

多くの機械加工部品には、使用時の硬度や靭性といった物性に関する一定の要件が課されています。これら2つの物性パラメータは負の相関関係にあります。つまり、材料の硬度が比較的高い場合、その靭性は通常低くなり、靭性が高い場合、その強度は一般的に低くなります。 部品の安全な使用を確保し、完全な脆性破壊や亀裂を回避するために、通常、部品の内部および外部の強度と靭性は管理されます。表面の硬度は内部と同じにしてはなりません。これは、金属表面の硬化処理がいかに重要かを示しています。以下では、金属表面の硬化処理について簡単に紹介します。.

表面硬化とは
表面硬化とは、材料内部の靭性や強度を維持しつつ、物理的、化学的、あるいは機械的な手法を用いて、材料表面層の硬度、耐摩耗性、耐食性、およびその他の特性を向上させる加工技術である。.
機械加工や金属部品の製造において、多くのワークピースは「全体が硬い」必要はありません。実際に摩擦、摩耗、接触疲労に耐える必要があるのは、多くの場合、他の部品と接触する最外層の部分だけです。そのため、部品の作動部分の耐摩耗性を向上させるために、表面硬化処理を行うことがよくあります。.
例えば、歯車、ガイドレール、軸受座、駆動軸、カム、金型表面などの部品は、動作中に絶えず摺動、転動、または衝撃による接触を受けます。部品全体を非常に硬くすると耐摩耗性は向上しますが、部品の全体的な靭性は低下します。 衝撃荷重や交番荷重が加わると、部品にひび割れが生じたり、場合によっては部品全体が破断したりする可能性が高くなり、機械や設備に回復不可能な損害をもたらすことになります。.
表面硬化の主な目的は、部品の表面を十分な硬度と耐摩耗性を備えつつ、内部には良好な靭性と耐衝撃性を維持させることにある。.
簡単に言えば:
硬質表面:耐摩耗性、耐疲労性、および耐用年数を向上させます;;
強靭な内部構造:部品の内部耐衝撃性を向上させ、完全な脆性破壊を防ぐ;;
微小変形:全体焼入れと比較して、寸法精度が要求される精密部品に適しています;;
より合理的なコスト:重要な加工箇所のみを補強するため、ワーク全体を高強度で処理する必要がありません。.
これが、多くの高性能金属部品が全体焼入れではなく、表面硬化処理が施される理由でもあります。.
なぜ金属の加工品は通常、表面硬化処理しか行われないのでしょうか?
金属の被加工物が表面硬化処理のみが行われる主な理由は、以下の3つである。.
1. 摩耗は通常、表面で生じます
機械部品が動作する際、他の部品と実際に接触し、摩擦を受け、摩耗するのは表面層である。.
例えば、歯車が噛み合う場合、摩耗は主に歯面に生じます。ガイドレールが滑る場合、摩耗は主に接触面に集中します。軸部品が荷重を受ける場合、疲労亀裂も表面から発生することがよくあります。.
したがって、表面層を十分に硬く処理すれば、部品の耐摩耗性は大幅に向上させることができる。.
2. 内野は強さを維持する必要がある
部品全体を硬化させると、材料の脆さが増します。衝撃、トルク、あるいは繰り返しの荷重に耐える部品の場合、全体的な硬度が高すぎると、かえって破損のリスクが生じる可能性があります。.
表面硬化により、被加工物に「外側は硬く、内側は靭い」組織を形成させることができます:
外層は耐摩耗性を担い、内層は荷重支持と衝撃吸収を担っています;;
単に高硬度を追求するよりも、全体的な性能がより安定している。.
これは、歯車、シャフト、ピン、トランスミッション部品、および金型部品にとって非常に重要です。.
3. 熱処理による変形を低減できる
焼入れを行うと、ワーク全体が急激な加熱と冷却を受けるため、変形、割れ、残留応力が生じやすくなります。.
表面硬化処理は、表面の浅い部分の硬度を高めるだけであり、熱影響域も小さいため、精密部品や、その後の機械加工の余裕が限られているワークピースに適しています。.
CNC加工部品の場合、表面硬化処理を行うことで、その後の修正加工の負担を軽減し、寸法安定性を向上させることができます。.
表面硬化処理の種類
硬化の原理や加熱方法の違いにより、一般的な表面硬化法には主に、火炎焼入れ、高周波焼入れ、レーザー焼入れ、浸炭焼入れ、窒化焼入れの5種類がある。.
その中でも、火炎焼入れ、高周波焼入れ、レーザー焼入れは主に表面焼入れプロセスに分類され、浸炭および窒化は化学熱処理プロセスに分類される。.
1. 炎焼き:伝統的でシンプルだが、制御が難しい
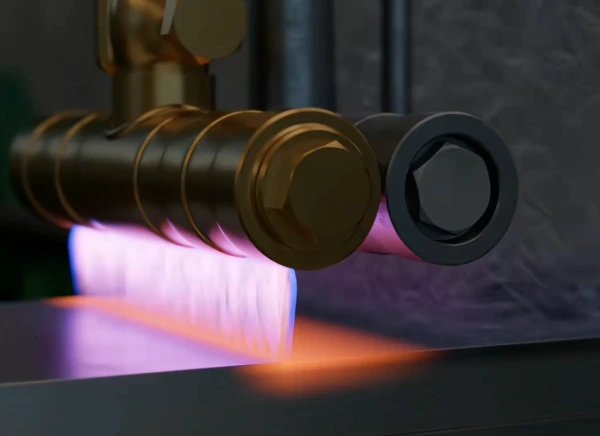
火炎焼入れは、古くからある表面硬化法である。通常、酸素アセチレン炎やその他の高温炎を用いて金属ワークの表面を急速に加熱し、その後、水噴霧や散水によって直ちに冷却する。.
鋼製部品の表面をオーステナイト化温度まで加熱した後、急冷することで、表面組織がマルテンサイトへと変化する。.
マルテンサイトは高硬度の微細組織であり、火炎焼入れ後に被加工物の表面が硬くなる原因でもあります。この点は、高倍率顕微鏡下での金属組織の変化を通じて確認することができます。.
火炎焼入れの利点
その工程は簡単で、設備コストも比較的低く抑えられます;;
大型部品や局所的な部分の硬化に適しています;;
ワークのサイズに関する制限が少なく;;
歯車、ガイドレール、シャフト部品などに使用できます。.
火焼き硬化の欠点
火焼き硬化の最大の問題点は、熱を正確に制御することが難しいことである。.
火炎加熱の範囲は比較的広いです。操作が不安定な場合、硬化させるべき箇所では硬度が不足し、硬化させるべきでない箇所では過熱してしまう可能性があります。.
小型の歯車、細長い軸、薄肉部品の場合、炎熱が内部に容易に伝わり、断面全体が加熱されてしまい、「表面のみを硬化させる」という本来の目的が達成できなくなります。“
さらに、火炎焼入れを行うと、次のような問題が生じる可能性があります:ワークの変形、表面の酸化、焼入れ層の深さの不均一、およびその後の研削や修正加工が必要になること。.
なお、火入れ後に焼戻しが必要かどうかは、材料、要求される硬度、および部品の使用条件によって異なります。一部の応力負荷の高い部品については、通常、焼入れ応力を低減し、その後の仕上げ加工時の割れリスクを軽減するために、低温焼戻しが行われます。.
2. 高周波焼入れ:大量生産に適した効率的な表面硬化法
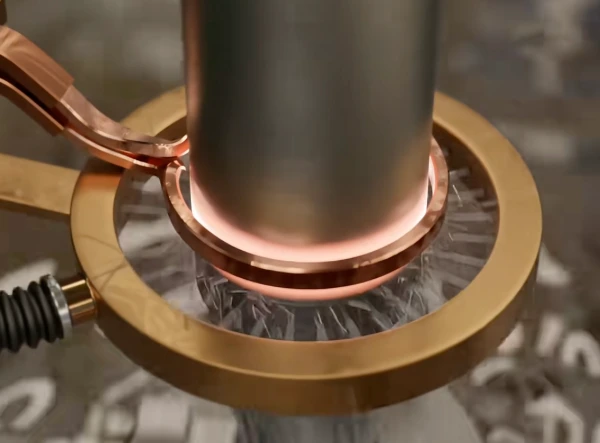
高周波焼入れは、より近代的で制御性の高い表面硬化処理法です。この方法では、加熱に直火を使用せず、高周波または中周波の交流電流を用いてコイル内に交流磁場を発生させます。.
金属製のワークピースが交番磁場中に置かれると、その表面に渦電流が発生します。この渦電流によって金属内部で抵抗発熱が生じ、ワークピースの表面層が急速に加熱されます。その後、水噴霧や水吹き付けによって冷却することで、金属部品の表面に高硬度のマルテンサイト組織が形成されます。.
なぜ高周波焼入れでは表面しか加熱できないのか?
高周波焼入れの鍵となるのは「表皮効果」です。“
交流の周波数が高いほど、電流は被加工物の表面に集中し、加熱深さは浅くなります。一方、周波数が低いほど、電流の浸透が深くなり、硬化層も深くなります。.
したがって、高周波焼入れでは、周波数、出力、および加熱時間を調整することで、焼入れ層の深さを制御することができます。.
高周波焼入れの利点
急速加熱;;
硬化層の深さを制御可能;;
ワークの変形が小さい;;
表面の酸化が少ない;;
自動化が容易;;
大量生産に非常に適しています。.
高周波焼入れの欠点
高周波焼入れ装置のコストは比較的高く、部品の形状に合わせて適切な高周波コイルを事前に設計する必要があります。.
形状が複雑な部品や小ロットの部品の場合、金型の設計や調整にかかるコストが比較的高くなる可能性があります。.
しかし、加工の需要と工程が安定すれば、高周波焼入れは優れた生産効率と安定性を発揮します。.
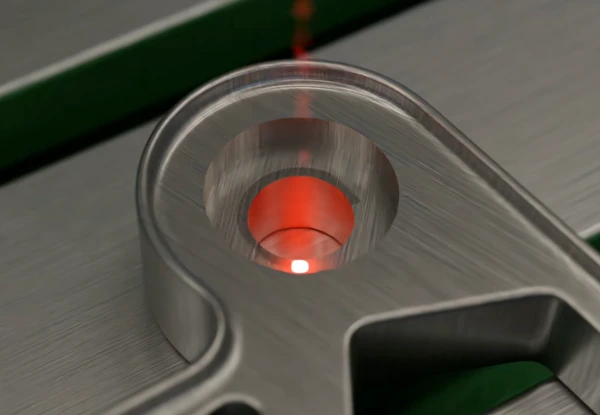
3. レーザー表面硬化:高精度な局所硬化に適している
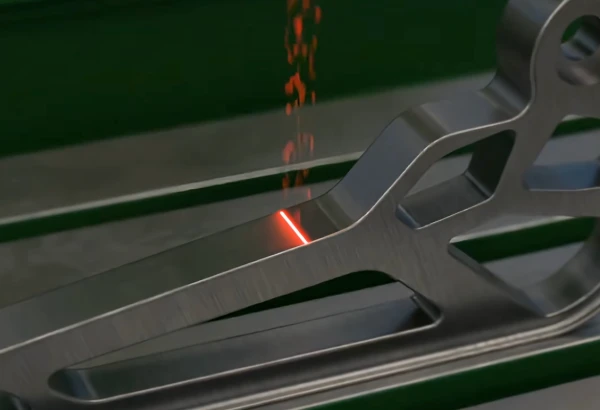
レーザー焼入れでは、高出力のレーザービームを用いてワークピースの表面を高速で走査し、ワークピースの局所的な領域を急速に相転移温度まで加熱した後、ワークピース自身の放熱および冷却能力を利用して焼入れを完了させます。.
火炎焼入れや高周波焼入れとは異なり、レーザー表面焼入れプロセスでは通常、追加の水噴射冷却を必要としません。レーザーによる加熱領域が非常に小さいため、周囲の加熱されていない冷たい金属が素早く熱を奪い、自己冷却による急冷が実現されるからです。.
レーザー焼入れの利点
熱影響域が小さい;;
極めて小さな変形;;
正確な硬化位置;;
表面の酸化が少ない;;
複雑な形状や局所的な治療に適しています;;
高付加価値の精密部品の製造に使用できます。.
レーザー焼入れの欠点
レーザー焼入れ装置のコストは比較的高く、その加工効率は通常、大量かつ低コストの生産においては誘導焼入れほど適していない。.
そのため、金型の局部補強、精密ガイドレール、特殊な歯面、あるいは局部的な耐摩耗領域など、小面積で高精度かつ高付加価値の部品に多く用いられています。.
4. 浸炭:低炭素鋼の表面も硬化させる
前述の火炎焼入れ、高周波焼入れ、およびレーザー焼入れには、いずれも一つの前提条件があります。それは、鋼自体に十分な炭素が含まれている必要があるということです。.
低炭素鋼の場合、炭素含有量が不足しているため十分に硬いマルテンサイトが形成されず、通常、直接焼入れでは高い硬度を得ることが困難です。.
この段階で、浸炭処理が必要となります。.
浸炭とは、低炭素鋼の被加工物を高温の炭素豊富な環境(主にコークス、黒鉛、木炭、および炭酸バリウムを含む)に置き、炭素原子が被加工物の表面層に徐々に浸透するようにする処理である。.
浸炭処理後、ワークピースの表面の炭素含有量は増加するが、内部は低炭素状態のままである。その後、焼入れ・焼戻しを行うことで、表面は高い硬度を得られる一方、内部は良好な靭性を維持することができる。.
浸炭の利点
低炭素鋼および低炭素合金鋼に適しています;;
表面硬度が非常に高い;;
比較的深い硬化層;;
優れた耐疲労性;;
重負荷用のギア、ドライブシャフト、ピンシャフト、その他の部品に適しています。.
浸炭処理の欠点
浸炭は、高温で長時間行う熱処理プロセスであり、工程サイクルが比較的長く、エネルギー消費量も多い。.
高温の影響でワークが変形する可能性もあるため、通常、浸炭処理の後に研削、仕上げ加工、または寸法補正を行うように手配されます。.
浸炭の代表的な用途
浸炭処理は、衝撃に耐え、かつ高い耐摩耗性が求められる部品に非常に適しています。例えば、次のような部品が挙げられます:
自動車用ギア;;
減速ギア;;
ドライブシャフト;;
スプライン軸;;
ブッシング;;
頑丈な機械部品。.
5. 窒化処理:変形が少なく、耐摩耗性に優れた表面強化処理
窒化処理は通常、比較的高い温度で行われます。この処理では、アンモニアや窒素を高温・高圧下で分解させ、窒素原子やイオンを鋼の表面に浸透させ、アルミニウム、クロム、モリブデン、バナジウムなどの鋼中の合金元素と結合して硬い窒化物を形成させます。 これらの窒化皮膜は極めて高い硬度と耐摩耗性を有するため、被加工物の表面寿命を大幅に延ばすことができます。窒化処理は、主にガス窒化、イオン窒化、および窒化浸炭の3つのプロセスに分類されます。.
窒化処理のメリット
処理温度は比較的低い(400~600℃);;
ワークの変形が小さい;;
寸法安定性に優れている;;
表面硬度が非常に高い;;
優れた耐摩耗性と耐疲労性を有する;;
また、ある程度の耐食性も向上させることができます。.
窒化処理の欠点
窒化処理の速度は比較的遅く、処理サイクルも長く、場合によっては数十時間、あるいはそれ以上かかることもあります。.
一方、窒化層は通常、浸炭層よりも薄く、材料組成に関しても一定の要件が課される。.
窒化処理の代表的な用途
窒化処理は、以下のような高精度かつ長寿命が求められる部品に広く用いられています:
精密歯車、金型、クランクシャフト、リードスクリュー、バルブステム、高精度シャフト部品、および航空宇宙・自動車産業向けの主要部品。.
5種類の表面硬化処理の比較
| プロセス | 強化の原則 | 焼入れが必要かどうか | 主な利点 | 主なデメリット | 適合部品 |
| 火焼き | 表面を加熱した後、急速に冷却するとマルテンサイトが生成される | 必須 | 低コストで、大型部品に適している | 熱制御が不十分で、変形や酸化を起こしやすい | 大型歯車、ガイドレール、シャフト |
| 高周波焼入れ | 電磁誘導によって表面が加熱された後、急速に冷却する | 必須 | 高効率、深さ調整可能、量産に適している | 設備およびコイルのコストが高い | 歯車、軸、ピン、変速機部品 |
| レーザー焼入れ | 局所的なレーザー加熱後の自己冷却による急冷 | 通常、外部からの冷却は不要です | 高精度、低変形 | コストが高いが、狭いスペースに適している | 金型、ガイドレール、局所的な耐摩耗面 |
| 浸炭 | 焼入れの前に表面の炭素含有量を増やす | 必須 | 表面硬度が非常に高く、焼入れ層が比較的深い | サイクルが長く、変形しやすい | 重負荷用ギア、ドライブシャフト |
| 窒化処理 | 窒素原子は硬い窒化物を形成する | 不要 | 微小変形、寸法安定性、優れた耐摩耗性 | サイクル時間が長く、コストが高く、層が薄い | 精密歯車、金型、リードスクリュー |
プロジェクトに適した表面硬化プロセスを選ぶ
部品ごとに、材質、サイズ、硬度要件、焼入れ深さ、生産量に応じて、適切な表面硬化処理を選択する必要があります。.
もしそれが大きな部品であるなら
焼入れを検討することも可能です。.
装置は簡素で、大型の歯車、ガイドレール、および局所的な表面強化に適していますが、操作者には高度な経験が求められます。.
量産部品である場合
通常、高周波焼入れの方が適しています。.
高速で安定性が高く、高度な自動化が図られているため、歯車、軸、およびトランスミッション部品の大規模生産に適しています。.
高精度な局所硬化が必要な場合
レーザー焼入れには、さらに多くの利点があります。.
狭い箇所や複雑な形状、高価な部品、特に変形制御に極めて高い要求が課されるワークピースに適しています。.
素材が低炭素鋼の場合
浸炭処理を選択できます。.
低炭素鋼は、直接焼入れを行うと硬度が限られてしまいます。しかし、浸炭処理を行うことで表面に高炭素層を形成し、その後、焼入れを行うことで高い硬度を得ることができます。.
部品の寸法安定性に対する要求が極めて厳しい場合
窒化処理は極めて理想的な選択肢です。.
加工温度が低く、急冷を必要としないため、変形が少なく、精密部品や長寿命部品に適しています。.
どの金属に表面硬化処理が必要か
- 低炭素鋼 および低炭素合金鋼:自動車用ギア、チェーン、建設機械のピンシャフトなど、浸炭処理に一般的に使用されます。 浸炭処理により表面層の炭素含有量が増加し、焼入れ後に高硬度(HRC 58~64)が得られる一方、衝撃や摩耗に耐えるための芯部の靭性は維持される。.
- 中炭素鋼および中炭素合金鋼:表面焼入れ(高周波焼入れや火炎焼入れなど)に適しており、軸、歯車、スプライン軸などに使用される。 急速な加熱と冷却により、表面層にマルテンサイト組織が形成され、耐摩耗性と疲労強度が向上する。層の深さは通常0.5~2.5 mmである。.
- 合金構造用鋼(例: 38CrMoAl):窒化処理でよく用いられる。処理温度は低く(500~580°C)、 変形が極めて小さく、表面層には高硬度の窒化層(硬度 1000 HV以上)が形成されるため、精密スピンドル、金型ガイドポスト、バルブスプールなどの高精度かつ高耐摩耗性が求められる部品に適している。.
- ダクタイル鋳鉄:エンジンのクランクシャフトや歯車など、交互荷重に耐える部品に対して、表面焼入れや浸炭処理を施すことで、表面硬度と疲労強度を向上させることができる。.
- チタン合金:一般的にレーザー表面硬化処理や PVDコーティング 航空宇宙および医療分野向けの高性能部品において、表面の耐摩耗性および耐食性を向上させる。.
CNC加工と表面硬化処理の関係

CNC加工部品の場合、表面硬化処理は通常、荒加工または半仕上げ加工の後に実施されます。.
熱処理によって変形が生じる可能性があるため、多くの高精度部品は、表面硬化処理後に研削、仕上げ加工、または寸法補正が行われます。.
一般的な加工の流れは以下の通りです:
原材料の準備:顧客の図面に基づき、原材料加工工場から購入した、信頼できる認証マークが付いた金属材料を選定する。.
CNC荒加工:形状が単純なワークピースに対し、3軸工作機械を用いて荒加工を行い、おおよその輪郭を削り出す。.
半仕上げ:多軸工作機械で、溝、スロット、単純な穴などのより詳細な形状の加工を行うには、治具や工具ヘッドの交換が必要になる場合があります。.
表面硬化処理:部品の数量や硬化要件に応じて適切な表面硬化プロセスを選択し、材料の表面硬度および内部靭性が基準を満たすようにする。.
研磨 あるいは仕上げ加工:CNC研削盤を使用して、ワークピースの表面をミクロン単位で研削し、余分なバリを除去することで、より優れた表面仕上げと公差要件を達成することができます。また、高速ワイヤカットや低速ワイヤカットなどのワイヤカット加工も利用可能です。 高速ワイヤカットは、精度要件がそれほど厳しくないワークの内側加工や、加工時のクランプに使用された余分な炭素鋼母材の除去に適しています。公差要件が高く、キャビティ構造が複雑な場合は、より高度な加工レベルである低速ワイヤカットを使用できますが、加工コストと時間は高くなります。.

表面処理:表面品質をさらに向上させるため、陽極酸化、不動態化、黒色酸化、クロムめっき、ニッケルめっき、塗装などの一般的な工程が含まれます。.
硬度、寸法、表面品質の検査:専門の硬度計、マイクロメーター、ノギス、投影機を使用して、完成品の検査と記録を行います。各部品の加工データは追跡可能です。測定が困難な箇所については、, CMM 測定が行われます。.
完成品の納品:専任の担当者が各ワークピースを検査し、発泡材で梱包した後、番号付きのラベルを貼付し、部品の品質と数量を記録します。.
部品に寸法精度、表面粗さ、および焼入れ深さに関して厳しい要件が課される場合、設計段階で熱処理方法とそれに伴う加工余裕を明確に定める必要があります。.
表面硬化に関するよくある質問
表面硬化において、硬度が高いほど常に良いのでしょうか?
いいえ。硬度が過度に高すぎると、表面の脆さが増し、ひび割れを引き起こす可能性さえあります。.
適切な硬度は、材料、荷重、摩耗形態、および使用環境に応じて決定する必要があります。.
表面硬化処理は部品の寸法に影響を与えますか?
ある程度の影響はあるだろう。.
火炎焼入れ、高周波焼入れ、浸炭は、加熱と冷却を伴うため、変形が生じる可能性があります。窒化処理やレーザー焼入れは、通常、変形が少なく、精密部品に適しています。.
低炭素鋼は直接表面焼入れが可能か?
その効果は概して限定的である。.
低炭素鋼は炭素含有量が少ないため、直接焼入れを行っても高い硬度を得ることは困難です。通常、まず浸炭処理を行い、その後焼入れを行う必要があります。.
高周波焼入れと浸炭の違いは何ですか?
高周波焼入れは、主に急速な加熱と冷却によって表層の組織を変化させるものであり、中炭素鋼や炭素含有量が十分な鋼に適しています。.
浸炭処理により、まず低炭素鋼の表面の炭素含有量を高め、その後、焼入れを行うことで高い硬度を得る。.
なぜ窒化処理ではわずかな変形しか生じないのか?
窒化処理の温度は比較的低く、通常は急冷用の水噴射を必要としないため、熱応力が小さく、寸法安定性に優れています。.
プラスチックの表面は硬化させることができますか?
一般的なプラスチックの表面硬化方法には、次のようなものがあります:
1. 表面硬質コーティング
プラスチックの表面に高硬度コーティングを施し、熱、紫外線、または電子ビームで硬化させて保護膜を形成します。この方法は、以下のようなプラスチックによく用いられます。 PC、PMMA、PET、ABS、およびPC/ABS, 、特に携帯電話の筐体、光学レンズ、ディスプレイパネル、プラスチックシート、保護フィルムなどに使用されます。これにより、表面硬度、耐傷性、耐摩耗性が大幅に向上し、硬度は通常 3時~8時.
2. PVD表面コーティング
物理気相成長法は、真空条件下でプラスチック表面に金属または無機薄膜を成膜するために用いられます。このプロセスは、次のようなプラスチックに適しています。 ABS、PC/ABS、PC、PBT、PPS、およびPEEK, 特に、電子機器の筐体、装飾部品、自動車内装部品、および金属のような外観と高い耐久性が求められるプラスチック製品に適しています。表面硬度と耐摩耗性を向上させると同時に、金属のような光沢、反射性、あるいは導電性を付与します。.
3. 表面の化学的または物理的改質
レーザー処理、プラズマ処理、または化学処理を用いてプラスチック表面の分子構造を改質し、架橋、結晶化、または表面活性化を引き起こします。この方法は、次のようなエンジニアリングプラスチックに適用できます。 PA、POM、PBT、PPS、PEEK、PP、およびPE. 。主に、ハイエンドの光学部品、精密機械部品、歯車、ブッシュ、その他の高性能用途に使用されます。低表面エネルギーのプラスチックなどについては、 PPおよびPE, 通常、表面硬化を行う前に、密着性を高めるために、プラズマ処理、コロナ処理、または火炎処理などの前処理が必要となります。.
概要
金属工作物の表面硬化は、部品全体を硬くすることを目的とするのではなく、「耐摩耗性のある表面と良好な内部靭性」を兼ね備えた総合的な性能を実現することを目的としています。“
火炎焼入れは低コストだが、制御が難しい。高周波焼入れは効率が良く、大量生産に適している。レーザー焼入れは高精度で、局所的な強化に適している。浸炭は低炭素鋼製の重負荷部品に適している。窒化処理は、高精度で長寿命が求められる部品に適している。.
歯車、シャフト、ガイドレール、金型、および CNC精密加工部品, …適切な表面硬化処理を選択することで、部品の耐摩耗性、耐疲労性、および全体的な耐用年数を大幅に向上させることができます。詳細情報をお知りになりたい場合や、より深く理解したい場合は 透明な見積もり カスタム部品の機械加工や表面処理については、以下までお問い合わせください ウェルド加工 カスタマーサービス。.
真に優れた金属部品とは、全体が硬いものではなく、硬くあるべき箇所は硬く、靭性が必要とされる箇所は靭性があるものである。.









{kind=link}