

Molti pezzi lavorati devono soddisfare determinati requisiti relativi alle loro proprietà fisiche durante l'uso, quali la durezza e la tenacità. Questi due parametri fisici sono correlati in modo inverso: quando un materiale presenta una durezza relativamente elevata, la sua tenacità è solitamente inferiore; quando la tenacità è elevata, la sua resistenza è generalmente inferiore. Per garantire l'uso sicuro dei pezzi ed evitare la rottura completa per fragilità o la formazione di crepe, solitamente si controllano la resistenza e la tenacità all'interno e all'esterno del pezzo. La durezza superficiale non può essere la stessa di quella interna. Ciò dimostra l'importanza dell'indurimento delle superfici metalliche. Di seguito fornirò una breve introduzione all'indurimento delle superfici metalliche.

Che cos'è la cementazione
L'indurimento superficiale è una tecnologia di processo che impiega metodi fisici, chimici o meccanici per migliorare la durezza, la resistenza all'usura, la resistenza alla corrosione e altre proprietà dello strato superficiale del materiale, mantenendo al contempo la tenacità e la resistenza all'interno del materiale stesso.
Nella lavorazione meccanica e nella produzione di componenti metallici, molti pezzi non devono necessariamente essere “induriti su tutta la superficie”. Le parti che devono realmente resistere all’attrito, all’usura e alla fatica da contatto sono spesso solo le zone più esterne destinate a venire a contatto con altri componenti. Pertanto, la produzione richiede spesso una superficie indurita per migliorare la resistenza all’usura della parte operativa di un componente.
Ad esempio, componenti quali ingranaggi, guide, sedi dei cuscinetti, alberi di trasmissione, camme e superfici degli stampi sono sottoposti continuamente a contatto per scorrimento, rotolamento o urto durante il funzionamento. Se l'intero componente viene reso molto duro, la resistenza all'usura aumenta, ma la tenacità complessiva del componente diminuisce. In presenza di urti o carichi alternati, il componente è più soggetto a crepe o addirittura alla rottura completa, causando danni irreversibili a macchinari e attrezzature.
Lo scopo principale della cementazione è quello di rendere la superficie di un pezzo sufficientemente dura e resistente all'usura, mentre l'interno mantiene una buona tenacità e resistenza agli urti.
In poche parole:
Superficie dura: migliora la resistenza all'usura, la resistenza alla fatica e la durata;
Interno resistente: migliora la resistenza agli urti interna del pezzo e previene la rottura completa per fragilità;
Deformazione minima: rispetto al tempra a cuore, è più indicata per componenti di precisione con elevati requisiti dimensionali;
Costi più contenuti: vengono rinforzate solo le aree di lavoro principali, quindi non è necessario un trattamento ad alta intensità su tutto il pezzo.
Questo è anche il motivo per cui molti componenti metallici ad alte prestazioni non vengono sottoposti a tempra a cuore, ma si ricorre invece a un processo di tempra superficiale.
Perché i pezzi in metallo vengono solitamente sottoposti solo a tempra superficiale?
Ci sono tre ragioni principali per cui i pezzi in metallo vengono sottoposti solo a tempra superficiale.
1. L'usura si verifica solitamente sulla superficie
Quando i componenti meccanici sono in funzione, la zona che entra realmente in contatto, sfrega e si usura a contatto con le altre parti è lo strato superficiale.
Ad esempio, quando gli ingranaggi si innestano, l'usura si verifica principalmente sulla superficie dei denti; quando le guide scorrono, l'usura si concentra principalmente sulla superficie di contatto; quando le parti dell'albero sono sottoposte a carico, spesso le crepe da fatica hanno origine proprio dalla superficie.
Pertanto, purché lo strato superficiale sia trattato in modo da risultare sufficientemente resistente, è possibile migliorare notevolmente la durata del componente.
2. Gli interni devono mantenere la loro robustezza
Se l'intero pezzo viene temprato, il materiale diventa più fragile. Per i pezzi sottoposti a urti, coppie o sollecitazioni ripetute, un'eccessiva durezza complessiva può invece comportare il rischio di frattura.
L'indurimento superficiale può consentire al pezzo di assumere una struttura “dura all'esterno e tenace all'interno”:
Lo strato esterno garantisce la resistenza all'usura; quello interno assicura la capacità di carico e l'assorbimento degli urti;
Le prestazioni complessive risultano più stabili rispetto al semplice perseguimento di un'elevata durezza.
Questo è molto importante per ingranaggi, alberi, perni, componenti di trasmissione e parti di stampi.
3. Può ridurre le deformazioni dovute al trattamento termico
Il tempra a ciclo continuo sottopone l'intero pezzo a un intenso processo di riscaldamento e raffreddamento, che può facilmente causare deformazioni, fessurazioni e tensioni residue.
Il trattamento di tempra superficiale aumenta la durezza solo degli strati superficiali più superficiali, con una zona termicamente alterata più ridotta, rendendolo più adatto a componenti di precisione e pezzi con un margine limitato per la successiva lavorazione meccanica.
Per i pezzi lavorati a controllo numerico, l'indurimento superficiale può inoltre ridurre la necessità di successive lavorazioni di correzione e migliorare la stabilità dimensionale.
Tipi di processi di tempra superficiale
In base ai diversi principi di tempra e ai vari metodi di riscaldamento, i metodi più comuni di tempra superficiale comprendono principalmente cinque tipologie: tempra a fiamma, tempra a induzione, tempra laser, tempra per cementazione e tempra per nitrurazione.
Tra questi, la tempra a fiamma, la tempra a induzione e la tempra laser rientrano principalmente nei processi di tempra superficiale; la cementazione e la nitrurazione rientrano invece nei processi di trattamento termico chimico.
1. Tempra a fiamma: tradizionale e semplice, ma più difficile da controllare
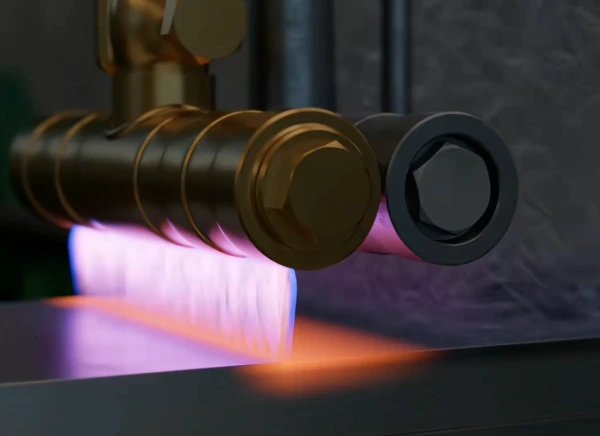
La tempra a fiamma è un metodo di indurimento superficiale consolidato da tempo. Di solito si utilizza una fiamma ossiacetilenica o un'altra fiamma ad alta temperatura per riscaldare rapidamente la superficie di un pezzo metallico e poi raffreddarla immediatamente con getti d'acqua o spruzzi.
Dopo che la superficie di un pezzo in acciaio è stata riscaldata alla temperatura di austenitizzazione, un raffreddamento rapido trasforma la struttura superficiale in martensite.
La martensite è una microstruttura ad alta durezza ed è anche la ragione per cui la superficie del pezzo si indurisce dopo la tempra a fiamma. Questo fenomeno può essere osservato attraverso i cambiamenti nella microstruttura metallografica al microscopio ad alto ingrandimento.
Vantaggi della tempra a fiamma
Il processo è semplice e il costo delle attrezzature è relativamente contenuto;
Adatto all'indurimento di pezzi di grandi dimensioni e di aree localizzate;
Meno limitazioni alle dimensioni dei pezzi;
Può essere utilizzato per ingranaggi, guide, parti di alberi, ecc.
Svantaggi dell'indurimento a fiamma
Il problema principale dell'indurimento a fiamma è che non è facile controllare il calore con precisione.
L'area interessata dal calore della fiamma è relativamente ampia. Se il funzionamento non è stabile, le zone che dovrebbero essere temprate potrebbero risultare insufficientemente temprate, mentre quelle che non dovrebbero esserlo potrebbero essere surriscaldate.
Nel caso di ingranaggi di piccole dimensioni, alberi sottili e pezzi a pareti sottili, il calore della fiamma può facilmente penetrare all'interno, provocando il riscaldamento dell'intera sezione e vanificando l'obiettivo di “indurire solo la superficie”.”
Inoltre, la tempra a fiamma può anche causare: deformazione del pezzo; ossidazione superficiale; profondità irregolare dello strato temprato; e la necessità di successive operazioni di rettifica o lavorazione correttiva.
Va sottolineato che la necessità di un rinvenimento dopo la tempra a fiamma dipende dal materiale, dai requisiti di durezza e dalle condizioni di impiego del pezzo. Per alcuni pezzi sottoposti a forti sollecitazioni, si esegue solitamente un rinvenimento a bassa temperatura al fine di ridurre le tensioni da tempra e il rischio di fessurazione durante le successive operazioni di finitura.
2. Tempra a induzione: un metodo efficiente di tempra superficiale adatto alla produzione in serie
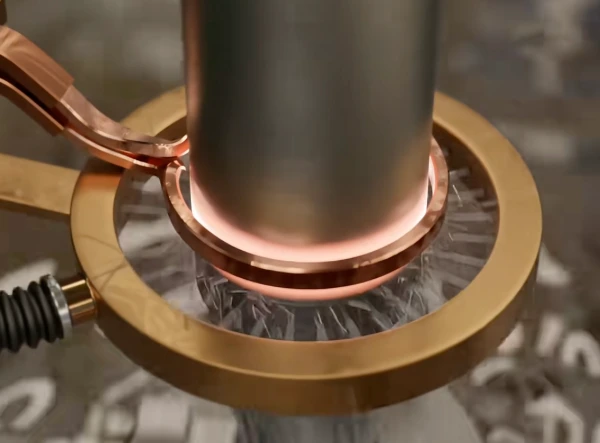
La tempra a induzione è un processo di tempra superficiale più moderno e più controllabile. Non utilizza direttamente la fiamma per il riscaldamento, ma impiega invece corrente alternata ad alta o media frequenza per generare un campo magnetico alternato all'interno di una bobina.
Quando un pezzo metallico viene sottoposto a un campo magnetico alternato, sulla sua superficie si generano correnti parassite. Queste correnti parassite provocano un riscaldamento per resistenza all'interno del metallo, causando un rapido riscaldamento dello strato superficiale del pezzo. Il pezzo viene quindi raffreddato mediante spruzzatura o nebulizzazione d'acqua, il che fa sì che sulla superficie del pezzo metallico si formi una struttura martensitica ad alta durezza.
Perché la tempra a induzione riscalda solo la superficie?
Il segreto della tempra a induzione è l“”effetto pelle».”
Maggiore è la frequenza della corrente alternata, maggiore è la concentrazione della corrente sulla superficie del pezzo e minore è la profondità di riscaldamento; minore è la frequenza, maggiore è la penetrazione della corrente e più profondo diventa lo strato indurito.
Pertanto, la tempra a induzione consente di regolare la profondità dello strato indurito modificando la frequenza, la potenza e il tempo di riscaldamento.
Vantaggi della tempra a induzione
Rapida velocità di riscaldamento;
Profondità dello strato indurito regolabile;
Lievi deformazioni del pezzo;
Minore ossidazione superficiale;
Facile da automatizzare;
Ideale per la produzione in serie.
Svantaggi della tempra a induzione
I costi delle attrezzature per la tempra a induzione sono relativamente elevati ed è necessario progettare in anticipo bobine a induzione adeguate in base alla forma del pezzo.
Nel caso di pezzi dalle forme complesse o di piccole serie, i costi legati alla progettazione e alla messa a punto degli stampi possono risultare relativamente elevati.
Tuttavia, una volta che la domanda di lavorazione e il processo si sono stabilizzati, la tempra a induzione garantisce un'eccellente efficienza produttiva e uniformità.
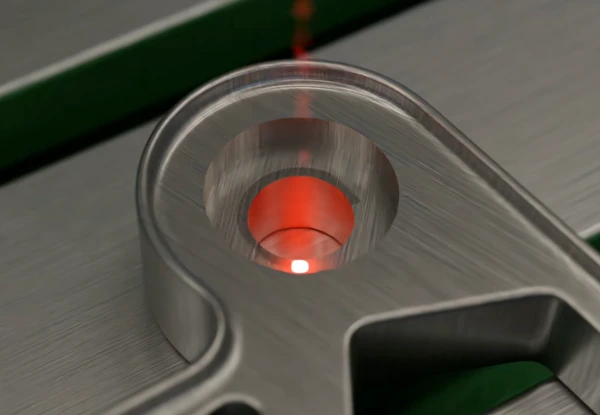
3. Indurimento superficiale al laser: indicato per l'indurimento localizzato ad alta precisione
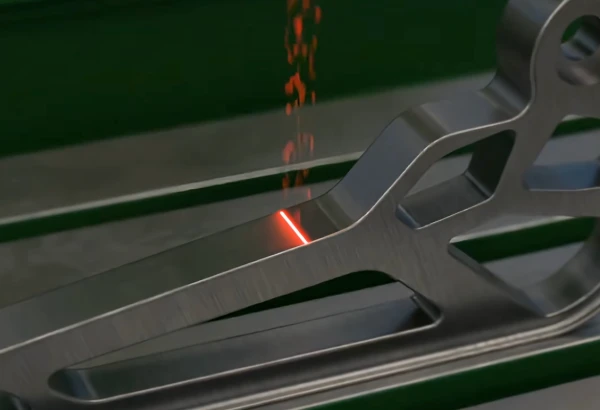
La tempra laser utilizza un raggio laser ad alta potenza per scansionare rapidamente la superficie del pezzo, provocando il rapido riscaldamento di alcune aree locali fino alla temperatura di trasformazione di fase; successivamente, si affida alla capacità di dissipazione del calore e di raffreddamento del pezzo stesso per completare la tempra.
A differenza della tempra a fiamma e della tempra a induzione, il processo di tempra superficiale al laser solitamente non richiede un raffreddamento supplementare mediante spruzzatura d'acqua. Poiché l'area riscaldata dal laser è molto piccola, il metallo freddo circostante non riscaldato dissipa rapidamente il calore, consentendo un raffreddamento rapido per auto-raffreddamento.
Vantaggi della tempra laser
Zona termicamente alterata ridotta;
Deformazione estremamente ridotta;
Posizione di tempra precisa;
Minore ossidazione superficiale;
Adatto a forme complesse e al trattamento di aree localizzate;
Può essere utilizzato per componenti di precisione di alto valore.
Svantaggi della tempra laser
I costi delle apparecchiature per la tempra laser sono relativamente elevati e la loro efficienza produttiva non è solitamente adeguata quanto quella della tempra a induzione per la produzione di massa a basso costo.
Pertanto, viene impiegato più spesso per componenti di piccole dimensioni, ad alta precisione e ad alto valore aggiunto, quali rinforzi localizzati negli stampi, guide di precisione, superfici dentate speciali o zone localizzate resistenti all'usura.
4. Cementazione: indurimento anche della superficie dell'acciaio a basso tenore di carbonio
La tempra a fiamma, la tempra a induzione e la tempra laser sopra menzionate hanno tutte un requisito fondamentale: l'acciaio stesso deve contenere una quantità sufficiente di carbonio.
Nel caso dell'acciaio a basso tenore di carbonio, la tempra diretta rende solitamente difficile ottenere un'elevata durezza, poiché il tenore di carbonio è insufficiente e non consente la formazione di martensite sufficientemente dura.
A questo punto è necessario procedere alla cementazione.
La cementazione è il processo che consiste nel collocare un pezzo in acciaio a basso tenore di carbonio in un ambiente ad alta temperatura e ricco di carbonio (composto principalmente da coke, grafite, carbone vegetale e carbonato di bario), consentendo agli atomi di carbonio di penetrare gradualmente nello strato superficiale del pezzo.
Dopo la cementazione, il tenore di carbonio della superficie del pezzo aumenta, mentre l'interno rimane a basso tenore di carbonio. La successiva tempra e rinvenimento consentono quindi alla superficie di raggiungere un'elevata durezza, mentre l'interno mantiene comunque una buona tenacità.
Vantaggi della cementazione
Adatto per acciaio a basso tenore di carbonio e acciaio legato a basso tenore di carbonio;
Elevata durezza superficiale;
Strato indurito relativamente profondo;
Buona resistenza alla fatica;
Adatto per ingranaggi sottoposti a sollecitazioni elevate, alberi di trasmissione, alberi con perni e altri componenti.
Svantaggi della cementazione
La cementazione è un processo di trattamento termico ad alta temperatura e di lunga durata, caratterizzato da un ciclo di lavorazione relativamente lungo e da un elevato consumo energetico.
A causa delle elevate temperature, il pezzo può anche deformarsi; pertanto, solitamente dopo la cementazione si procede alla rettifica, alla finitura o alla correzione dimensionale.
Applicazioni tipiche della cementazione
La cementazione è particolarmente indicata per i componenti che devono resistere agli urti e presentare un'elevata resistenza all'usura, come ad esempio:
Ingranaggi per il settore automobilistico;
Riduttori;
Alberi di trasmissione;
Alberi a spline;
Boccole;
Componenti meccanici per impieghi gravosi.
5. Nitrurazione: un processo di indurimento superficiale caratterizzato da una deformazione minima e un'elevata resistenza all'usura
La nitrurazione viene solitamente eseguita a temperature relativamente elevate. Il processo prevede la decomposizione dell'ammoniaca o dell'azoto in condizioni di alta temperatura e alta pressione, consentendo agli atomi o agli ioni di azoto di penetrare nella superficie dell'acciaio e di formare nitruri duri con gli elementi di lega presenti nell'acciaio, quali alluminio, cromo, molibdeno e vanadio. Questi strati di nitruro presentano una durezza e una resistenza all'usura molto elevate, pertanto possono migliorare significativamente la durata della superficie del pezzo. Il processo di nitrurazione si divide principalmente in tre processi: nitrurazione gassosa, nitrurazione ionica e nitrocarburazione.
Vantaggi della nitrurazione
La temperatura di trattamento è relativamente bassa (400-600 gradi Celsius);
Lievi deformazioni del pezzo;
Buona stabilità dimensionale;
Elevata durezza superficiale;
Buona resistenza all'usura e alla fatica;
Può anche migliorare in una certa misura la resistenza alla corrosione.
Svantaggi della nitrurazione
La velocità di nitrurazione è relativamente bassa e il ciclo di trattamento è lungo, richiedendo talvolta decine di ore o anche più.
Allo stesso tempo, lo strato nitrurato è solitamente più sottile dello strato cementato e presenta inoltre determinati requisiti in termini di composizione del materiale.
Applicazioni tipiche della nitrurazione
La nitrurazione viene comunemente utilizzata per componenti che richiedono un'elevata precisione e una lunga durata, quali:
Ingranaggi di precisione, stampi, alberi a gomiti, viti di comando, steli delle valvole, componenti per alberi di alta precisione e componenti chiave per il settore aerospaziale e automobilistico.
Confronto tra 5 tipi di processi di tempra superficiale
| Processo | Principio di rafforzamento | Se è necessario il tempra | Vantaggi principali | Principali svantaggi | Parti compatibili |
| Tempratura a fiamma | Il raffreddamento rapido dopo il riscaldamento superficiale porta alla formazione di martensite | Obbligatorio | Economico, adatto a pezzi di grandi dimensioni | Scarsa resistenza al calore, soggetto a deformazioni e ossidazione | Ingranaggi di grandi dimensioni, guide di scorrimento, alberi |
| Tempra a induzione | Il raffreddamento rapido dopo che l'induzione elettromagnetica ha riscaldato la superficie | Obbligatorio | Elevata efficienza, profondità regolabile, adatto alla produzione in serie | Costi elevati delle attrezzature e delle bobine | Ingranaggi, alberi, perni, componenti di trasmissione |
| Tempratura laser | Raffreddamento rapido autonomo dopo il riscaldamento locale con laser | Di solito non è necessario alcun sistema di raffreddamento esterno | Elevata precisione, deformazione minima | Costo elevato, adatto a spazi ridotti | Stampi, guide di scorrimento, superfici locali resistenti all'usura |
| Carbocementazione | Il tenore di carbonio superficiale viene aumentato prima della tempra | Obbligatorio | Elevata durezza superficiale, strato indurito relativamente profondo | Ciclo lungo, soggetto a deformazioni | Ingranaggi per impieghi gravosi, alberi di trasmissione |
| Nitrurazione | Gli atomi di azoto formano nitruri duri | Non richiesto | Deformazione minima, stabilità dimensionale, buona resistenza all'usura | Ciclo lungo, costi elevati, strato sottile | Ingranaggi di precisione, stampi, viti di comando |
Scegli il processo di tempra più adatto al tuo progetto
A seconda del materiale, delle dimensioni, dei requisiti di durezza, della profondità dello strato indurito e del volume di produzione, è necessario abbinare a ciascuna parte un processo di tempra adeguato.
Se si tratta di una parte consistente
Si può prendere in considerazione la tempra a fiamma.
È dotata di un'attrezzatura semplice ed è adatta per ingranaggi di grandi dimensioni, guide e rinforzi superficiali localizzati, ma richiede un elevato livello di esperienza da parte dell'operatore.
Se si tratta di un componente prodotto in serie
La tempra a induzione è solitamente la scelta più indicata.
È veloce, offre una buona stabilità e presenta un elevato grado di automazione, il che lo rende adatto alla produzione su larga scala di ingranaggi, alberi e componenti di trasmissione.
Se è necessario un indurimento localizzato ad alta precisione
La tempra laser offre ulteriori vantaggi.
È indicato per aree di piccole dimensioni, forme complesse e componenti di alto valore, in particolare pezzi che richiedono un controllo della deformazione estremamente accurato.
Se il materiale è acciaio a basso tenore di carbonio
È possibile scegliere la cementazione.
L'acciaio a basso tenore di carbonio presenta di per sé una durezza limitata se sottoposto a tempra diretta. Grazie alla cementazione, è possibile ottenere uno strato superficiale ad alto tenore di carbonio e quindi raggiungere un'elevata durezza mediante tempra.
Se il componente deve soddisfare requisiti di stabilità dimensionale estremamente elevati
La nitrurazione è una scelta davvero ottimale.
Utilizza una temperatura di lavorazione più bassa e non richiede un raffreddamento brusco, quindi la deformazione è minima, rendendolo adatto a componenti di precisione e a lunga durata.
Quali metalli richiedono un trattamento di indurimento superficiale
- Acciaio a basso tenore di carbonio e acciaio legato a basso tenore di carbonio: comunemente utilizzato nei processi di cementazione, ad esempio per ingranaggi automobilistici, catene, perni di macchine industriali, ecc. Attraverso la cementazione, il tenore di carbonio dello strato superficiale viene aumentato e si ottiene un'elevata durezza (HRC 58-64) dopo la tempra, mentre la tenacità del nucleo viene mantenuta per resistere agli urti e all'usura.
- Acciaio a medio tenore di carbonio e acciaio legato a medio tenore di carbonio: adatti alla tempra superficiale (come la tempra a induzione e la tempra a fiamma), utilizzati per alberi, ingranaggi, alberi scanalati, ecc. Grazie al rapido riscaldamento e raffreddamento, lo strato superficiale forma una struttura martensitica, migliorando la resistenza all'usura e la resistenza alla fatica, con una profondità dello strato generalmente compresa tra 0,5 e 2,5 mm.
- Acciaio strutturale legato (come 38CrMoAl): spesso utilizzato nei processi di nitrurazione. La temperatura di trattamento è bassa (500-580 °C), la deformazione è estremamente ridotta e lo strato superficiale forma uno strato di nitruro ad alta durezza (durezza >= 1000 HV), adatto per parti di alta precisione e ad alta resistenza all'usura quali mandrini di precisione, guide per stampi, bobine di valvole, ecc.
- Ghisa sferoidale: può essere sottoposta a tempra superficiale o cementazione per la realizzazione di componenti sottoposti a sollecitazioni alternate, quali alberi a gomiti dei motori, ingranaggi, ecc., migliorandone la durezza superficiale e la resistenza alla fatica.
- Lega di titanio: solitamente si ricorre all'indurimento superficiale al laser o Rivestimento PVD per componenti ad alte prestazioni nei settori aerospaziale e medico, migliorandone la resistenza all'usura superficiale e alla corrosione.
Il rapporto tra la lavorazione CNC e i processi di tempra superficiale

Per i pezzi lavorati a controllo numerico, la tempra superficiale viene solitamente eseguita dopo la sgrossatura o la semifinitura.
Poiché il trattamento termico può causare alcune deformazioni, molti componenti di alta precisione vengono sottoposti a rettifica, finitura o correzione dimensionale dopo la tempra superficiale.
Il ciclo di lavorazione standard è il seguente:
Preparazione delle materie prime: selezione di materiali metallici provvisti di certificazioni affidabili, acquistati da impianti di lavorazione delle materie prime in base ai disegni forniti dal cliente.
Sgrossatura CNC: eseguire la sgrossatura su una macchina utensile a tre assi per pezzi dalla forma semplice, fresando il contorno approssimativo.
Semilavorazione: potrebbe essere necessario sostituire gli accessori o le teste portautensili per eseguire lavorazioni più dettagliate su una macchina utensile multiasse, come scanalature, fessure e cavità semplici.
Trattamento di tempra superficiale: selezionare il processo di tempra superficiale più adeguato in base al numero di pezzi e ai requisiti di tempra, al fine di garantire che la durezza superficiale e la tenacità interna del materiale siano conformi agli standard.
Rettifica o finitura: è possibile utilizzare rettificatrici CNC per levigare la superficie del pezzo con precisione micrometrica, rimuovere le sbavature in eccesso e ottenere una migliore finitura superficiale e il rispetto dei requisiti di tolleranza; si possono inoltre impiegare processi di taglio a filo, quali il taglio a filo veloce e il taglio a filo lento. Il taglio a filo veloce è adatto al taglio interno di pezzi con requisiti di precisione meno rigorosi e alla rimozione del materiale di base in acciaio al carbonio in eccesso utilizzato per il serraggio durante la lavorazione. Se i requisiti di tolleranza sono elevati e la struttura della cavità è complessa, è possibile utilizzare il taglio a filo lento con un livello di processo più elevato, ma il costo e il tempo di lavorazione saranno maggiori.

Trattamento superficiale: comprende processi comuni quali anodizzazione, passivazione, ossidazione nera, cromatura, nichelatura, verniciatura, ecc., al fine di migliorare ulteriormente la qualità della superficie.
Controllo della durezza, delle dimensioni e della qualità superficiale: per ispezionare e registrare i pezzi finiti vengono utilizzati durometri professionali, micrometri, calibri a corsoio e proiettori. I dati di lavorazione di ciascun pezzo sono tracciabili. Per le aree difficili da misurare, CMM si utilizza tale misura.
Consegna del prodotto finito: il personale addetto ispeziona ogni pezzo, lo imballerà con schiuma, apporrà un'etichetta numerata e registrerà la qualità e la quantità dei componenti.
Se un componente presenta requisiti rigorosi in termini di precisione dimensionale, rugosità superficiale e profondità dello strato cementato, è necessario definire chiaramente, già in fase di progettazione, il metodo di trattamento termico e il margine di lavorazione successivo.
Domande frequenti sull'indurimento superficiale
Una maggiore durezza è sempre preferibile nell'indurimento superficiale?
No. Una durezza eccessiva può aumentare la fragilità della superficie e persino provocare crepe.
La durezza adeguata deve essere determinata in base al materiale, al carico, alle condizioni di usura e all'ambiente di esercizio.
Il trattamento di tempra superficiale influirà sulle dimensioni dei pezzi?
Ciò avrà un certo impatto.
La tempra a fiamma, la tempra a induzione e la cementazione possono causare deformazioni poiché comportano processi di riscaldamento e raffreddamento. La nitrurazione e la tempra laser comportano solitamente deformazioni minori e sono più adatte ai componenti di precisione.
È possibile sottoporre l'acciaio a basso tenore di carbonio a tempra superficiale diretta?
L'effetto è generalmente limitato.
L'acciaio a basso tenore di carbonio ha un contenuto di carbonio ridotto, pertanto la tempra diretta rende difficile ottenere un'elevata durezza. Di solito è necessario prima sottoporlo a cementazione e poi a tempra.
Qual è la differenza tra tempra a induzione e cementazione?
La tempra a induzione modifica principalmente la struttura dello strato superficiale attraverso un rapido riscaldamento e raffreddamento ed è indicata per l'acciaio a medio tenore di carbonio o per l'acciaio con un contenuto di carbonio sufficiente.
La cementazione aumenta innanzitutto il tenore di carbonio della superficie dell'acciaio a basso tenore di carbonio, per poi ottenere un'elevata durezza tramite tempra.
Perché la nitrurazione provoca piccole deformazioni?
La temperatura di nitrurazione è relativamente bassa e di solito non richiede un raffreddamento rapido a spruzzo d'acqua, quindi le sollecitazioni termiche sono ridotte e la stabilità dimensionale è maggiore.
È possibile indurire la superficie della plastica?
Tra i metodi più comuni di indurimento delle superfici in plastica figurano i seguenti:
1. Rivestimento duro superficiale
Sulla superficie della plastica viene applicato un rivestimento ad alta durezza, che viene poi indurito mediante calore, raggi UV o raggi EB per formare una pellicola protettiva. Questo metodo è comunemente utilizzato per materie plastiche quali PC, PMMA, PET, ABS e PC/ABS, in particolare nelle custodie dei telefoni cellulari, nelle lenti ottiche, nei pannelli dei display, nelle lastre di plastica e nelle pellicole protettive. È in grado di migliorare notevolmente la durezza superficiale, la resistenza ai graffi e la resistenza all'usura, con una durezza che raggiunge tipicamente dalle 3 alle 8.
2. Rivestimento superficiale PVD
La deposizione fisica da vapore viene utilizzata in condizioni di vuoto per depositare un film sottile metallico o inorganico sulla superficie della plastica. Questo processo è adatto a tipi di plastica quali ABS, PC/ABS, PC, PBT, PPS e PEEK, in particolare per involucri elettronici, elementi decorativi, componenti per interni di autoveicoli e prodotti in plastica che richiedono un aspetto metallico e una maggiore durata. Migliora la durezza superficiale e la resistenza all'usura, conferendo al contempo lucentezza metallica, riflettività o conduttività.
3. Modifica chimica o fisica della superficie
Il trattamento laser, il trattamento al plasma o il trattamento chimico vengono utilizzati per modificare la struttura molecolare della superficie della plastica, provocando la reticolazione, la cristallizzazione o l'attivazione superficiale. Questo metodo può essere applicato a tecnopolimeri quali PA, POM, PBT, PPS, PEEK, PP e PE. Viene utilizzato principalmente per componenti ottici di alta gamma, parti meccaniche di precisione, ingranaggi, boccole e altre applicazioni ad alte prestazioni. Per le materie plastiche a bassa energia superficiale come PP e PE, solitamente è necessario un pretrattamento, come il trattamento al plasma, corona o a fiamma, per migliorare l'adesione prima dell'indurimento superficiale.
Sintesi
L'indurimento superficiale dei pezzi metallici non ha lo scopo di indurire l'intero pezzo, ma di ottenere prestazioni complessive caratterizzate da “una superficie resistente all'usura e una buona tenacità interna”.”
La tempra a fiamma è economica ma più difficile da controllare; la tempra a induzione è efficiente e adatta alla produzione in serie; la tempra laser è altamente precisa e adatta al rinforzo localizzato; la cementazione è indicata per componenti pesanti in acciaio a basso tenore di carbonio; la nitrurazione è indicata per componenti di alta precisione e lunga durata.
Per ingranaggi, alberi, guide, stampi e Parti lavorate con precisione tramite CNC, la scelta del processo di tempra superficiale più adeguato può migliorare in modo significativo la resistenza all'usura, la resistenza alla fatica e la durata complessiva dei componenti. Se desiderate ricevere ulteriori informazioni o approfondire preventivi trasparenti Per la lavorazione su misura di componenti e il trattamento delle superfici, potete contattare Lavorazione Weldo servizio clienti.
Un pezzo metallico davvero eccellente non è duro in ogni sua parte; è duro dove deve essere duro e resistente dove deve essere resistente.









{kind=link}