









Fabbricazione di lamiere
- Tempo di realizzazione del prototipo ≤ 3 giorni
- precisione della superficie curva ±0,1 mm
- tasso di deformazione a flessione < 1%
- Consegna: 3-5 giorni
Siamo specializzati nella fabbricazione di lamiere su misura, offrendo una lavorazione affidabile e di alta qualità.
Il nostro programma di consegna rapida vi garantisce il rispetto dei tempi.
Contattate Weldo oggi stesso per un preventivo competitivo!
Che cos'è la fabbricazione di lamiere?
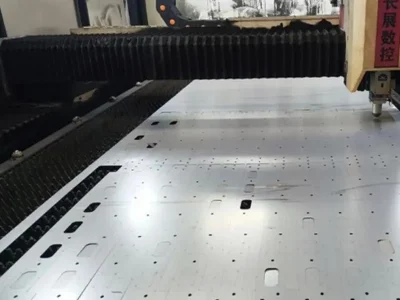
La fabbricazione di lamiere è una tecnica di costruzione che prevede il taglio, la piegatura e l'assemblaggio di acciaio formato a freddo per creare strutture robuste. Consente una fabbricazione di precisione, fornendo soluzioni edilizie durevoli e flessibili.
I processi principali includono:
Taglio laser: La precisione raggiunge ±0,1 mm, adatta alla lavorazione di contorni complessi.
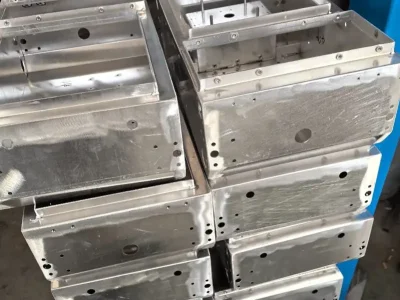
CNC piegatura: Raggio minimo di curvatura ≥ spessore del materiale per evitare fessurazioni
Saldatura/rivettatura: AWS D1.1 gli standard di saldatura garantiscono la resistenza strutturale

Materiale per la lavorazione della lamiera
La scelta del materiale influisce sulla forza, sulla resistenza alla corrosione e sulla producibilità nella fabbricazione di lamiere.
| TIPO DI ACCIAIO | RESISTENZA ALLA TRAZIONE (MPA) | RESISTENZA ALLO SNERVAMENTO (MPA) | ALLUNGAMENTO (%) | SCENARI APPLICATIVI TIPICI |
|---|---|---|---|---|
| SPCC Acciaio laminato a freddo | 320-400 | 180-250 | 28 | Armadi elettrici di controllo, alloggiamenti per apparecchiature |
| Q235 | 375-500 | 235 | 26 | Supporti strutturali dell'edificio |
| A36 | 400-550 | 250 | 20 | Basi per macchinari pesanti |
| ACCIAIO INOX | TEST DI RESISTENZA ALLA NEBBIA SALINA | DUREZZA (HV) | SALDABILITÀ | SCENARI APPLICATIVI TIPICI |
| 304 | 5000 ore senza ruggine rossa | 150 | Eccellente | Quadri di attrezzature mediche |
| 316 | 10000 ore senza ruggine rossa | 160 | Buono | Strutture di ingegneria navale |
| 430 | 3000 ore senza ruggine rossa | 180 | Medio | Supporti per attrezzature da cucina |
| LEGA DI ALLUMINIO | DENSITÀ (G/CM³) | RESISTENZA ALLA TRAZIONE (MPA) | TRATTAMENTO DELLA SUPERFICIE | SCENARI APPLICATIVI TIPICI |
| 6061-T6 | 2.7 | 310 | Anodizzazione | Alloggiamenti per apparecchiature elettroniche |
| 5052-H32 | 2.68 | 230 | Spruzzatura | Strutture del ponte della nave |
| 3003-H14 | 2.73 | 150 | Elettroforesi | Componenti decorativi della struttura |
Guida alla fabbricazione della lamiera:
I problemi di qualità nella fabbricazione di lamiere derivano da uno scarso controllo delle attrezzature, dei materiali e dei processi; la comprensione delle cause e delle soluzioni aiuta a migliorare l'accuratezza e l'efficienza.
| PROBLEMI COMUNI | CAUSE | SOLUZIONI |
|---|---|---|
| Taglio impreciso | Precisione insufficiente dell'attrezzatura di taglio, fissaggio instabile della placca, ecc. | Controllare e regolare l'attrezzatura di taglio, assicurare un fissaggio stabile della piastra. |
| Deviazione dimensionale nella formatura | Stampi usurati delle piegatrici o dei punzoni, spessore non uniforme della lamiera, ecc. | Sostituire gli stampi usurati, controllare e regolare lo spessore della piastra. |
| Difetti di saldatura | Impostazione errata dei parametri di saldatura, scarsa qualità dei materiali di saldatura, ecc. | Regolare i parametri di saldatura, sostituire con materiali di saldatura di alta qualità. |
| Trattamento superficiale scadente | Selezione impropria dei processi di trattamento superficiale, operazioni improprie durante il trattamento, ecc. | Scegliere i processi di trattamento superficiale appropriati, operare rigorosamente in base ai requisiti del processo. |
Capacità di fabbricazione di lamiere:
| ARTICOLO | SPECIFICA |
|---|---|
| PARAMETRI FONDAMENTALI | Precisione di posizionamento ±0,03 mm, velocità di taglio fino a 8 m/min (per acciaio inox da 1 mm) |
| LUNGHEZZA MASSIMA DI CURVATURA | 3100 mm, Precisione dell'angolo ±0,1° |
| CAPACITÀ PRODUTTIVA | Produzione mensile di 80.000 parti in lamiera di precisione, tasso di difetto del telaio del dispositivo medico < 1% |
| COMPATIBILITÀ DEI MATERIALI | Supporta materiali speciali come alluminio, rame, leghe di titanio, ecc. |



Vantaggi della lavorazione delle lamiere
Produzione ad alta precisione: La tolleranza di taglio laser raggiunge ±0,1 mm e la ripetibilità di piegatura ±0,5°, soddisfacendo i requisiti aerospaziali di alta precisione.
Utilizzo ottimizzato dei materiali: Il nesting avanzato aumenta l'utilizzo del materiale fino a 92%, riducendo gli scarti e i costi di produzione.
Iterazione rapida: Dalla progettazione 3D alla consegna dei campioni entro 72 ore, riducendo in modo significativo i cicli di sviluppo.
Struttura leggera: Le strutture in alluminio ottimizzate per la topologia riducono il peso di 40% pur mantenendo elevate resistenza e rigidità.
Sostenibile per l'ambiente: La verniciatura a polvere riduce le emissioni di COV di 90%, con tassi di riciclaggio dei materiali superiori a 95%.
Applicazione della fabbricazione di lamiere
Industria automobilistica: La Tesla Model 3 utilizza alluminio di serie 5 con lunghe saldature al laser, riducendo il peso di 180 kg e migliorando l'efficienza.
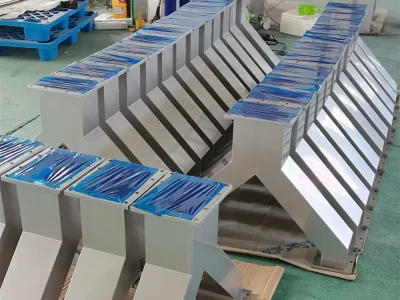
Pareti divisorie architettoniche: I telai in alluminio 6061-T6 lunghi fino a 12 m garantiscono un'elevata resistenza con un errore di rettilineità ≤ 2 mm.
Apparecchiature elettroniche: Gli armadi SGCC con verniciatura a polvere raggiungono un grado di protezione IP65 e un funzionamento stabile da -40°C a 70°C.
Apparecchiature mediche: I telai in acciaio inox 316L offrono Ra ≤ 0,8 μm, resistono alla sterilizzazione e soddisfano gli standard ISO 10993.
FAQ sulla fabbricazione di lamiere
Come risolvere la deformazione da saldatura dell'acciaio inossidabile?
Utilizzare la saldatura laser pulsata con una larghezza della zona interessata dal calore inferiore a 0,1 mm.
Saldare dal centro verso l'esterno, utilizzando i fissaggi per il fissaggio.
Dopo la saldatura, eseguire una ricottura di distensione a bassa temperatura (300°C per 1 ora).
Cause e misure preventive delle cricche nelle leghe di alluminio dopo la piegatura.
Il materiale si trova nello stato di invecchiamento T6, con conseguente insufficiente plasticità.
Raggio di curvatura inferiore allo spessore del materiale (ad esempio, un raggio di curvatura di 1 mm di spessore in 6061 T6 richiede ≥1,5 mm).
Misure preventive:
Utilizzare materiale ricotto O o H32.
Eseguire una ricottura locale (temperatura 410°C ± 10°C) prima della piegatura.
Come migliorare l'adesione dei rivestimenti superficiali sulle parti in lamiera?
Sabbiatura: Sabbia di allumina a 80 maglie, pressione di 0,3 MPa.
Fosfatazione: Spessore del rivestimento di fosfato di zinco 5-8 μm, resistenza alla corrosione ≥ 500 ore
Spruzzatura: Rivestimento in polvere spessore 60-80 μm, temperatura di indurimento 180°C x 20 minuti
Progettazione della stabilità strutturale per telai a campata lunga (>6 m)?
Utilizzare una sezione trasversale di acciaio + armatura a C per aumentare il momento d'inerzia di 30%
Installare i sostegni a intervalli ≤ 1,5 m e controllare la deflessione a L/200 (L = campata).
Utilizzare l'acciaio ad alta resistenza Q355B, con un carico di snervamento ≥ 355 MPa.
Come controllare i metodi di costo per i telai in lamiera?
Standardizzare le specifiche di spessore del materiale (ad esempio, utilizzare spessori di 1,2 mm e 2,0 mm nello stesso prodotto).
Utilizzate il design modulare per ridurre le variazioni del numero di pezzi di 30%
Passare alla produzione di massa con stampaggio progressivo, riducendo il tempo di lavorazione di un singolo pezzo a 15 secondi.