
オーバーモールディング

オーバーモールド加工は、複数の素材を一体化することで、製品の性能(防水性や耐衝撃性など)を高め、触感を向上させるとともに、生産工程を合理化します。多様な産業に適しています。詳しい加工内容やお見積もりは、こちらまでお問い合わせください。 ウェルド !
オーバーモールディングとは?
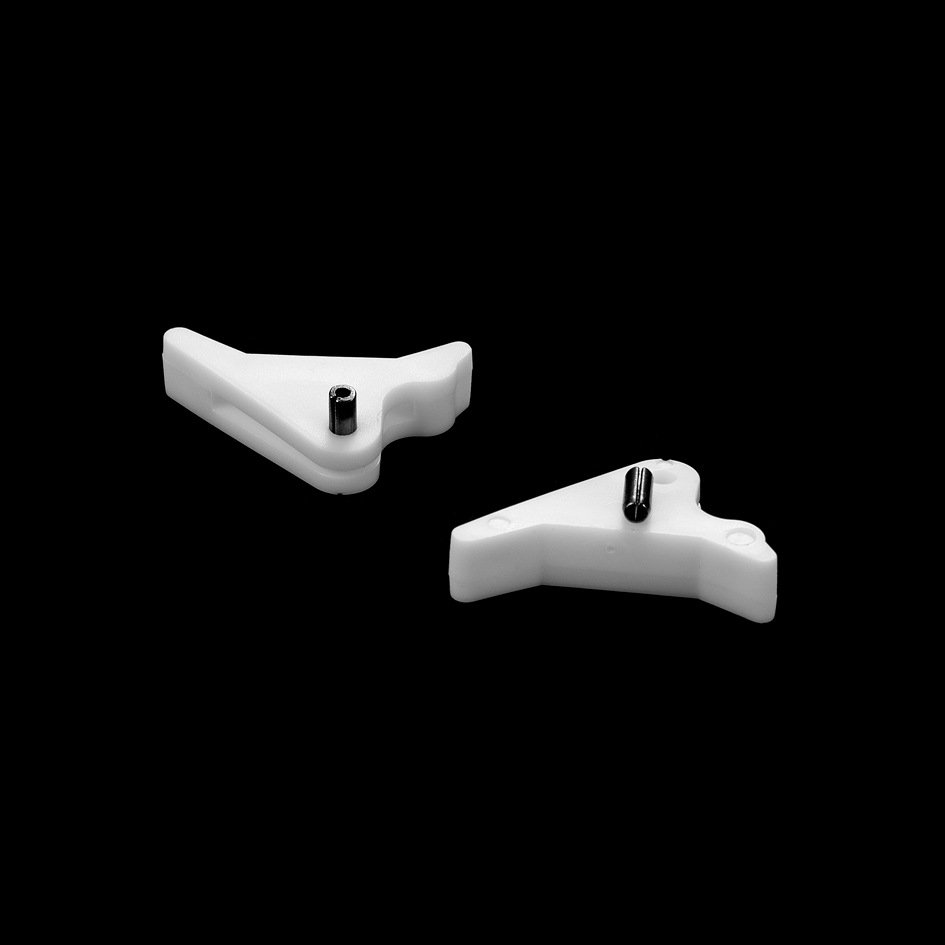
オーバーモールドは、射出成形によって2つ以上の材料を1つのユニットに統合する製造技術である。通常、硬い基材がベース層として機能し、物理的インターロックまたは化学的分子親和性によって材料間の接着剤フリーの結合を実現する。このプロセスは、ツーショット成形とインサート成形に分類される。前者は回転金型を使って1回の生産サイクルで工程を完了させるが、後者は基材を2つ目の金型に移して射出する必要がある。


オーバーモールド用素材
基材は主に硬質プラスチック(エンジニアリング・プラスチック/金属)であり、オーバーモールディング材は主にエラストマーまたは軟質プラスチックであり、ソフトな触感、滑り抵抗、またはシール機能を提供する。
以下はオプション教材。
金属材料:


ステンレス
ステンレス鋼は強い耐食性を持ち、表面は滑らかでお手入れが簡単です。主に厨房機器部品、医療機器、建材、建築、自動車部品などに使用されている。
カラー :シルバー
種類 :Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
表面仕上げ :研磨、ブラッシング、サンドブラスト、電気めっき、溶射、PVD(物理蒸着)、不動態化、酸洗、着色。
納期 2-5日。

銅
導電性、引張延性、抗菌性を持ち、主に工芸品、装飾品、医療機器などに加工される。
カラー オレンジ、イエロー
種類 : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
表面仕上げ: 不動態化処理、電気メッキ、化学メッキ、ショットピーニング、サンドブラスト、化学皮膜処理、研磨、光沢洗浄。
納期 :1-5日

ブロンズ
銅と錫(鉛、亜鉛、リンを含むこともある)の合金で、融点が800~900℃と低く、流動性に優れ、耐食性に優れている。低錫青銅は黄金色に輝き、高錫青銅は灰白色や銀灰色に見える。主に彫刻、軸受、歯車、バルブなどの機械製造や、プロペラなどの海洋工学部品、船体継手やウォーターポンプなどの海洋工学部品に使用される。
カラー ゴールド/ブラウン
種類 :錫青銅、アルミニウム青銅、ベリリウム青銅、シリコン青銅、マンガン青銅。
表面仕上げ :サンドブラスト、研磨、ローレット、研削、不動態化、化学皮膜コーティング、含浸着色、刷毛/スプレー着色、電気メッキ、陽極酸化、粉体塗装、刷毛塗り。
納期 :1-5日

スチール
鉄に炭素(通常0.1%~1.7%)と他の合金元素(クロム、ニッケル、マンガンなど)を合金化したもの。組成や熱処理工程の調整により、高強度、高靭性、耐摩耗性、耐食性など多様な特性を得ることができる。ボルト、シャフト、ギア、ドリルビット、フライスカッター、旋削工具などの部品の製造に適しており、エンジンバルブやタービンブレードの製造にも頻繁に使用されている。
カラー :シルバー .
種類 :Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
表面仕上げ:サンドブラスト、鏡面仕上げ、PVDコーティング、ブラッシュ仕上げ、スプレーコーティング、電気メッキ。
納期 :1-5日

マグネシウム
マグネシウムの密度はアルミニウムの約3分の2、鋼の4分の1である。硬度が低いため、切削力が最小限に抑えられ、工具の摩耗が減少します。アルミニウムに比べて熱伝導性に優れているため、CNC加工の時間と材料を節約できます。強度対重量比はアルミニウム合金と鋼の両方を凌ぎ、減衰能力はアルミニウムの1.5倍で、振動や騒音を効果的に吸収します。これらの特性により、航空宇宙、自動車、エレクトロニクス産業にとって理想的な材料となっている。
カラー :シルバー
種類 :Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
表面仕上げ: 化成皮膜処理、陽極酸化処理、ニッケルメッキ、電気メッキ、複合皮膜処理、スプレー塗装、粉体塗装、電気泳動塗装。
納期 :1-5日
プラスチック材料:

ABS
アクリロニトリルの剛性、ブタジエンの靭性、スチレンの加工性を併せ持ち、優れた耐衝撃性(低温でも靭性を維持)とバランスのとれた硬度・剛性を兼ね備えています。適度な荷重がかかる精密部品に適しており、電子・電気筐体、自動車用ダクト、内装トリム部品、外装トリム部品などの精密部品の製造に最適です。
カラー :ベージュ、ブラック
種類 :汎用、難燃、耐熱、耐衝撃、透明(MBS)、充填変性、合金化、機能化ABS。
表面仕上げ:スプレーコーティング、電気メッキ、スクリーン印刷、レーザー彫刻、ホットスタンピング、真空コーティング、水転写印刷、サンドブラスト、指紋防止コーティング。
納期 :1-5日
PC
CNC精密加工(切断、穴あけ)に最適な、高い靭性(低温弾性)と剛性を持つ高性能熱可塑性プラスチック。アクリルより軽く、耐クリープ性、高周波絶縁性に優れ、耐応力絶縁部品に適している。溶融によるリサイクルにより環境に優しく、電子機器のケーシング、分光計マウント、ヒートシンクに使用される。
カラー 白か黒。
種類 :一般機械加工/難燃性/強化/ブレンドPC.
表面仕上げ: 研磨、焼入れ、溶射、レーザー彫刻、電気メッキ、ホットスタンプ。
納期 :1-5日

PMMA
光線透過率は92%と高く、レンズやライトガイドなどの光学部品の材料として「プラスチッククリスタル」と呼ばれている。その光学的均一性は通常のガラスを凌ぎ、重量はわずか半分である。機械加工が容易で、適度な熱安定性、低収縮性、耐衝撃性を備えている。主に家電業界でディスプレイ保護カバー、レンズ、携帯電話のフレームなどに使用されている。
カラー クリア、ホワイト、ブラック、カラー
種類 :汎用/耐衝撃/耐熱/真珠光沢。
表面仕上げ: 研磨、強化コーティング、サンドブラストによる質感向上、印刷による着色、傷防止・指紋防止加工。
納期 :1-5日

POM
高い引張強さおよび低い摩擦係数、優秀な寸法安定性、容易な切削加工性は自動車産業、産業機械、医療用具、等で広く利用されたギヤおよび軸受けのような耐久力のある部品の原料として金属を取り替えることができます。
カラー 白、黒、青、黄色、等。
種類 :POM-H、POM-C。
表面仕上げ: 研磨、サンドブラスト、化学研磨、レーザー研磨、陽極酸化/塗装。
納期 :1-5日

PA
PA(ポリアミド、ナイロン)は、62~85MPaの引張強度、低摩擦係数、優れた耐熱性を示す。主にギアやベアリングなどの高荷重構造部品に使用され、自動車部品、家電製品、産業機械部品の製造を容易にしている。
カラー :カラー。
種類 :PA6、PA66、PA6T、PA9T。
表面仕上げ:機械研磨、酸/アルカリエッチング、加水分解技術、コーティング。
納期 :1-5日

PE
PE(ポリエチレン)は、融点の低い熱可塑性材料です。加工中、付着物を防ぐために工具の温度を制御する必要があり、その結果、滑らかでバリのない表面が得られます。低摩擦で自己潤滑性があるため、摺動/回転する部品に適しています。ほとんどの酸、アルカリ、塩、有機溶剤に耐性があるが、芳香族炭化水素やハロゲン化炭化水素には溶ける。一般的な用途としては、食品容器、ゴミ箱、玩具などがある。
カラー ブラック、ホワイト、カラー
種類 :ldpe、hdpe、umwpe、pex、pex-a、pex-b。
表面仕上げ:研磨、サンドブラスト、コーティング、エッチング。
納期 :1-5日

覗き見
PEEK(ポリエーテルエーテルケトン)は、高強度、高融点、低摩擦係数を特徴とする半結晶性の特殊エンジニアリングプラスチックです。耐薬品性に優れ、航空宇宙構造部品、高温部品、内視鏡やハンドルなどの医療機器に適しています。
カラー :ベージュ、ブラック
種類 :CF-PEEK、GF-PEEK、カーボンブラック/セラミック/PTFE/グラファイトフィラー入りPEEK。
表面仕上げ:サンドブラスト、研磨、金属コーティング、ポリマーコーティング。
納期 :1-5日

PP
PP(ポリプロピレン)は半結晶性の熱可塑性プラスチックで、融点は約130~160℃。優れた加工流動性を示す。CNC加工では、温度管理が不可欠です(推奨範囲:200~230℃)。繰り返し曲げ加工に適している。材料の特性に合わせた工具選択が必要。主に容器、コネクター、構造部品に使用される。
カラー ブラック、ホワイト、カラー
種類 :pp-h、pp-b、pp-r、hipp.
表面仕上げ:研磨、サンドブラスト、コーティング。
納期 :1-5日

高密度ポリエチレン
HDPE(高密度ポリエチレン)は、耐衝撃性と寸法安定性に優れた直鎖状の熱可塑性プラスチックである。無毒無臭で、バルブ、ポンプボディ、ギア、スライディングベアリング、サーフボードのコア材などの製造に適している。
カラー ブラック、ホワイト
種類 :HI-HDPE、UV-HDPE、UHMWPE、カーボンブラック充填HDPE。
表面仕上げ:研磨、サンドブラスト、コーティング。
納期 :1-5日

ヒップス
HIPSは5-15%のゴムを含む非結晶性の熱可塑性プラスチックで、高い耐衝撃性と加工のしやすさを兼ね備えています。適度な表面硬度、低吸湿性(0.05-0.7%)、低コスト、複雑な構造にも適しています。家電製品の筐体、食品包装、自動車内装、工業用配管などに広く使用され、金属に代わって軽量かつ耐衝撃性の要件を満たします。
カラー 黒。
種類 :耐衝撃HIPS、臭素化難燃HIPS、ガラス繊維強化HIPS。
表面仕上げ:研磨、サンドブラスト、コーティング。
納期 :1-5日
オーバーモールド部品の表面仕上げ
二次射出成形で製造される部品は、外観や性能を向上させるために複数の表面処理工程を必要とすることが多い。以下に、部品に新鮮な外観を与えることができるこれらの処理方法を紹介します。
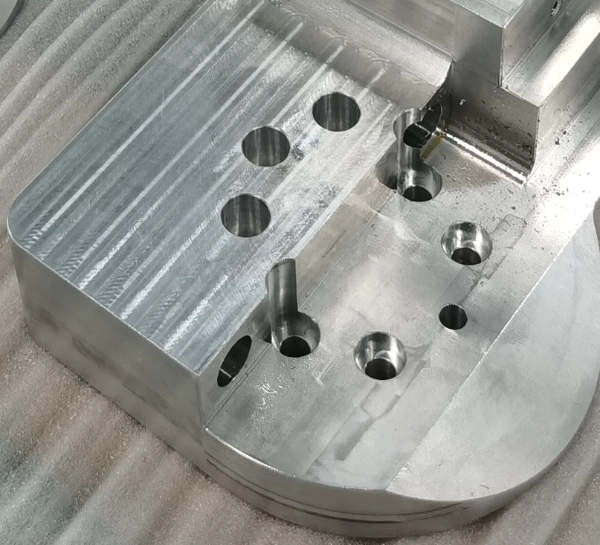
削り出し仕上げ
工作機械で加工された試作品には、工具で加工された痕跡が残っている。

陽極酸化処理
アルマイト処理は金属の耐食性と耐摩耗性を高め、着色やコーティングを可能にし、アルミニウム、マグネシウム、チタンなどの金属に適している。

ポーランド語
金属、セラミック、プラスチック、PMMAなどの素材に適しています。
サンドブラスト
サンドブラストでは、研磨材を高圧で、または機械的にワークピースに噴射して、クリーンで粗くマットな仕上げを実現します。

ブラッシュ仕上げ
ブラッシュ仕上げにより、金属表面にテクスチャー模様を作り出し、美的魅力を高めます。アルミニウム、銅、ステンレス、その他の素材に適しています。

パウダーコーティング
パウダーコーティングは、静電接着によってワークピースの表面に塗布され、高温で硬化して緻密な皮膜を形成し、金属やプラスチック表面の耐食性を高める。

電気メッキ仕上げ
金属メッキは、耐食性と耐摩耗性を高めるために、電解プロセスを通じて材料表面に析出される。この技術は、金属や特定のプラスチックに適しています。

ブラック・オキシダイズ
黒色酸化皮膜は化学酸化によって金属表面に形成され、低コスト、シンプルなプロセス、光の反射の低減を実現する。
電解研磨
電気化学的陽極溶解により金属表面の微細な突起を除去し、残留応力のない平滑で緻密な表面を形成し、高い耐食性を実現。複雑な金属や導電性材料の加工が可能。
アロジン
化学変化により表面に保護皮膜を形成し、耐食性と密着性を向上させる。環境にやさしく、導電性に優れ、アルミニウムやマグネシウム合金に適しています。

熱処理
加熱により金属材料の内部組織を変化させ、硬度、強度、靭性、耐摩耗性を向上させる。鋼、アルミニウム合金、銅合金、チタン合金などの金属に適している。
オーバーモールディング機能
| 成形精度 | 寸法公差±0.05mm(一般部品)、±0.02mm(精密部品)、同型製品の重量偏差≦1% |
|---|---|
| 生産効率 | 標準サイクル時間30~90秒/金型、金型交換時間≤25分 |
| 最大加工サイズ | 500×400×200mm |
| 金属インサートの最大重量 | 3kg |
| 基板予熱温度 | 80~120℃(金属)、40~60℃(プラスチック) |
| 溶融温度差制御 | ≤10°C (内部応力を避けるため) |
| 保持圧力勾配 | 60-80bar(セグメント制御) |
オーバーモールド・ガイドライン
| テスト項目 | 試験基準 | 試験方法 |
|---|---|---|
| 寸法精度 | ±0.05mm | CMM検査 |
| 接着 | ≥6N/mm² 以上 | ピールテスト |
| 色差ΔE | ≤1.0 | 分光光度計 |
| のりオーバーフロー | 見えない | 目視検査/顕微鏡 |
| 欠陥 | 泡なし、焦げ跡なし | 目視検査 |
| 問題点 | 原因 | ソリューション |
| オーバーモールディングの剥離 | 材料の不適合または不十分な温度 | 適合する材料システムの選択、金型温度の上昇 |
| のりオーバーフロー | 不十分な型締め精度 | クランプ力のチェック、金型の修理 |
| 泡 | ファーストショットに水分または不均一な冷却が含まれる | 乾燥を改善し、金型温度を上げる |
| ジョイント・ホワイトニング | 過剰な射出速度 | 射出速度の低減、ベントの改善 |
オーバーモールドの利点
組み立てステップの削減:多成分一体成形により、接着剤による接着や機械的な接続が不要となり、特定の自動車部品の場合、40%による人件費の削減が可能です。
製品の耐久性の向上:素材間の分子レベルの結合により、耐衝撃性を200%向上させ、-40℃から80℃までの耐候性を実現。
高い設計柔軟性:複雑な幾何学構造と機能統合が可能(例えば、1つの部品でシール性+滑り止め+導電性)。
柔軟な素材の組み合わせ:金属/プラスチック、硬質/軟質複合材料に対応(例:アルミ合金+TPU、PC+LSR)
生産効率の最適化:シングルモールド加工により、物流回転率を低減。 SMED 迅速な金型交換、小ロット注文のリードタイムを50%短縮
オーバーモールド部品の用途
自動車産業:ステアリングホイールマルチファンクションボタン(PC+TPE)、センサーシール(PA66+シリコン)
医療機器:手術器具グリップ(ステンレス316+LSR)、点滴コネクターインターフェイス(ABS+ソフトラバー)
コンシューマー・エレクトロニクス:スマートウォッチストラップ(アルミ合金+TPU)、イヤホン充電ケース(PC+シリコン防水パッキン)
家電製品:コーヒーメーカー用ハンドル(PA66+グラスファイバー+TPV)、掃除機用グリップ(PP+EPDM)
産業用部品:ロボットエンドエフェクター(アルミ合金+ゴム)、センサーハウジング(PBT+シールリング)
オーバーモールドのよくある質問
材料の接着不良の問題を解決するには?
基板表面をレーザーエッチングして接触面積を増やす(線幅50μm);
適合グレードを選択する(例:PC/ABSオーバーモールディング専用のVersaflex OMシリーズ);
制御金型温度差≤10℃。
金属基板は予熱が必要ですか?
3mmより厚いアルミニウム/マグネシウム合金の場合、急冷によるオーバーモールド層の内部応力割れを防ぐため、120~150℃に予熱する。
LSRオーバーモールドの金型寿命は?
S136金型鋼(硬度HRC 52-54)とシリコーンゴム専用離型剤を使用することで、50万サイクルを超える寿命を実現。
最適なオーバーモールドの厚みを計算するには?
基材厚み:オーバーモールド層=3:1の原則に従ってください(例:基材2mm:オーバーモールド層0.6~0.7mm)。過剰な厚みはヒケの原因となり、不十分な厚みは接着強度を損ないます。
量産時の迅速な金型交換を実現するには?
SMED高速金型交換技術を採用。標準化された金型位置決めピン(公差±0.01mm)と予熱システムを利用することで、金型交換時間を25分以内に短縮。
