
射出成形:

プロフェッショナルで効率的な射出成形ソリューションと正確な見積もりをお探しですか?専用の生産計画をカスタマイズするために、今すぐお問い合わせください!
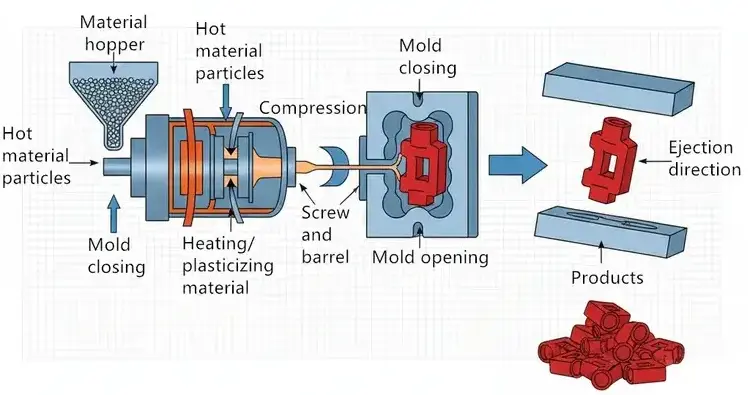
射出成形とは?
射出成形は、溶融材料(プラスチック、金属、複合材料)を高圧下で金型キャビティに注入し、その後冷却して固化させることにより、製品を特定の形状に成形する製造プロセスである。この技術は、高い自動化レベル、高い材料利用率(最大95%)、優れた製品の一貫性を特徴とし、大量生産、高精度、複雑な形状の部品を製造するために広く使用されています。
射出成形加工用素材
射出成形加工は、様々なプラスチックや特定の金属材料の加工に広く適用され、複雑な形状の高品質部品を効率的かつ正確に製造することができます。以下は射出成形によく使用される材料です:
金属材料:
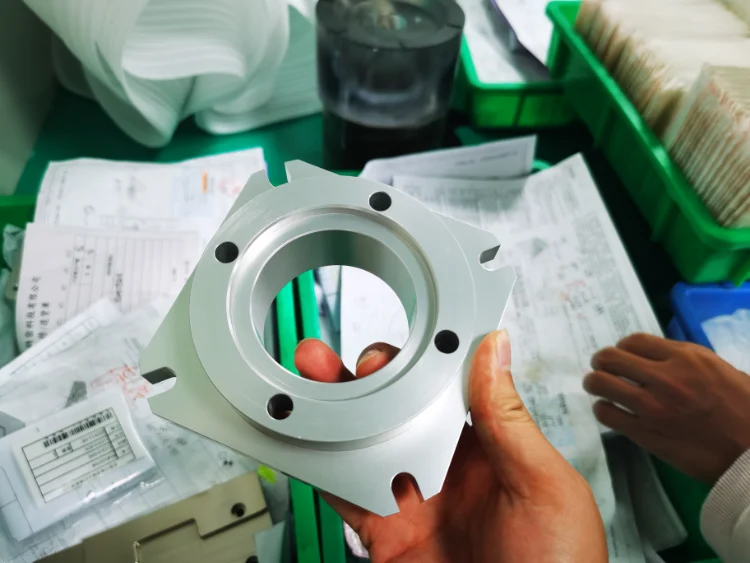
アルミニウム
アルミニウムは、最も一般的に使用される精密機械加工部品である。密度が低く、質感が硬く、柔らかい素材である。耐食性に優れているため、航空宇宙、バイオニックボーン、自動車部品製造に広く使用されている。
カラー :シルバー
種類 :アルミニウム6061、7075、2024、5052、6063およびMIC-6。
表面仕上げ :研磨、ブラッシング、サンドブラスト、クロムメッキ、陽極酸化、電気メッキ、パウダーコーティング、レーザーエッチング。
納期 :1-5日

ステンレス
ステンレス鋼は強い耐食性を持ち、表面は滑らかでお手入れが簡単です。主に厨房機器部品、医療機器、建材、建築、自動車部品などに使用されている。
カラー :シルバー
種類 :Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
表面仕上げ :研磨、ブラッシング、サンドブラスト、電気めっき、溶射、PVD(物理蒸着)、不動態化、酸洗、着色。
納期 2-5日。

スチール
鉄に炭素(通常0.1%~1.7%)と他の合金元素(クロム、ニッケル、マンガンなど)を合金化したもの。組成や熱処理工程の調整により、高強度、高靭性、耐摩耗性、耐食性など多様な特性を得ることができる。ボルト、シャフト、ギア、ドリルビット、フライスカッター、旋削工具などの部品の製造に適しており、エンジンバルブやタービンブレードの製造にも頻繁に使用されている。
カラー :シルバー .
種類 :Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
表面仕上げ:サンドブラスト、鏡面仕上げ、PVDコーティング、ブラッシュ仕上げ、スプレーコーティング、電気メッキ。
納期 :1-5日
プラスチック材料:

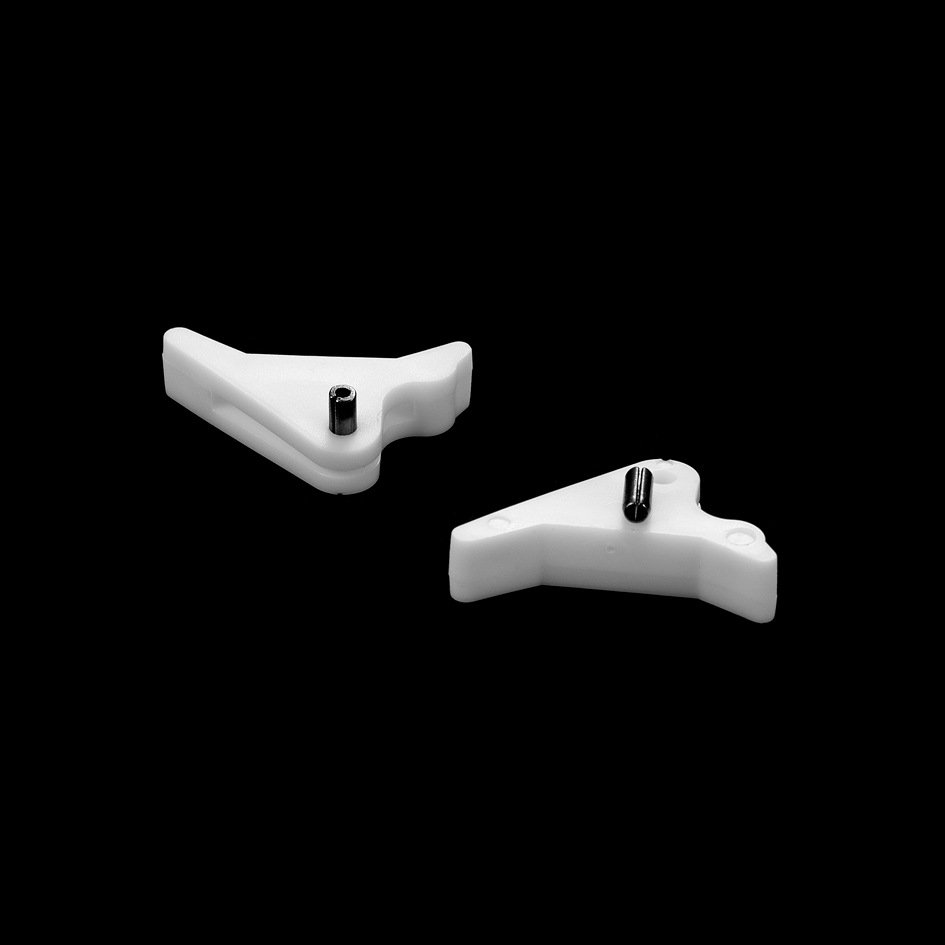
ABS
アクリロニトリルの剛性、ブタジエンの靭性、スチレンの加工性を併せ持ち、優れた耐衝撃性(低温でも靭性を維持)とバランスのとれた硬度・剛性を兼ね備えています。適度な荷重がかかる精密部品に適しており、電子・電気筐体、自動車用ダクト、内装トリム部品、外装トリム部品などの精密部品の製造に最適です。
カラー :ベージュ、ブラック
種類 :汎用、難燃、耐熱、耐衝撃、透明(MBS)、充填変性、合金化、機能化ABS。
表面仕上げ:スプレーコーティング、電気メッキ、スクリーン印刷、レーザー彫刻、ホットスタンピング、真空コーティング、水転写印刷、サンドブラスト、指紋防止コーティング。
納期 :1-5日
PC
CNC精密加工(切断、穴あけ)に最適な、高い靭性(低温弾性)と剛性を持つ高性能熱可塑性プラスチック。アクリルより軽く、耐クリープ性、高周波絶縁性に優れ、耐応力絶縁部品に適している。溶融によるリサイクルにより環境に優しく、電子機器のケーシング、分光計マウント、ヒートシンクに使用される。
カラー 白か黒。
種類 :一般機械加工/難燃性/強化/ブレンドPC.
表面仕上げ: 研磨、焼入れ、溶射、レーザー彫刻、電気メッキ、ホットスタンプ。
納期 :1-5日

PA
PA(ポリアミド、ナイロン)は、62~85MPaの引張強度、低摩擦係数、優れた耐熱性を示す。主にギアやベアリングなどの高荷重構造部品に使用され、自動車部品、家電製品、産業機械部品の製造を容易にしている。
カラー :カラー。
種類 :PA6、PA66、PA6T、PA9T。
表面仕上げ:機械研磨、酸/アルカリエッチング、加水分解技術、コーティング。
納期 :1-5日

PE
PE(ポリエチレン)は、融点の低い熱可塑性材料です。加工中、付着物を防ぐために工具の温度を制御する必要があり、その結果、滑らかでバリのない表面が得られます。低摩擦で自己潤滑性があるため、摺動/回転する部品に適しています。ほとんどの酸、アルカリ、塩、有機溶剤に耐性があるが、芳香族炭化水素やハロゲン化炭化水素には溶ける。一般的な用途としては、食品容器、ゴミ箱、玩具などがある。
カラー ブラック、ホワイト、カラー
種類 :ldpe、hdpe、umwpe、pex、pex-a、pex-b。
表面仕上げ:研磨、サンドブラスト、コーティング、エッチング。
納期 :1-5日

覗き見
PEEK(ポリエーテルエーテルケトン)は、高強度、高融点、低摩擦係数を特徴とする半結晶性の特殊エンジニアリングプラスチックです。耐薬品性に優れ、航空宇宙構造部品、高温部品、内視鏡やハンドルなどの医療機器に適しています。
カラー :ベージュ、ブラック
種類 :CF-PEEK、GF-PEEK、カーボンブラック/セラミック/PTFE/グラファイトフィラー入りPEEK。
表面仕上げ:サンドブラスト、研磨、金属コーティング、ポリマーコーティング。
納期 :1-5日

PP
PP(ポリプロピレン)は半結晶性の熱可塑性プラスチックで、融点は約130~160℃。優れた加工流動性を示す。CNC加工では、温度管理が不可欠です(推奨範囲:200~230℃)。繰り返し曲げ加工に適している。材料の特性に合わせた工具選択が必要。主に容器、コネクター、構造部品に使用される。
カラー ブラック、ホワイト、カラー
種類 :pp-h、pp-b、pp-r、hipp.
表面仕上げ:研磨、サンドブラスト、コーティング。
納期 :1-5日
射出成形能力
| 項目 | 仕様 |
|---|---|
| ポジショニング精度 | ±0.01mm |
| 繰り返し測位精度 | ≤0.005mm |
| 最大注入量 | 50-5000g |
| 最大モールドストローク | 500-1200mm |
| 金型サイズ | 400-1800mm |
| 寸法公差コントロール | ±0.05mm(一般部品)、±0.01mm(精密部品) |
| 成形用最小肉厚 | 0.3mm(PC素材)、0.5mm(ABS素材) |
| 表面品質 | Ra0.02μmまでの鏡面研磨、テクスチャー加工分解能50μm |
射出成形ガイド
| 欠陥の種類 | 発生率 | 根本原因 | 改善策 | 効果 |
|---|---|---|---|---|
| 反りと変形 | 3.20% | 不均一な冷却 | 冷却水経路の最適化、15%の高圧化 | 0.8%に低減 |
| 収縮マーク | 2.50% | 保持圧不足 | 保圧時間を延長し、メルト温度を5℃上げる | 0.5%に低減 |
| フラッシュ | 1.80% | ロック力不足 | 予測される製品面積に基づいて最小ロック力を計算する | 0.3%に低減 |
射出成形の利点
生産効率:
一方、多数個取りの金型では、100個以上の部品を一度に成形することができ、年間生産量が数百万個に達する大規模生産に適している。
デザインの柔軟性:
複雑な構造(中空部、薄肉部、埋め込みインサートなど)の成形が可能で、最小肉厚は0.2mm(マイクロインジェクション技術)。
素材の多様性:
プラスチック、金属、セラミックを含むマルチマテリアル成形に対応。コ・インジェクションにより、軟質材料と硬質材料を組み合わせた複合部品が可能(例:ゴム製グリップ+プラスチック製ハウジング)。
コストメリット:
大量生産では3Dプリンティングより80%低い単価を実現。金属射出成形(MIM)は組立工程を削減し、総コストを30%以上削減します。
射出成形部品の用途
自動車産業
主要部品ダッシュボードフレーム(PC/ABS合金)、バッテリーハウジング(PA6+ガラス繊維強化)、軽量構造部品(マグネシウム合金MIM)
医療機器
代表的な製品インスリンペンシルシェル(PC)、手術器具プライヤーヘッド(17-4PHステンレスMIM)
コンシューマー・エレクトロニクス
代表的な製品スマートフォンミッドフレーム(アルミ合金ダイカスト+射出成形)、VRヘッドセットハウジング(PC/PMMAコンポジット)
航空宇宙
用途例衛星ブラケット(チタン合金MIM)、キャビン内装部品(PEEK射出成形)
射出成形のよくある質問
射出成形金型のコスト範囲は?
金型のコストは複雑さと材料によって異なります。単純なプラスチック金型は約$1,000~$20,000であるのに対し、高精度のマルチキャビティ金型は$100,000~$500,000に達する。金属射出成形(MIM)金型は、より高い精度が要求されるため、一般的に30%から50%の追加コストが発生する。
経済的に実行可能な最小バッチサイズは?
プラスチック射出成形は年間生産数が10,000個以上の場合に適しており、金属MIMは50,000個以上の場合に適している。小ロット生産(1,000個未満)の場合は、3Dプリンターまたはシリコン型鋳造をお勧めします。
射出成形部品の反りや変形に対処するには?
3つの手段でコントロールする:
金型冷却システムの最適化(温度差5℃以下)
保圧補正の実施(射出圧力80%での保圧)
低収縮の材料を選択する(例えば、20%のガラス繊維強化材を使用したPA66、収縮率は0.3%で制御可能)。
金属射出成形(MIM)と従来の鍛造との違いは?
MIMは複雑形状の小型部品(重量<100g)に適しており、95%の材料利用が可能である。鍛造は大型構造部品(例:自動車用クランクシャフト)に適しているが、最大40%の材料廃棄が発生する。MIM部品は鍛造品に近い機械的特性を示します(引張強さの差は5%未満)。
