
マグネシウムの特注CNC加工サービス
ウェルド社は、電子機器、自動車、航空宇宙、および精密構造用途向けに、 高い比強度、優れた放熱性、振動吸収性、電磁シールド性を備えた 軽量マグネシウム合金部品の機械加工を行っています。.
CNC加工で一般的に使用されるマグネシウムの種類
重量、強度、腐食環境、 成形要件、および使用温度に応じて合金を選択してください。.


AZ91D
強さ9%アルミニウムについて。硬度が高く、比較的低コストである。公表されているヌープ硬度はHK 76.2である。.
AZ31
成形性3%アルミニウムと同様で、塑性性に優れていますが、AZ91Dよりも強度と硬度が低くなっています。HK 51.1に掲載されています。.
ZK60
耐荷重荷重を支える構造物向けの、高強度で耐摩耗性に優れた選択肢である。ただし、比較的脆いため、機械加工が困難である。.
Mg-Mn
腐食湿潤環境にさらされる化学機器や部品に対して、優れた耐食性を発揮します。.
Mg-RE
高温エンジン部品向けに、より安定した高温性能を有する希土類含有合金。.
Mg-Li
最小密度厳しい要件が求められる軽量用途向けの、極めて低密度の金属構造材料。.
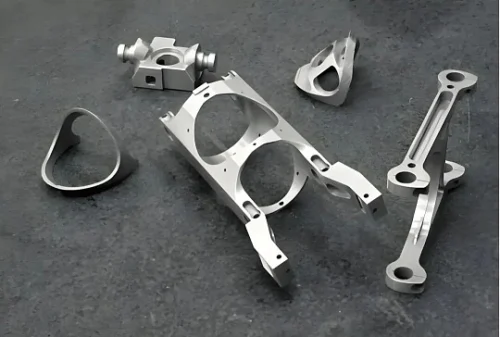
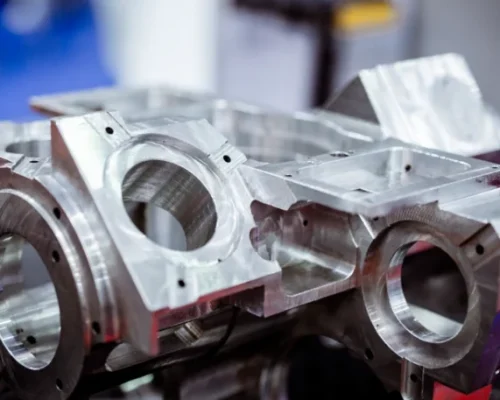
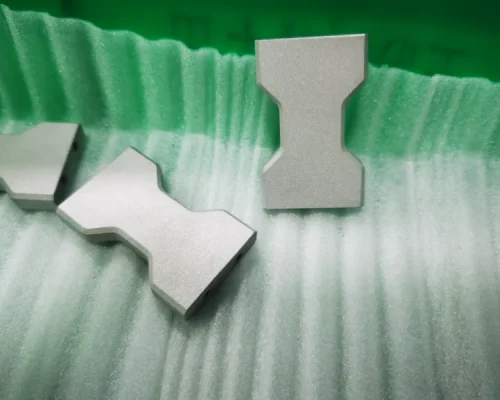
マグネシウム製CNC加工部品
元のページに掲載されている事例には、高精度部品、放熱構造、 タービン形状、および多軸加工能力などが紹介されています。.


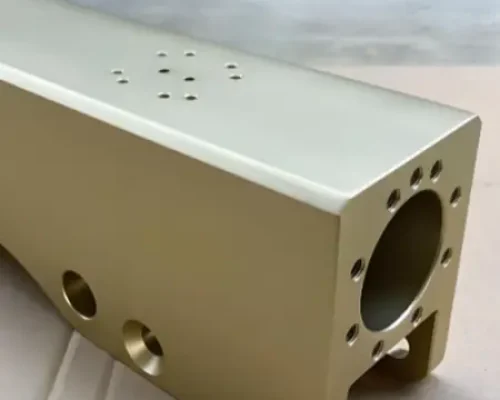
マグネシウム部品の表面処理
ウェルドが発表した内容に基づき CNC加工経験, これらの処理により、耐食性、耐摩耗性、外観、あるいは被膜の密着性が向上します。.
腐食防止
化学変換皮膜処理、陽極酸化処理、およびアロダイン処理により、保護性能と被膜の密着性が向上します。.
表面の質感
研磨、サンドブラスト、ブラッシングにより、表面の粗さ、反射率、および視覚的な質感を調整します。.

保護コーティング
粉体塗装や電気めっきは、緻密な保護層や機能性表面層を形成します。.

プロセスの改善
合金および性能目標が許容する範囲では、黒色酸化処理および熱処理が採用される。.
なぜウェルドと提携すべきなのか?
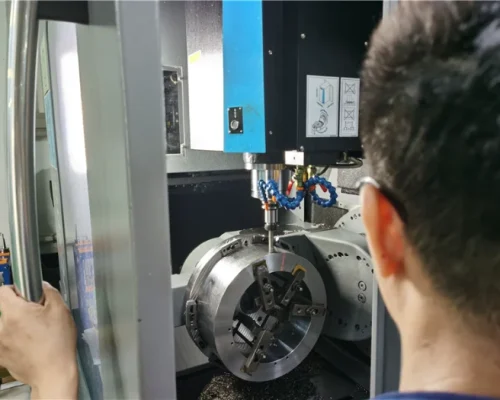
多軸加工、DFMサポート、および連携した検査により、 マグネシウム製品のプロジェクトをサンプル承認段階から量産段階へと進めることができます。.
多軸対応機能により、量産における一貫性を確保します。.
構造的なフィードバックは、コスト削減と加工効率の向上に役立ちます。.
CMMおよび関連システムは、寸法検証をサポートしています。.
サンプルは1日で発送されます。製品は通常、3~15日で発送されます。.



