









Sheet metal fabrication
- Prototype lead time ≤ 3 days
- curved surface accuracy ±0.1 mm
- bending deformation rate < 1%
- Delivery:3-5 days
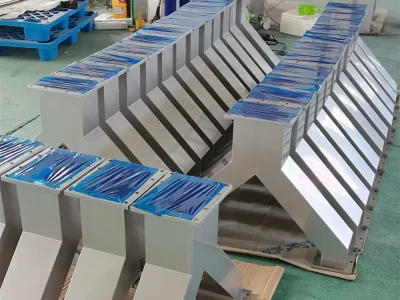
We specialize in custom Sheet metal fabrication, delivering high-quality, reliable workmanship.
Our fast delivery schedule ensures you’re on schedule.
Contact us Weldo today for a competitive quote!
What is Sheet metal fabrication ?
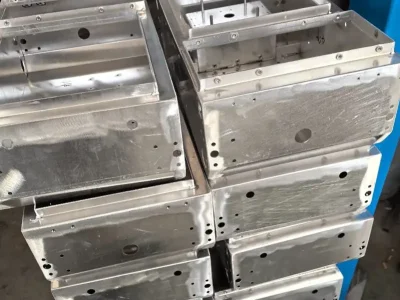
Sheet metal fabrication is a construction technique involving the cutting, bending, and assembly of cold-formed steel to create robust structures. It enables precision fabrication, delivering durable and flexible building solutions.
Mainstream processes include:
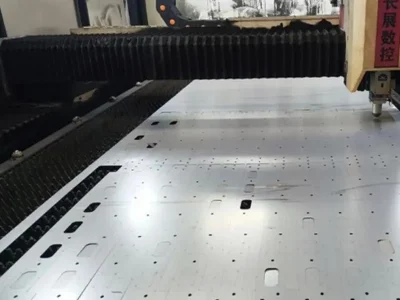
Laser cutting: Accuracy reaches ±0.1mm, suitable for complex contour processing
CNC bending: Minimum bending radius ≥ material thickness to avoid cracking
Welding/riveting: AWS D1.1 welding standards ensure structural strength

Material for sheet metal fabrication
Material selection affects strength, corrosion resistance, and manufacturability in sheet metal fabrication.
| STEEL TYPE | TENSILE STRENGTH (MPA) | YIELD STRENGTH (MPA) | ELONGATION (%) | TYPICAL APPLICATION SCENARIOS |
|---|---|---|---|---|
| SPCC Cold-Rolled Steel | 320-400 | 180-250 | 28 | Electrical control cabinets, equipment housings |
| Q235 | 375-500 | 235 | 26 | Building structural supports |
| A36 | 400-550 | 250 | 20 | Heavy machinery bases |
| STAINLESS STEEL | SALT SPRAY RESISTANCE TEST | HARDNESS (HV) | WELDABILITY | TYPICAL APPLICATION SCENARIOS |
| 304 | 5000 hours no red rust | 150 | Excellent | Medical equipment frameworks |
| 316 | 10000 hours no red rust | 160 | Good | Marine engineering structures |
| 430 | 3000 hours no red rust | 180 | Medium | Kitchen equipment supports |
| ALUMINUM ALLOY | DENSITY (G/CM³) | TENSILE STRENGTH (MPA) | SURFACE TREATMENT | TYPICAL APPLICATION SCENARIOS |
| 6061-T6 | 2.7 | 310 | Anodizing | Electronic equipment housings |
| 5052-H32 | 2.68 | 230 | Spraying | Ship deck frameworks |
| 3003-H14 | 2.73 | 150 | Electrophoresis | Decorative framework components |
Sheet metal fabrication guide:
Quality issues in sheet metal fabrication arise from poor control of equipment, materials, and processes; understanding causes and solutions helps improve accuracy and efficiency.
| COMMON ISSUES | CAUSES | SOLUTIONS |
|---|---|---|
| Inaccurate Cutting | Insufficient precision of cutting equipment, unstable fixation of the plate, etc. | Check and adjust cutting equipment, ensure stable fixation of the plate. |
| Dimensional Deviation in Forming | Worn molds of bending machines or punches, uneven thickness of the plate, etc. | Replace worn molds, check and adjust the thickness of the plate. |
| Welding Defects | Improper setting of welding parameters, poor quality of welding materials, etc. | Adjust welding parameters, replace with high-quality welding materials. |
| Poor Surface Treatment | Improper selection of surface treatment processes, improper operation during treatment, etc. | Choose appropriate surface treatment processes, operate strictly according to process requirements. |
Sheet metal fabrication capability:
| ITEM | SPECIFICATION |
|---|---|
| CORE PARAMETERS | Positioning accuracy ±0.03mm, Cutting speed up to 8m/min (for 1mm stainless steel) |
| MAXIMUM BENDING LENGTH | 3100mm, Angle accuracy ±0.1° |
| PRODUCTION CAPACITY | Monthly production of 80,000 precision sheet metal parts, Medical device frame defect rate < 1% |
| MATERIAL COMPATIBILITY | Supports special materials such as aluminum, copper, titanium alloy, etc. |



Advantage of metal sheet fabrication
High-Precision Manufacturing: Laser cutting tolerance reaches ±0.1 mm and bending repeatability ±0.5°, meeting high-precision aerospace requirements.
Optimized Material Utilization: Advanced nesting increases material usage up to 92%, reducing waste and lowering production costs.
Fast Iteration: From 3D design to sample delivery within 72 hours, significantly shortening development cycles.
Lightweight Structure: Topology-optimized aluminum structures reduce weight by 40% while maintaining high strength and rigidity.
Environmentally Sustainable: Powder coating reduces VOC emissions by 90%, with material recycling rates exceeding 95%.
Application of metal sheet fabrication
Automotive Industry: Tesla Model 3 uses 5-series aluminum with long laser welds, reducing weight by 180 kg and improving efficiency.
Architectural Curtain Walls: 6061-T6 aluminum frames up to 12 m long ensure high strength with straightness error ≤ 2 mm.
Electronic Equipment: SGCC cabinets with powder coating achieve IP65 protection and stable operation from -40°C to 70°C.
Medical Equipment: 316L stainless steel frames offer Ra ≤ 0.8 μm, withstand sterilization, and meet ISO 10993 standards.
FAQ of metal sheet fabrication
How to resolve stainless steel welding deformation?
Use pulsed laser welding with a heat-affected zone width of less than 0.1mm.
Weld from the center outward, using fixtures for securement.
Perform low-temperature stress relief annealing (300°C for 1 hour) after welding.
Causes and preventative measures for cracking in aluminum alloy after bending.
The material is in the T6 aging state, resulting in insufficient plasticity.
Bending radius less than material thickness (e.g., a 1mm thick 6061 T6 bending radius requires ≥1.5mm).
Preventative Measures:
Use O- or H32 annealed material.
Perform local annealing (temperature 410°C ± 10°C) before bending.
How to improve the adhesion of surface coatings on sheet metal parts?
Sandblasting: 80-mesh alumina sand, pressure 0.3 MPa
Phosphating: Zinc phosphate coating thickness 5-8 μm, corrosion resistance ≥ 500 hours
Spraying: Powder coating thickness 60-80 μm, curing temperature 180°C x 20 minutes
Structural stability design for long-span frames (>6 m)?
Use a C-section steel + reinforcement cross-section to increase the moment of inertia by 30%
Install supports at intervals ≤ 1.5 m, and control deflection to L/200 (L = span)
Use Q355B high-strength steel, yield strength ≥ 355 MPa
How to Control Cost methods for sheet metal frames?
Standardize material thickness specifications (e.g., use 1.2 mm and 2.0 mm thicknesses in the same product)
Use modular design to reduce part number variations by 30%
Switch mass production to progressive die stamping, reducing single-piece processing time to 15 seconds
