialle e offre eccellenti proprietà di durezza e isolamento; tuttavia, il processo è complesso e relativamente costoso, quindi viene utilizzato principalmente per fili, nastri e parti di strumenti di precisione in alluminio che richiedono elevato isolamento e resistenza all’usura.
Anodizzazione con acido fosforico: Utilizzando una soluzione di acido fosforico al 15–30% come elettrolita, questo processo produce un film di ossido estremamente sottile e poroso. Il suo scopo principale non è la protezione o la decorazione, ma migliorare l’adesione superficiale sull’alluminio, fornendo un substrato ottimale per successivi rivestimenti, verniciature o incollaggi. È utilizzato principalmente in applicazioni come l’incollaggio strutturale nella produzione aeronautica e il pretrattamento per primer industriali.
Anodizzazione ceramica: Questo processo utilizza un elettrolita contenente sali di titanio. Il rivestimento risultante ha una lucentezza simile alla porcellana, elevata durezza, eccellente resistenza all’usura e alla corrosione, e buon isolamento elettrico. Supporta la colorazione e presenta una texture simile alla ceramica, rendendolo comunemente utilizzato in utensili da cucina di alta gamma, componenti decorativi e altri prodotti che richiedono sia un aspetto estetico che prestazioni complete.
Quali materiali possono essere anodizzati?
L’anodizzazione è principalmente adatta ai seguenti materiali:
Leghe di alluminio
Questi sono i materiali più comunemente anodizzati. Attraverso il trattamento elettrochimico, si forma sulla superficie dell’alluminio uno strato denso di ossido di alluminio (Al₂O₃), migliorando notevolmente la resistenza alla corrosione e all’usura. Il materiale può anche essere colorato per ottenere una varietà di colori, rendendolo ampiamente utilizzato in parti automobilistiche, componenti aerospaziali, involucri di dispositivi elettronici, decorazioni architettoniche e altri settori.
Leghe di titanio
L’anodizzazione delle leghe di titanio utilizza il fenomeno dell’interferenza luminosa per formare un film di ossido resistente ai graffi. L’intervallo di tensione varia da 10 a 110 V, producendo diversi colori di titanio anodizzato, come trasparente naturale, oro, bronzo, viola, blu, verde, arancione e iridescente. È comunemente utilizzato in aerospaziale, impianti medici (come protesi d’anca e impianti dentali) e orologi di alta gamma, offrendo eccellente biocompatibilità e resistenza alla corrosione.
Leghe di Magnesio
Le leghe di magnesio, dopo l’anodizzazione, sono comunemente utilizzate in componenti strutturali leggeri, come telai di biciclette, involucri di batterie per veicoli e parti di droni. Tuttavia, è importante notare che il magnesio è altamente reattivo chimicamente, quindi i parametri del processo elettrolitico devono essere rigorosamente controllati durante il trattamento. I colori di base possono essere ottenuti controllando la composizione dell’elettrolita e possono essere aggiunti coloranti per creare altre combinazioni cromatiche.
Leghe di zinco
L’anodizzazione dello zinco si divide in colorazione chimica e colorazione elettrolitica. La colorazione elettrolitica produce colori più durevoli e resistenti nel tempo ed è comunemente utilizzata per elementi di fissaggio automobilistici, ferramenta per edilizia e involucri elettronici. Tuttavia, rispetto all’alluminio e al titanio, le prestazioni e il campo di applicazione del suo film di ossido sono relativamente limitati.
Va notato che l’anodizzazione non è adatta per metalli ferrosi come ferro e acciaio, poiché i loro film di ossido si dissolvono facilmente nell’elettrolita e non possono formare uno strato di ossido stabile.
Categorie di Colori Comuni per l’Anodizzazione
Le classificazioni comuni dei colori per l’anodizzazione dipendono principalmente dal tipo di processo, dal sistema elettrolitico e dall’eventuale applicazione di un trattamento di colorazione. Di seguito sono riportate le categorie di colore più comuni:
Colore Naturale/Anodizzato Trasparente (Argento-Bianco/Grigio Chiaro)
Le superfici di metalli come alluminio e titanio che non sono state colorate o che hanno subito solo un’anodizzazione di base presentano la tipica tonalità grigio chiaro o argento-bianco del metallo. Questo è il colore predefinito più comune ed è adatto per componenti industriali senza specifiche esigenze cromatiche o per applicazioni protettive di base.
Nero anodizzato
Le finiture anodizzate nere offrono un’eccellente resistenza alla corrosione e all’usura. Assorbono la maggior parte della luce, riducendo efficacemente l’inquinamento luminoso.
Oro/Giallo Dorato anodizzato
Ottenuto tramite colorazione elettrolitica o aggiunta di coloranti, questo colore vivace è comunemente utilizzato per componenti decorativi, orecchini di gioielleria ed elettronica di consumo per valorizzare un’estetica di pregio.
Blu anodizzato
Ottenuto tramite specifici processi di colorazione o colorazione elettrolitica, questo colore fresco è spesso utilizzato per componenti decorativi, segnaletica e parti esterne di elettronica di consumo per aumentare l’attrattiva visiva.

Rosso anodizzato
Ottenuto tramite colorazione o colorazione elettrolitica, questo colore vivace e accattivante è comunemente utilizzato per componenti decorativi, segnali di avvertimento e involucri di elettronica di consumo.
Verde anodizzato
Ottenuto tramite processi di colorazione o colorazione elettrolitica, questo colore dall’aspetto naturale è frequentemente utilizzato per componenti decorativi ed elementi di prodotti ecologici.
Viola anodizzato
Ottenuto tramite colorazione o colorazione elettrolitica, questo colore unico è spesso utilizzato per componenti decorativi di alta gamma e oggetti d’arte.
Colori Sfumati anodizzato
Come accennato in precedenza, simile all’anodizzazione sfumata bronzo, le sfumature di colore si ottengono controllando i parametri della corrente elettrica e le aree di ossidazione. Questo è comunemente utilizzato per componenti decorativi di alta gamma e installazioni artistiche per aumentare la profondità visiva.
Si segnala che l’anodizzazione delle leghe di titanio può sfruttare il fenomeno dell’interferenza luminosa per produrre una varietà di colori, tra cui grigio, oro chiaro, blu e viola. Questi colori si ottengono senza colorazione; poiché non sono necessari coloranti, non vi è uno strato di particelle di pigmento e lo strato di ossido risultante è più resistente agli agenti atmosferici rispetto a quello delle leghe di alluminio.
Ecco un riepilogo della tabella:
| Categoria di Colore | Colore Anodizzato | Caratteristiche del Colore | Accessori Comuni e Scenari di Applicazione |
|---|---|---|---|
| Colori Industriali di Base | Colore Naturale (Argento-Bianco / Grigio Chiaro) | Mantiene l'aspetto metallico naturale, semplice e versatile | Parti strutturali CNC, componenti meccanici, dissipatori di calore, involucri industriali, connettori |
| Colori Protettivi Funzionali | Anodizzato Nero | Eccellente resistenza all'usura e alla corrosione, assorbe la luce e riduce i riflessi | Accessori per fotocamere, involucri per strumenti ottici, parti automobilistiche, custodie elettroniche |
| Colori Decorativi di Pregio | Anodizzato Oro / Giallo Dorato | Aspetto lussuoso con forte impatto decorativo | Accessori per gioielli, orecchini, componenti per orologi, parti di rifinitura per elettronica di consumo |
| Colori della Tecnologia Moderna | Anodizzato Blu | Effetto visivo fresco, moderno e high-tech | Involucri per telefoni, accessori per computer, insegne di marca, componenti per biciclette |
| Colori di avvertimento e identificazione | Anodizzato rosso | Luminoso, accattivante, altamente visibile | Segnaletica di sicurezza, involucri di dispositivi elettronici, accessori per attrezzature sportive |
| Colori ispirati alla natura | Anodizzato verde | Aspetto naturale ed ecologico | Componenti di prodotto ecologici, accessori per attrezzature da esterno, componenti decorativi |
| Colori artistici e personalizzati | Anodizzato viola | Unico, elegante e altamente distintivo | Decorazioni artistiche, oggetti d’arte di pregio, accessori per gioielli personalizzati |
| Colori sfumati artistici | Anodizzato a colori sfumati | Transizioni cromatiche ricche con forte profondità visiva | Elettronica di consumo di alta gamma, componenti per esposizione, installazioni artistiche, prodotti personalizzati con marchio |
Come controllare le variazioni di colore nell’anodizzazione
Poiché il colore non è semplicemente un effetto bidimensionale, non può essere personalizzato semplicemente fornendo un codice colore Pantone. La percezione del colore è un fenomeno tridimensionale o quadrimensionale influenzato da fattori come l’angolo di osservazione, il materiale del pezzo, lo spessore del rivestimento anodizzato, la lucentezza superficiale e le condizioni di illuminazione.
Da Weldo, i nostri ingegneri di post-trattamento a volte chiedono ai clienti di confermare prima i nostri campioni di colore anodizzato. Una volta confermati, procediamo con la produzione di massa in base al prodotto precedentemente registrato con il relativo numero di serie della scheda colore anodizzata;
A volte i clienti possono richiedere di iniziare la produzione solo dopo aver ricevuto i loro campioni di colore. Questo ci permette di regolare e confermare il colore anodizzato nelle stesse condizioni. Se hai bisogno di colori anodizzati personalizzati, puoi fornirci sia una mazzetta Pantone che un campione fisico per un confronto diretto. Questo approccio garantirà una collaborazione più fluida in futuro.
Se si verificano discrepanze di colore, rielaboreremo il materiale, controllando rigorosamente il tempo di reazione e altri parametri elettrici per garantire la consegna entro la tolleranza cromatica concordata (poiché i colori anodizzati non possono essere identici al 100%—possono verificarsi leggere variazioni tra diverse aree di un pezzo o tra pezzi singoli—l’evasione dell’ordine entro la gamma cromatica concordata è la soluzione standard, simile alle tolleranze dimensionali).
Come risolvere le controversie sulle variazioni di colore nei pezzi anodizzati
Se riscontri variazioni di colore significative al ricevimento, puoi contattare il produttore per una rilavorazione o un reso. Se la collaborazione non è soddisfacente, valuta la possibilità di collaborare con produttori di lavorazioni di alta qualità come Weldo Machining; scegliere produttori con capacità di lavorazione di livello superiore generalmente riduce le complicazioni post-vendita. Al ricevimento di un reclamo per variazione di colore, verificheremo il problema rispetto al campione conservato e al video del cliente. Dopo la conferma tramite riunione, possiamo procedere con un reso, una nuova produzione, una spedizione sostitutiva o un rimborso.

Come Evitare Controversie sulle Transazioni Relative all’Anodizzazione
Chiarire i Termini Contrattuali: Il contratto deve specificare i parametri di processo come il tipo di anodizzazione, lo spessore del film e il colore, e stabilire i criteri di accettazione, le scadenze di pagamento e i requisiti di fatturazione. Deve inoltre delineare le procedure per la gestione delle violazioni contrattuali e gli standard per il risarcimento.
Migliorare la Comunicazione e la Conferma: Durante la fase iniziale di coordinamento, confermare l’idoneità dei materiali del prodotto e i requisiti prestazionali. Prima della produzione di massa, confermare i
campioni della tabella colori per l’anodizzazione. Entrambe le parti devono sincronizzare i progressi in tempo reale e negoziare tempestivamente soluzioni a eventuali problemi.
Controllo Qualità Rigoroso: Il Cliente (Parte A) e il Fornitore (Parte B) devono garantire che il substrato soddisfi gli standard di anodizzazione. Il Fornitore deve controllare rigorosamente i parametri del processo produttivo e fornire un rapporto di ispezione qualità con ogni spedizione. Il Cliente deve ispezionare e accettare la merce secondo gli standard contrattuali.
Conservare Prove e Registrazioni: Conservare in modo sicuro documenti come contratti e conferme dei campioni. Il Fornitore deve conservare i registri di produzione e ispezione qualità per la tracciabilità, ed entrambe le parti devono mantenere i registri di tutte le comunicazioni per la risoluzione delle controversie.
Fattori che Contribuiscono alle Variazioni di Colore nell’Anodizzazione
1. Lievi variazioni nello strato anodizzato possono verificarsi tra diversi lotti di materie prime metalliche; ciò è accettabile purché la differenza di colore rimanga entro il range consentito.
2. Variazioni nella durata della reazione di ossido-riduzione;
Problemi con le impostazioni dei parametri di corrente e tensione;
Variazioni nella concentrazione della soluzione: con il progredire della reazione, la velocità di reazione diminuisce, richiedendo controlli regolari della concentrazione della soluzione e l’aggiunta di ingredienti attivi;
Differenze nel materiale e nella composizione dei pezzi possono anche causare variazioni di colore anche all’interno della stessa cella elettrolitica;
La dimensione, lo spessore e la forma dei pezzi possono causare differenze di colore. È necessario stabilire metodi di lavorazione appropriati per pezzi di diverso spessore, dimensione e forma per garantire che la variazione di colore rimanga entro limiti accettabili.
3. Anche la forma della materia prima gioca un ruolo. Ad esempio, quando bobine, lamiere e fili in lega di alluminio subiscono reazioni elettrochimiche nella stessa cella elettrolitica, i colori risultanti saranno diversi. Questo segue lo stesso principio delle variazioni di colore causate da forma e angolazione menzionate sopra.
4. Anche il metodo di sigillatura utilizzato dopo l’anodizzazione, così come lo spessore e la levigatezza del film di sigillatura, influenzano la variazione di colore e la texture:
La sigillatura in acqua bollente ad alta temperatura spesso fa apparire i pezzi tinti biancastri, opachi o con lucentezza non uniforme; le parti anodizzate tinte sono soggette a scolorimento, perdita di colore e tonalità incoerenti all’interno dello stesso lotto.
Le soluzioni di sigillatura a base di sali di nichel a media temperatura, a causa della concentrazione, del pH e della temperatura instabili, possono far apparire i pezzi grigiastri, verdastri o sviluppare macchie localizzate; superare il tempo di sigillatura farà sì che il pezzo diventi più scuro nel complesso.
La sigillatura a freddo a temperatura ambiente spesso comporta livelli elevati di ioni fluoruro, che possono corrodere leggermente il film di ossido, causando macchie bianche, maculature e toni locali più chiari; uno squilibrio nella formulazione provoca spostamenti complessivi del colore.
La sigillatura al cromato ha intrinsecamente una tonalità giallo-marrone, facendo apparire sia le parti naturali che quelle tinte complessivamente gialle, con conseguenti differenze di colore fisse inevitabili.
Uno spessore irregolare del rivestimento nella sigillatura al silano/organica può causare un aspetto opaco e aree chiare e scure non uniformi; le differenze di lucentezza portano direttamente a variazioni visive del colore.
Tutti i processi di sigillatura convenzionali comportano il rischio di indurre variazioni di colore nell'anodizzazione, con acqua bollente, sali di nichel e sigillatura a freddo che rappresentano le fonti più comuni di discrepanze cromatiche quotidiane. Standardizzando i parametri del bagno, sigillando i pezzi della stessa partita alla stessa temperatura e per la stessa durata, e utilizzando acqua pura, la gamma di variazioni di colore può essere significativamente ridotta.
Informazioni su Weldo Machining
Presso Weldo Machining, siamo specializzati nella produzione di componenti lavorati su misura da oltre 15 anni, con competenze che spaziano Lavorazione CNC, pressofusione, forgiatura, stampaggio a iniezione, estrusione di alluminio, stampa 3D e oltre 50 tipi di processi di trattamento superficiale. Se desideri saperne di più sulla nostra esperienza nei progetti di anodizzazione o stai cercando un partner affidabile per la produzione su misura, ti preghiamo di contattateci.









{kind=link}