









ABS-Materialeigenschaften und CNC-Bearbeitungskompatibilität
ABS (Acrylnitril-Butadien-Styrol-Copolymer), ein häufig verwendeter technischer Kunststoff in CNC-Bearbeitunghat eine Dichte von 1,04-1,06 g/cm³, eine Schmelztemperatur von 200-250℃ und kombiniert strukturelle Festigkeit mit leichten Vorteilen. Außerdem weist es eine ausgezeichnete Dimensionsstabilität auf, was es zu einem idealen Grundmaterial für CNC-gefräste ABS-Teile macht.
Mechanische Eigenschaften und Verarbeitungsvorteile
CNC-gefräste ABS-Teile weisen eine ausgezeichnete Schlagfestigkeit (Kerbschlagzähigkeit 20-40 kJ/m²) und Steifigkeit auf. Sie haben eine gute Spanbrecherleistung beim Schneiden und vermeiden die langen Späne von Polyethylen und die schweren Werkzeugverschleißprobleme von Polyoxymethylen, wodurch sie sich besonders für die Herstellung von Präzisionsteilen eignen, die Schlagbelastungen ausgesetzt sind.
Auswirkungen der Materialveränderung auf die Bearbeitung
Die Auswirkungen von Materialveränderungen auf CNC-gefertigte ABS-Teile müssen berücksichtigt werden: Glasfaserverstärktes ABS erhöht die Festigkeit, verschlimmert aber den Werkzeugverschleiß; flammhemmendes ABS, das halogenierte Flammschutzmittel enthält, kann die Ausrüstung korrodieren, so dass nach der Bearbeitung eine rechtzeitige Reinigung der Ablagerungen erforderlich ist.
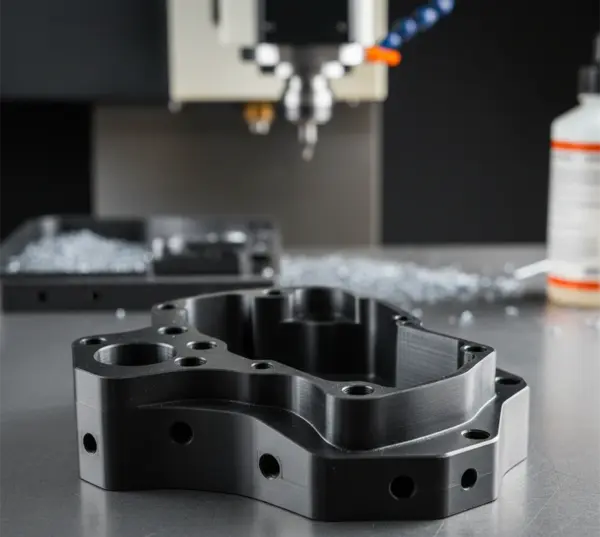
Produktionsfall: Präzisionsbearbeitung des Hauptgehäuses der Joystick-Einheit (ABS)
Dieses Teilprojekt, das Hauptgehäuse der Joystick-Einheit, hat eine Produktionsmenge von 500 Stück. Das verwendete Material ist eine Mischung aus ABS und PC mit einer mattschwarzen Oberfläche.
Bei der Bearbeitung wurde eine Kombination aus fünfachsiger und dreiachsiger CNC-Bearbeitungstechnologie eingesetzt. Zunächst wurde die 5-Achsen-CNC-Bearbeitung zum Fräsen und Bohren von Löchern an der Unterseite und am äußeren Umfang des Gehäuses sowie zum Abrunden der Kanten verwendet, um die Haptik des Gehäuses zu verbessern. Der Vorteil der 5-Achsen-Bearbeitung besteht darin, dass die Teile aus mehreren Winkeln bearbeitet werden können. Sie eignet sich besonders für die Bearbeitung komplexer gekrümmter Oberflächen an den Kanten von ABS-Gehäusen und gewährleistet die Formgenauigkeit und die Genauigkeit der Bohrungen an der Unterseite und den Außenteilen.
Nach Abschluss der 5-Achsen-Bearbeitung wurde eine 3-Achsen-CNC-Werkzeugmaschine zum Präzisionsfräsen der inneren Struktur des Gehäuses eingesetzt. Der Grund dafür, zuerst die 5-Achsen-Bearbeitung und dann die 3-Achsen-Bearbeitung durchzuführen, liegt in Überlegungen zur Optimierung des Bearbeitungsprozesses und der Kosten. Die fünfachsige Bearbeitung ist zeitaufwendig, wenn es sich um komplexe Teile handelt, während die 3-Achs-Bearbeitung effizienter ist, wenn es sich um relativ regelmäßige Innenstrukturen handelt. Durch diese Bearbeitungsreihenfolge wird der Zeitaufwand für die 5-Achsen-Bearbeitung effektiv reduziert, wodurch der Kunde Bearbeitungskosten spart. Gleichzeitig wird durch die erhöhte Anzahl von 3-Achsen-Maschinen die Liefergeschwindigkeit weiter verbessert.
Dieser Fall demonstriert die Anwendungsstrategie der CNC-Bearbeitungstechnologie bei der Herstellung von ABS-Präzisionsteilen. Durch die rationelle Kombination von 5-Achsen- und 3-Achsen-Bearbeitungsprozessen werden sowohl Kosten als auch Effizienz optimiert und gleichzeitig die Qualität der Teile sichergestellt.



CNC-Bearbeitungsprozess-Optimierung für ABS-Teile
Der Schlüssel zur Erzielung qualitativ hochwertiger CNC-bearbeiteter ABS-Teile liegt in der präzisen Kontrolle der Prozessparameter. Empfohlen werden Werkzeuge aus Schnellstahl oder Hartmetall; Hartmetallwerkzeuge eignen sich besonders für die Serienbearbeitung oder die Bearbeitung von verstärktem ABS.
Optimierung der Schnittparameter
Die Schnittparameter für die CNC-Bearbeitung von ABS-Teilen folgen dem Prinzip "hohe Geschwindigkeit, geringer Vorschub": Spindeldrehzahl 1500-3000 U/min, Vorschubgeschwindigkeit 0,1-0,3 mm/r, Schnitttiefe ≤0,5 mm, um den Wärmestau zu verringern und ein Schmelzen des Materials zu verhindern.
Planung von Bearbeitungsbahnen
Bei CNC-gefrästen ABS-Teilen ist ein schichtweises Schneiden erforderlich, um die Schnittkräfte zu kontrollieren. Bei komplexen Kavitäten wird ein schraubenförmiger Schnitt verwendet, um Werkzeugbruch zu vermeiden. Durch die Optimierung des Werkzeugwegs wird der Leerlauf reduziert. Das Konturfräsen wird zum Beispiel bei der Bearbeitung von Handygehäusen eingesetzt, um die Oberflächenqualität zu verbessern.
Kühlung und Spanabfuhr
Druckluftkühlung ist ausreichend für CNC-gefräste ABS-Teile Bearbeitung. Bei tiefen Kavitäten ist ein Picking-Fräsverfahren erforderlich, um Späne zu entfernen und eine Ansammlung von Spänen zu vermeiden, die zu Bearbeitungsfehlern führen könnte.
Präzisionskontrolle und Toleranzstandards für ABS-Teile
Die Präzisionskontrolle für CNC-gefertigte ABS-Teile erfordert die Berücksichtigung der Vorbehandlung des Materials, der Bearbeitungsprozesse und der Prüfmethoden. ABS sollte vor der Bearbeitung 2-4 Stunden lang bei 80℃ getrocknet werden, um den Feuchtigkeitsgehalt von 0,2-0,4% auf unter 0,1% zu reduzieren und die Bearbeitungsstabilität zu verbessern.
Auswahl der Toleranzklasse
Für CNC-gefertigte ABS-Teile werden in der Regel ISO 2768 Toleranzen der Klasse M (±0,1 mm für lineare Abmessungen ≤30 mm). Für Präzisionsanschlussteile gelten Toleranzen der Klasse F (±0,05 mm). Aufgrund des hohen Wärmeausdehnungskoeffizienten von ABS (8×10-⁵/℃) muss die Temperatur der Verarbeitungsumgebung innerhalb von ±2℃ kontrolliert werden.
Kompensation von Bearbeitungsfehlern
Bei CNC-gefrästen ABS-Teilen gehören zu den Maßnahmen zur Kompensation von Bearbeitungsfehlern die Verwendung starrer Vorrichtungen zur Verbesserung der Abstützung, die Optimierung der Schnittparameter zur Verringerung der Schnittkräfte und die Verwendung von Schichtschnitten zum Abbau der inneren Spannungen. Bei dünnwandigen Strukturen wird das Gleichlauffräsen mit reduziertem Vorschub empfohlen.
Methoden zur Qualitätsprüfung
Zusätzlich zu den herkömmlichen Messwerkzeugen kann eine Koordinatenmessmaschine (KMG) für die Prüfung komplexer gekrümmter Oberflächen an CNC-gefertigten ABS-Teilen verwendet werden. Da ABS eine Spannungsrelaxation aufweist, wird empfohlen, vor der Prüfung 24 Stunden nach der Bearbeitung zu warten, da sich die Abmessungen dann stabilisiert haben.
Lösungen zur Oberflächenbehandlung und Verbesserung des Aussehens
Oberflächengüte von CNC-gefrästen ABS-Teilen beeinträchtigt die Ästhetik und Leistung des Produkts. Durch Sandstrahlen kann eine Oberflächenrauheit von Ra 1,6-3,2μm erreicht werden, wodurch Werkzeugspuren entfernt und ein Substrat für die Haftung der Beschichtung geschaffen wird.
Beschichtungsprozess
Für CNC-gefräste ABS-Teile wird die Verwendung von Acryl- oder Polyurethanlacken empfohlen. Für Hochglanzprodukte wird ein dreischichtiges System aus "Grundierung + Farblack + Klarlack" verwendet, das nach dem Polieren einen Spiegeleffekt mit Ra≤0,8μm erzielt. Vor der Beschichtung ist eine Plasmaätzung oder Beflammung erforderlich, um die Oberfläche zu aktivieren und die Lackhaftung zu verbessern.
Besondere Oberflächeneffekte
CNC-gefräste ABS-Teile können durch Vakuumbeschichtung eine metallische Textur erhalten, komplexe Texturen durch IMD-Technologie (In-Mold-Decoration) und antibakterielle Beschichtungen für medizinische Anwendungen, um kontinuierliche antibakterielle Anforderungen zu erfüllen.
Kontrolle der Oberflächenqualität
Die Oberflächenqualität von CNC-gefrästen ABS-Teilen muss auf Rauheit, Farbunterschied (ΔE≤1,5), Haftung (Gitterschnittprüfung ≥4B) und Witterungsbeständigkeit kontrolliert werden. Vor der Massenproduktion sollten Standardmuster angefertigt werden, und für Außenanwendungen sind UV-Alterungstests erforderlich.

Typische Anwendungsfälle und Branchenlösungen
ABS-Material wird in zahlreichen Branchen eingesetzt. In der Elektronikindustrie werden Smartphone-Gehäuse und Laptop-Strukturkomponenten aus 1,5 mm dicken ABS-Platten bearbeitet, um komplexe dreidimensionale gekrümmte Oberflächen und Schnittstellenlöcher zu erzielen. Die Oberfläche wird durch Sandstrahlen und mattes Sprühen behandelt, um ein Gleichgewicht zwischen Leichtigkeit und Haptik herzustellen.
Autoindustrie
ABS-Teile werden häufig für die Innenausstattung von Fahrzeugen verwendet, z. B. für Armaturenbretter, Türverkleidungen und Mittelkonsolen. Die Halterung der Mittelkonsole eines Fahrzeugs der neuen Generation wird aus einer ABS+PC-Legierung bearbeitet, wobei eine Montagetoleranz von 0,05 mm erreicht wird. Während der Bearbeitung werden Vakuum-Adsorptionsvorrichtungen verwendet, um eine Verformung der dünnen Wände zu verhindern.
Bereich Medizinische Ausrüstung
Medizinische ABS-Teile müssen hohe Anforderungen an Präzision und Biokompatibilität erfüllen. Ein chirurgisches Instrumentensieb wird aus lebensmittelechtem ABS gefertigt, dessen Oberfläche einer 134℃-Hochtemperatursterilisation standhält und die ISO 10993 Biokompatibilitätstests.
Branchenspezifische Lösungen
ABS-Material bietet branchenspezifische Lösungen: Leichte Strukturbauteile für die Luft- und Raumfahrt nutzen ein topologieoptimiertes Design; hochfeste Schutzschalen für die Sicherheitsbranche weisen durch spezielle Verstärkungsrippen eine erhöhte Schlagfestigkeit auf. Eine hybride CNC- und 3D-Druck Fertigungsmodell eignet sich für die schnelle Produktion kleiner Serien komplexer Teile.
Zusammenfassung
In diesem Artikel werden systematisch die wichtigsten technischen Punkte der CNC-Bearbeitung von ABS-Teilen erläutert, darunter die Eigenschaften des ABS-Materials (Dichte 1,04-1,06 g/cm³, Schlagzähigkeit 20-40 kJ/m²), die Bearbeitungsparameter (Drehzahl 1500-3000 U/min, Vorschub 0,1-0,3 mm/r) und die Anwendungen in der Industrie (Elektronikgehäuse, Fahrzeuginnenraum usw.). Ein weiterer Schwerpunkt liegt auf der Erzielung einer hochwertigen CNC-ABS-Schalenproduktion durch Prozessoptimierung und Präzisionskontrolle (ISO m-Level ±0,1 mm Toleranz).

FAQ zu CNC-gefrästen Abs-Teilen
Was sind die Anforderungen an die Materialreinheit bei der CNC-Bearbeitung von ABS-Teilen?
Die Reinheit des Materials ist entscheidend. Hohe Verunreinigungen beschleunigen den Werkzeugverschleiß, beeinträchtigen die Genauigkeit und verursachen Oberflächenfehler. Um die Qualität der Teile zu gewährleisten, sollte hochreines ABS-Material von stabiler Qualität gewählt werden.
Wie wählt man Schneidwerkzeuge für die CNC-Bearbeitung von ABS-Teilen aus?
ABS ist weich. Verwenden Sie spezielle, scharfe Kunststoffschneidwerkzeuge, wie z. B. zweischneidige Spiralfräser, um die Schnittkräfte zu verringern, Verformungen und Grate zu vermeiden, die Spanabfuhr zu verbessern und die Effizienz und Qualität zu steigern.
Wie hoch ist die Genauigkeit bei der CNC-Bearbeitung von ABS-Teilen?
Die Genauigkeit beträgt in der Regel ±0,05 mm oder sogar mehr. Sie wird von verschiedenen Faktoren beeinflusst; eine Optimierung kann die Genauigkeit gewährleisten.
Wie erfolgt die Oberflächenbehandlung von CNC-gefrästen ABS-Teilen?
Die Sprühbeschichtung kann die Farbe verändern und die Verschleiß- und Korrosionsbeständigkeit erhöhen; Galvanik verleiht einen metallischen Glanz und erhöht die Härte; durch Siebdruck und Heißprägung werden Markierungen und Muster hinzugefügt.
Welche Vorteile bietet die CNC-Bearbeitung von ABS-Teilen bei Kleinserien im Vergleich zum Spritzguss?
Keine Form erforderlich, kürzere Zykluszeit, schnellere Lieferung; spart Formkosten, reduziert Kosten und kontrolliert Risiken; flexibel, passt sich an Designänderungen an.








