









Услуги по термической обработке применяются только к материалам-заготовкам, которые имеют требования к характеристикам. Суть термической обработки заключается в нагревании металла, а затем его охлаждении, с целью повышения твердости и прочности металла при одновременном снятии внутреннего напряжения. Внутреннее напряжение в материалах в основном возникает из-за литья, ковки, прессовой обработки, сварки и механической обработки. Проведение термической обработки материалов заготовок может соответствовать требованиям безопасности и механической прочности большинства компонентов станков, конструкционных деталей и аксессуаров.

Виды термической обработки
Существует в основном четыре распространенных метода термической обработки: отжиг, нормализация, закалка и отпуск. Различные процессы термической обработки требуют разного времени обработки, а механические свойства также варьируются. Выбор подходящего процесса термической обработки позволяет добиться перераспределения внутренних компонентов в различных материалах. Ниже представлены несколько процессов термической обработки, которые мы обычно используем.
Отжиг
Отжиг предполагает нагревание и последующее медленное охлаждение внутри печи. Временные затраты относительно высоки. Он в основном решает проблему остаточного напряжения в материалах, одновременно снижая твердость материала, что полезно для последующей резки и обработки.

Нормализация
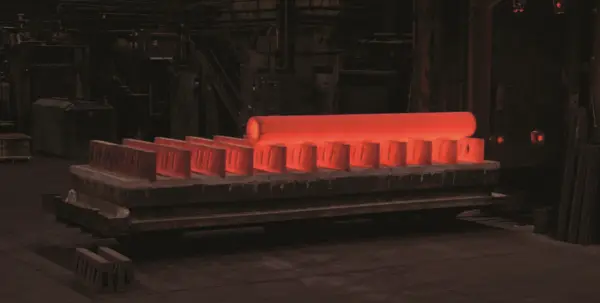
Нормализация включает нагрев металла до темно-красного цвета, а затем его охлаждение на воздухе. Эффективность термической обработки быстрее, чем при отжиге. нормализация не снижает твердость материала, и при фрезерование нормализованных заготовках исчезает предыдущая проблема прилипания инструмента.
Закалка
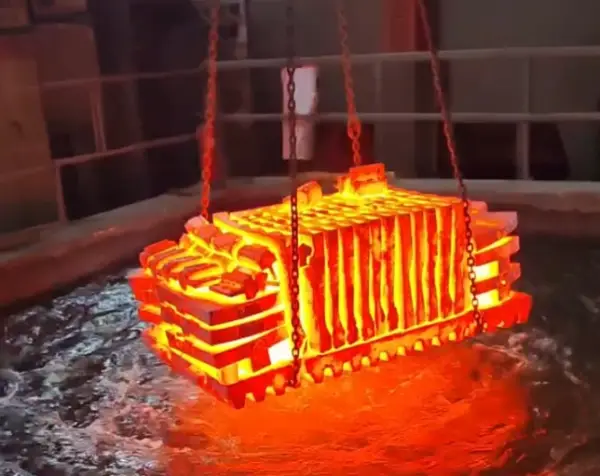
Закалка — это нагрев металла до его критической температуры, а затем быстрое охлаждение (охлаждение с высокой скоростью), обычно водой или маслом (масло также можно нагревать для закалки в соответствии с требованиями характеристик материала).
Отпуск
Отпуск используется после закалки. Он может снизить твердость, устранить часть внутреннего напряжения в материале, повысить прочность металла и избежать чрезмерной хрупкости и разрушения. При закалке также можно нагревать отдельные участки материала и быстро охлаждать их для контроля локальной твердости, например, поверхностная закалка ножей и шестерен, что помогает предотвратить полное растрескивание при сильных ударных нагрузках.
Процессы отпуска делятся на низкотемпературный, среднетемпературный и высокотемпературный. Низкотемпературный отпуск в основном используют для режущих инструментов, среднетемпературный — для эластичных деталей, таких как пружины, а высокотемпературный — для валов, конструкционных деталей и других ударопрочных компонентов.
Среди них закалка + высокотемпературная отпусковка также называется закалкой и отпусковкой. Общие примеры включают закалку и отпусковку стали 45 и 40Cr, что эффективно повышает прочность, твердость, усталостную стойкость и ударную вязкость готовых деталей.

Другие виды термической обработки:
Вакуумная термическая обработка
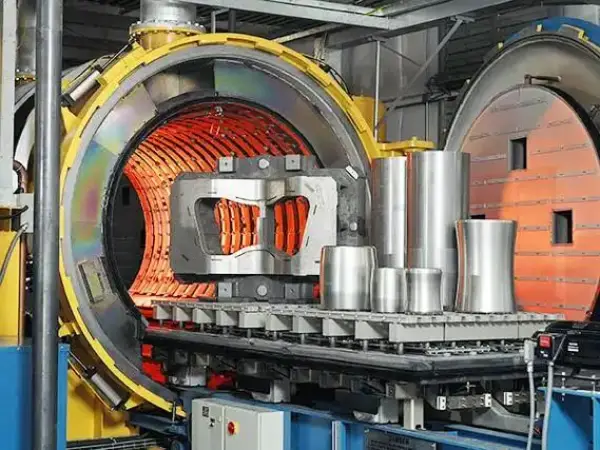
Вакуумная термическая обработка — это процесс помещения заготовок в вакуумную печь для термического нагрева и охлаждения с помощью теплового излучения. Он может реализовать практически все процессы термической обработки, включая цементацию и нитроцементацию. Процессы охлаждения включают газовую закалку, водяную закалку, масляную закалку и закалку нитратными солями. Преимущество услуг вакуумной термической обработки заключается в предотвращении окисления, декарбуризации и цементации материалов, а также в значительном снижении содержания водорода внутри материалов и предотвращении водородного хрупкости.
Используются методы нагрева и охлаждения, управляемые компьютером, и вакуумная печь для термической обработки исключает необходимость обработки горячих деталей, избегая рисков испарения металла с поверхности и деформации, обеспечивает хорошую стабильность и безопасную работу.
Обработка раствором
Термическая обработка раствором включает нагрев металла до 800–1200 °C, выдержку в течение времени, зависящего от состава и толщины материала, чтобы карбиды и другие осадки растворились в матрице. Затем материал быстро охлаждается, обычно водой или маслом. Она применяется в основном для аустенитных нержавеющих сталей. Цель обработки раствором — восстановление коррозионной стойкости и смягчение микроструктуры. Если после обработки раствором проводится отпуск, карбиды могут повторно осаждаться, что может привести к межкристаллитной коррозии. Для улучшения конкретных свойств рекомендуется отпуск при снятии напряжений или стабилизационная обработка. Во время нагрева материал должен быстро пройти через температуру сенсибилизации.
Непрерывная термическая обработка
Непрерывная термическая обработка преимущественно используется для улучшения характеристик и структуры партийных стандартных деталей. Она использует оборудование для непрерывного нагрева, осуществляя единое управление температурой на производственной линии, транспортировку и единое охлаждение заготовок, что значительно ускоряет термическую обработку партийных деталей.
Советы:
1. Не все процессы охлаждения считаются закалкой, и не все материалы требуют отпуска после закалки. Инженеры Weldo могут рекомендовать подходящую термическую обработку в зависимости от условий эксплуатации детали.
2. Скорость охлаждения напрямую влияет на свойства материала. Более медленное охлаждение обычно снижает хрупкость, твердость и внутренние напряжения, одновременно повышая ударную вязкость и обрабатываемость.
Мы подготовили следующий обзор 4 основных процессов термической обработки для вашего лучшего понимания.
| Процесс | Описание |
|---|---|
| Отжиг | Теплоизоляция + медленное охлаждение + охлаждение при комнатной температуре (медленная скорость охлаждения) |
| Нормализация | Охлаждение при комнатной температуре (умеренная скорость охлаждения) |
| Закалка | Жидкое среда охлаждения высокотемпературного металла (очень высокая скорость охлаждения) |
| Закалка | Снизить хрупкость закалённых материалов при сохранении прочности |
Термическая обработка различных металлов
Из-за различного состава металлических материалов в различных деталях. термическая обработка металлов. Ниже приведено краткое введение в основные термическая обработка металлов методы.
Обработка алюминия термическая
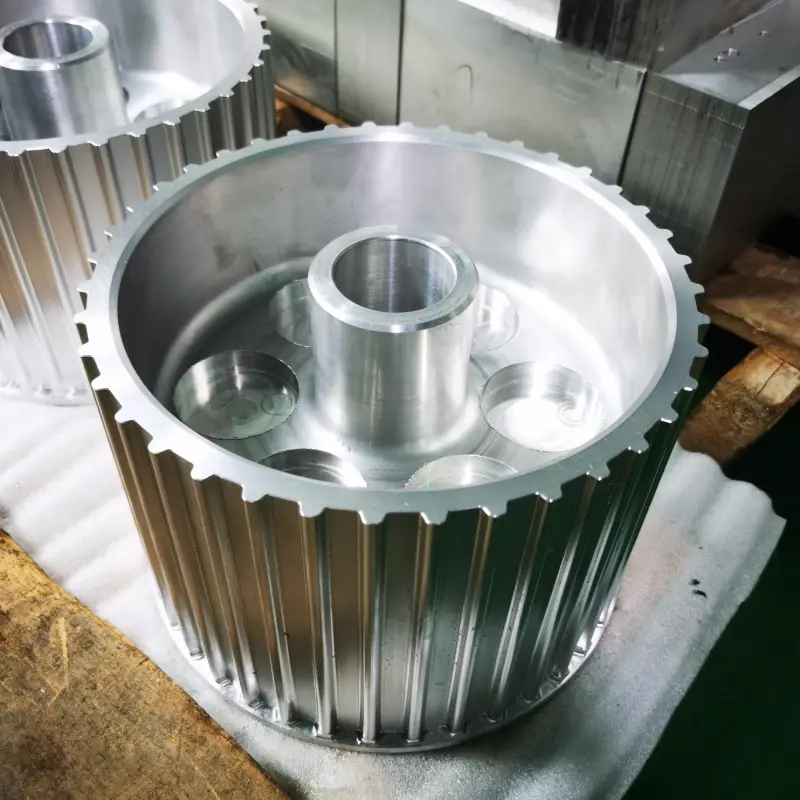
Для повышения прочности, Термообработка 6061 является необходимым процессом. Самым распространённым процесс термической обработки алюминия это Термообработка T6.
Мы нагреваем алюминий 6061 до 530±5 ℃, позволяя магнию и кремнию полностью раствориться в алюминиевой матрице. Этот этап называется термическая обработка алюминия решением. После термической обработки быстрого охлаждения водой выполняется (температура воды 20~80 градусов, температура воды и размер емкости выбираются в соответствии с размером и толщиной алюминиевой заготовки. Ванна для воды должна быть больше заготовки, и заготовка должна полностью погружаться). Затем проводится искусственное старение при 175℃ в течение 8-10 часов, в результате чего состояние таких элементов сплава, как магний, кремний и алюминий, “запирается”. После термообработка алюминия 6061 завершена, по сравнению с предыдущим состоянием Термообработка 6061, твердость по Бринеллю увеличивается с исходного состояния O 30HB до более 95HB. Прочность сопоставима с легированной сталью.
Термообработка нержавеющей стали
термообработка нержавеющей стали делится на три типа в зависимости от внутреннего состава: аустенитная, мартенситная и ферритная нержавеющая сталь, и методы термообработки различны.
Термообработка аустенитной нержавеющей стали
Аустенитные термообработка нержавеющей стали (304, 316, 310L, 316L и др.) в основном включает решение + устранение сенситизации + отпуск: сначала нагревают до 1050~1150℃ и достаточно выдерживают, чтобы все карбиды растворились в матрице, завершив аустенитизацию раствором, затем быстро охлаждают водой / воздухом до комнатной температуры для получения однородной однополярной структуры аустенита, восстанавливая оптимальную коррозионную стойкость и пластичность, без закалки и образования мартенсита на протяжении всего процесса.
Мартенситная нержавеющая сталь
Мартенситная нержавеющая сталь сначала смягчается отжигом при 800~880℃, затем нагревается до 950~1060℃ и выдерживается, после чего охлаждается в масле или быстро воздухом для формирования твердой, высокой прочности мартенситной структуры. Затем избегают диапазона хрупкости при сенситизации 400~600℃, используют низкотемпературный отпуск при 180~250℃ для сохранения высокой твердости и коррозионной стойкости, или высокотемпературный отпуск при 600~700℃ для повышения ударной вязкости, устранения внутреннего напряжения и хрупкости при отпуске, в итоге получают мартенситную сталь, отвечающую требованиям применения. Сам по себе мартенситный нержавеющий металл не содержит мартенсит. Мартенсит образуется только после аустенитизации + быстрого охлаждения.
Ферритная нержавеющая сталь
Термообработка ферритной нержавеющей стали осуществляется путём отжига и охлаждения при 600-800℃. Заготовки из ферритной нержавеющей стали не требуют закалки (водяное охлаждение запрещено), поскольку ферритная нержавеющая сталь содержит высокий процент хрома и очень низкое содержание никеля, азота и марганца. Даже при нагреве до критической температуры деформация кристаллической решетки невозможна, а аустенитизация — недостижима.
Следует отметить, что термообработка нержавеющей стали не может повысить её твердость и прочность, но ковка или молотковая обработка могут изменить её кристаллическую структуру, тем самым повышая твердость и прочность.

Термообработка стали
Термообработка стали является ключевым производственным процессом, который изменяет внутреннюю микроструктуру стали путём контроля процессов нагрева, выдержки и охлаждения, тем самым повышая твердость, прочность, износостойкость и ударную вязкость. Различные типы стали имеют разные требования к термическая обработка стали процессы и выбор подходящих термообработки стали решения напрямую влияют на срок службы и характеристики обработки деталей.
Углеродистая сталь
углеродистая сталь обладает низкой стоимостью, и при правильном подходе термообработка стали, можно получить лучшую твердость и механические свойства.
Углеродистая сталь подвергается нормализации/отжигу для измельчения зерен, размягчения и кондиционирования структуры, затем высокотемпературной аустенитизации и выдержке + закалке в воде/масле для образования твердого и хрупкого мартенсита, и, наконец, отпуску при различных температурах для достижения требуемой твердости, вязкости и снятия внутренних напряжений, завершая общую упрочняющую и повышающую вязкость термообработку.
Низкоуглеродистая сталь обычно используется для конструкционных деталей, требующих высокой вязкости и свариваемости; среднеуглеродистая и высокоуглеродистая стали широко применяются в валах, шестернях, оснастке пресс-форм и износостойких деталях.
Инструментальная сталь
Процесс термообработки инструментальной стали начинается с предварительного нагрева, за которым следует высокотемпературная аустенитизация и выдержка, затем закалка в воде/масле/соляной ванне для получения мартенсита высокой твердости, и, наконец, низкотемпературный отпуск для снятия напряжений, стабилизации структуры и снижения хрупкости, тем самым поддерживая высокую твердость.
Инструментальная сталь в основном используется в режущих инструментах, штампах, формовочных пресс-формах и других условиях работы с высокой нагрузкой. Среди них, термообработка стали D2 обычно используется для штампов холодной штамповки и высокоизносостойких режущих инструментов, которые после правильной термообработки могут получить превосходную износостойкость и стабильность размеров.
А термообработка инструментальной стали A2 чаще используется в прецизионных пресс-формах и режущих инструментах, обеспечивая хороший баланс между твердостью и вязкостью.

Легированная сталь
Благодаря добавлению легирующих элементов, таких как хром, молибден и никель, легированная сталь обладает более высокой прочностью и прокаливаемостью. Термообработка легированной стали включает сначала нагрев до температуры аустенитизации и выдержку, затем закалку для быстрого охлаждения с образованием мартенсита, после чего следует низко-/средне-/высокотемпературный отпуск в соответствии с условиями работы для измельчения зерен и достижения соответствия прочности и вязкости; при необходимости в качестве предварительной термообработки используются отжиг и нормализация.
Наша компания часто получает заказы на индивидуальную обработку с ЧПУ легированных сталей 4140 и 4340; оба этих материала обычно подвергаются термообработке.
термообработка стали 4140 широко используется в трансмиссионных валах, шестернях, муфтах и других деталях, обеспечивая хорошую прочность, усталостную прочность и ударопрочность.
При более высоких нагрузках или более суровых условиях эксплуатации, 4340 термообработка стали обычно используется в аэрокосмических деталях, тяжелом машиностроении и высокопрочных конструкционных компонентах, достигая более превосходных комплексных механических свойств.
В реальном производстве, Факторы термообработки, влияющие на твердость сталей в основном включают:
Углеродное содержание стали, контроль температуры нагрева, время выдержки, скорость охлаждения, содержание легирующих элементов.
В соответствии с составом различных марок стали, выбор подходящего термической обработки может полностью использовать преимущества характеристик Термообработка стали и соответствовать требованиям различных отраслей промышленности к прочности, ударной вязкости, коррозионной стойкости и обрабатываемости стали.
Термическая обработка титана
Титановыми сплавами делятся на α-тип, α+β-тип и β-тип. α-тип подвергается только отпуску или рекристаллизационной термообработке для смягчения и стабилизации структуры; α+β и β-тип могут применять высокотемпературную отпускную обработку и быстрое охлаждение для получения метастабильных структур, за которыми следует среднетемпературное старение для осаждения упрочняющих фаз и повышения прочности. Весь процесс термической обработки требует вакуумной или аргоновой защиты для предотвращения окисления и водородного хрупкости, а также избегания зоны хрупкости при температуре 300~500℃ и строгого контроля, чтобы не превысить точку перехода β-фазы, чтобы предотвратить зерновое коарсение.
Поствальцовая термообработка (PWHT)
Напряжение сварки обычно вызывается небольшим количеством мартенситной структуры, поэтому в промышленном производстве, поствальцовая термообработка является очень важным процессом. Особенно в сварных зонах стали и других металлических материалов, с помощью постварочной термообработки в сварке, микроструктура сварного шва и зоны теплового влияния может постепенно превращаться в сорбит, эффективно устраняя остаточные сварочные напряжения. Например, при производстве велосипедных рам, если используется низкоуглеродистая мартенситная легированная сталь, во время термообработки после сварки, структура материала дополнительно преобразуется в закаленную лентяную мартенситную структуру, что не только снимает сварочные напряжения, но и значительно повышает ударную вязкость и общую прочность сварных зон рамы.
Процесс термической обработки для литья
Литье — это самая базовая технология обработки, и многие отливки также требуют термической обработки для улучшения механических свойств, таких как прочность и ударная вязкость. Конкретные функции следующие.
1. Устранение внутреннего напряжения
Во время затвердевания и охлаждения отливок из-за различий в скоростях охлаждения в разных частях внутри легко образуются остаточные напряжения. Термическая обработка может освободить эти напряжения и избежать деформации, трещин или нестабильности размеров на последующих этапах.
2. Улучшение структуры и характеристик
Литейные изделия обычно имеют проблемы, такие как грубозернистость и неравномерная структура в состоянии отливки, что влияет на прочность и ударную вязкость. Путем термической обработки, такой как нормализация и отжиг, можно оптимизировать металлограническую структуру и улучшить общие механические свойства.
3. Снизить твердость и улучшить обрабатываемость
Некоторые отливки после литья имеют высокую твердость, что увеличивает сложность механической обработки и износ инструмента. Путем термической обработки, такой как отжиг, можно снизить твердость материала, сделав процессы резки более плавными.
Однако не все отливки обязательно должны проходить термическую обработку. Например, некоторые обычные отливки с низкими требованиями к нагрузкам и точности могут не требовать дополнительной термической обработки. Но для важных отливок с нагрузочной, давление-выдерживающей или высокими требованиями к безопасности, термическая обработка обычно необходима.

Применение термической обработки
· Механическое производство: шестерни, подшипники, валы, крепежные элементы, общие механические детали, повышение прочности и износостойкости.
· Автомобильная промышленность: двигатели, коробки передач, шасси, каркасные компоненты, упрочнение и закалка, устранение сварочных напряжений.
· Производство форм и режущих инструментов: штамповочные формы, инжекционные формы, режущие инструменты, измерительные инструменты, обеспечение высокой твердости, износостойкости и отсутствия деформаций.
· Объемные сосуды и трубопроводы: котлы, резервуары, трубопроводы под давлением, постварочная термическая обработка для снятия напряжений, предотвращения трещин и обеспечения безопасности.
· Аэрокосмическая и военная промышленность: высокопрочные стальные сплавы, титановые сплавы, алюминиевые сплавы для конструкционных деталей, прецизионная термическая обработка, балансировка высокой прочности и легкости.
Резюме
процедура термической обработки является распространенным этапом обработки металлических материалов и играет важную роль в области обработки металлов. Ниже приведено полное описание процесса термической обработки металлов. Если у вас есть более глубокое понимание термической обработки в области обработки металлов или вы хотите получить обновленные материалы и контент, вы можете связаться с использовать опыт нашей компании в области обработки металлов. Одновременно мы также предоставляем коммерческие предложения на металлообработку, такие как литье, экструзия, обработка на станках с ЧПУ, и т.д.

ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Что такое обычное оборудование для термической обработки ?
· Печь сопротивления в коробке: общее отжиг, нормализация, закалка, отпуск, массовая традиционная термическая обработка заготовок.
· Печь в яме: предназначена для длинных валов, стержней и проволочных материалов, подходит для отпуска, цементации и отжига.
· Вакуумная термическая печь: нержавеющая сталь, титановые сплавы, прецизионная формацельная сталь, окислительно-неподдающаяся закалка, отпуск и растворение.
· Печь с соляной ванной: мелкие режущие инструменты и формы, быстрое нагревание, малые деформации, предназначена для закалки и отпуска.
· Печь с непрерывной сетчатой лентой / пушка: массовое производство стандартных деталей и крепежных элементов, закалка и отпуск на конвейере.
· Оборудование для индукционного нагрева: закалка поверхности вала и шестерен, локальный отпуск, высокая скорость, малые деформации.
· Печь для отпуска: предназначена для низкотемпературного и среднетемпературного отпуска, используется после закалки для снятия напряжений и стабилизации твердости.
· Ёмкость для закалки: масляная, водяная, соляная ванна, используется с различными печами для охлаждения закалкой.
· Печь для пайки / интегрированная термическая обработка: сочетает сварку и термическую обработку после сварки (PWHT) для снятия напряжений после сварки.
Знание теории термической обработки и практическая работа всё ещё далеки друг от друга. Необходимо освоить различное оборудование для термической обработки, чтобы идеально контролировать процесс термической обработки металлов и достигать требуемых свойств материала, так же как приготовление пищи невозможно только по рецепту, требуется знание контроля температуры и работы с лопаткой.
Как определить, проверка термической обработки является ли оно квалифицированным?
Путем испытаний на твердость, металлографического наблюдения, испытаний механических свойств, осмотра деформации внешнего вида, испытаний на коррозионную стойкость и неразрушающего контроля, сравнивая с материалами стандартов и требованиями процесса, комплексно определяют, соответствуют ли твердость термической обработки, структура, прочность, напряжение, деформация и дефекты стандартам, что является проверкой соответствия квалификации термической обработки.
Что такое обычное дефекты термической обработки ?
Неудача по твердости (слишком высокая, слишком низкая, неравномерная твердость)
Деформация и искривление (превышение допусков по размерам, изгиб, скручивание)
Трещины при термической обработке в основном трещины, вызванные неправильным закаливанием (микротрещины, трещины на краях)
Окисление и декарбонизация (коррозия поверхности, размягчение поверхности)
Перегретые крупные зерна (хрупкость материала, снижение прочности)
Что означает качественная термическая обработка выглядит ли?
Квалифицированные и высококачественные изделия после термической обработки: равномерная и соответствующая твердость, мелкозернистая структура, отсутствие деформаций или трещин, отсутствие окисления или декарбонизации, низкое остаточное напряжение, стабильные размеры и соответствующая комплексная прочность и пластичность.
Как использовать машину для термической обработки ?
Определение температуры нагрева
Температура нагрева может быть определена по критической точке в диаграмме железо-углерод, а затем увеличена на 30-50 градусов Цельсия. Если нет оборудования для контроля температуры, также можно использовать магнит для проверки. Когда температура достигает точки Кюри, сталь превращается из магнитного материала в немагнитный, что указывает на вход в область аустенитной нержавеющей стали.
Как определить, успешна ли закалка стали?
После закалки внешний вид изделия серовато-черный. Можно использовать напильник для трения, чтобы проверить, происходит ли скольжение. Если звук трения четкий и острый, с только поверхностной белой линией и без осыпающегося порошка, это означает, что закалка прошла успешно.







