









アルミニウム押出成形とは?
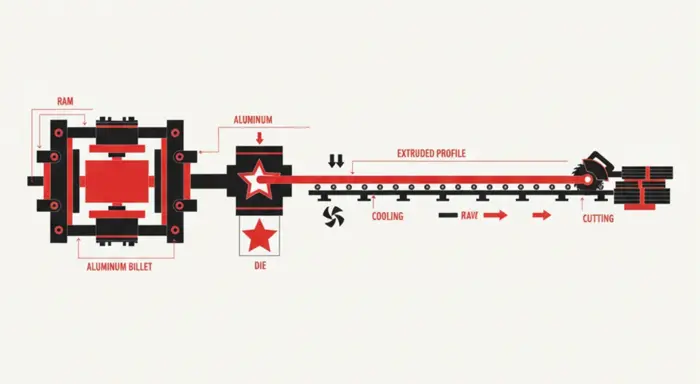
アルミニウム押出は、加熱されたアルミニウム合金ビレット(400~500℃)を高圧下でダイスに押し込むことにより、連続断面形状に成形する製造プロセスである。ダイスの動きによって、直接押出(ダイスが静止したままビレットが動く)と間接押出(ビレットが静止したままダイスが動く)に分類されます。後者は摩擦を減らし、表面品質を高める。
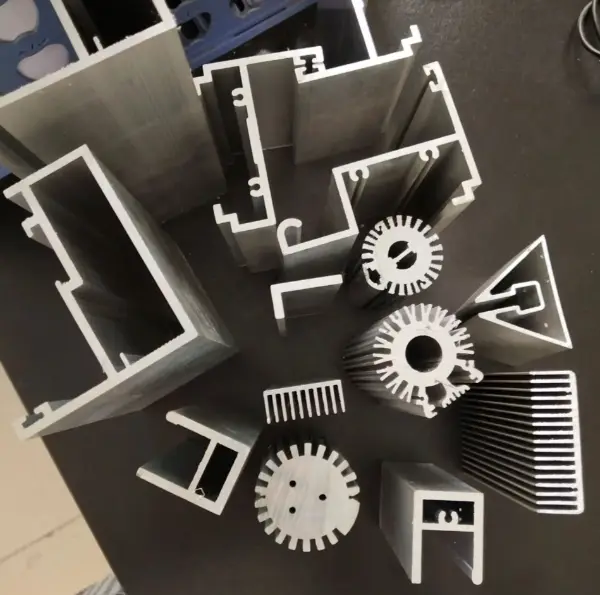
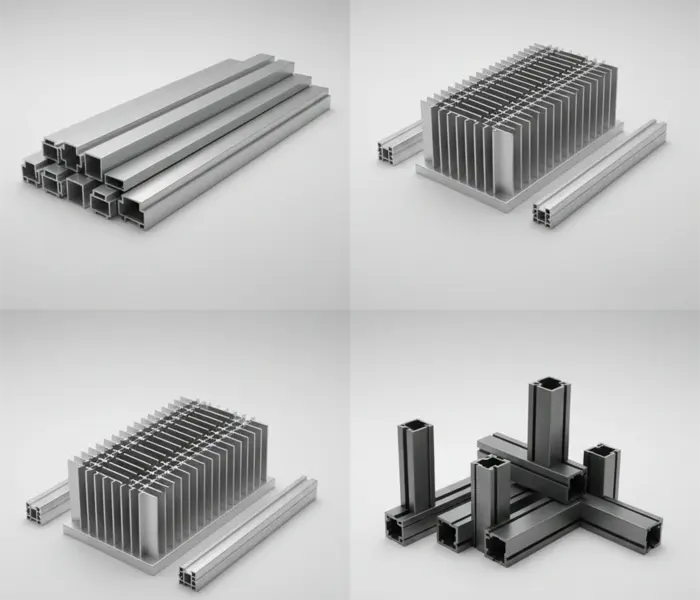
アルミ押出材
一般的なアルミニウム合金の等級と特性
| シリーズ | 代表型番 | 主合金元素 | コア特性 | アプリケーションシナリオ |
|---|---|---|---|---|
| 6xxx | 6061-T6 | Mg、Si | 引張強さ310MPa、陽極酸化に強い | 自動車構造部品、自転車フレーム |
| 6xxx | 6063-T5 | Mg、Si | 伸び率12%、表面処理に優れた合理性 | 建築用ドアと窓、ラジエーター |
| 5xxx | 5052-H32 | Mg (2.5%) | 海水に対する耐食性、密度2.68g/cm³。 | 船の甲板、燃料タンク |
| 7xxx | 7075-T651 | Zn、Mg、Cu | 硬度150HB、強度は一部の鋼材を上回る | 航空エンジンのブレード、レーシングカーのサスペンション |
アルミニウム押出形材の表面仕上げ

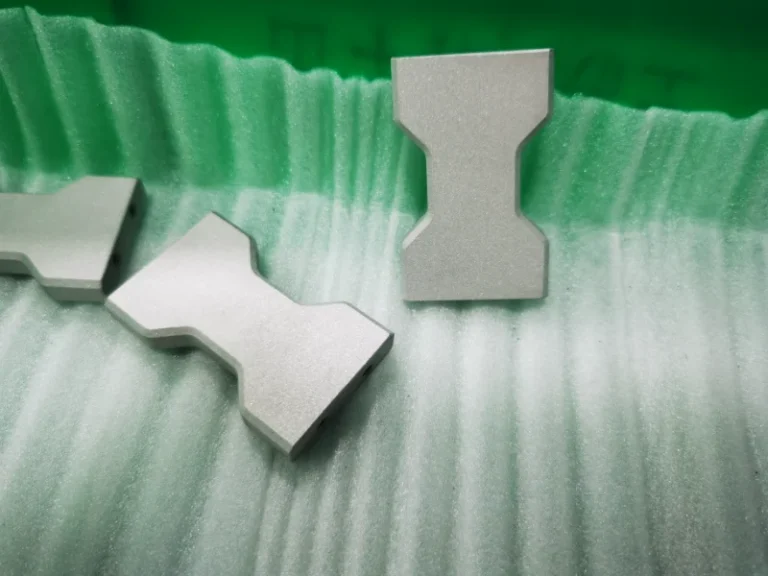
削り出し仕上げ
工作機械で加工された試作品には、工具で加工された痕跡が残っている。

陽極酸化処理
金属の耐食性と耐摩耗性を向上させ、着色や保護コーティングが可能。

ポーランド語
金属、セラミック、プラスチック、PMMAの表面平滑性と外観を向上させます。
サンドブラスト
高圧砥粒を使用し、クリーンでざらつきのないマットな表面仕上げを実現。

ブラッシュ仕上げ
金属表面にテクスチャー模様を付け、美観を向上させる。

パウダーコーティング
静電塗布と熱硬化により緻密な層を形成し、部品の耐食性を向上させる。
電気めっき 終了
金属層を形成し、耐食性と耐摩耗性を向上させる。

ブラック・オキシダイズ
簡単な化学酸化により、金属表面に低コストの反射防止コーティングを形成する。

アロジン
化成処理により耐食性皮膜を形成し、密着性と導電性を向上させる。

熱処理
金属の微細構造を改質し、硬度、強度、靭性、耐摩耗性を向上させる。
アルミ押し出し能力:
| アイテム | 仕様 |
|---|---|
| ビレット仕様 | 直径100~500mm、長さ1~7m |
| 最大押出断面積 | 幅 1100 mm |
| 最小肉厚 | 0.8 mm |
| 精密制御 | ±0.05mm(長さ5mの場合),粗粒リング深さ≦0.3mm,真直度≦0.3mm/m |
アルミニウム押出ガイドライン:
| アイテム | 仕様 |
|---|---|
| 加熱温度 | 6063 合金:480±20 7075アロイ:450±10 |
| 押出速度 | 20~50 m/min(単純断面) 5-15 m/分(複雑な断面) |
| 金型予熱 | 450-500°C (金型用鋼 H13) |
| 寸法公差 | 精密等級 ±0.1 mm/m |
| 表面処理 | 陽極酸化皮膜の厚さ ≥ 10μm(建築材料) 塩水噴霧試験 ≥ 1000 時間 |
| 機械的性質 | 6061-T6 降伏強さ≥276MPa、 エロンゲーション≧10% |
アルミ押出の利点
材料利用率:95%近く(従来の機械加工では60%のみ)
設計の柔軟性:複雑な断面を形成可能(例:マルチホール放熱プロファイル)
コストメリット:量産時の単価はダイカストより30%安い。
軽量化:鋼構造より軽い40-60%
持続可能性:100%リサイクル可能。リサイクルアルミニウムは、一次アルミニウム生産に必要なエネルギーの5%しか必要としない。
アルミニウム押出材の用途
建設業界:
ドア、窓、カーテンウォールなどに使用され、建築の美観と耐久性を高めると同時に、構造荷重を軽減する。
交通機関:
自動車や鉄道車両の軽量化部品を製造し、燃費や走行性能を向上させる。
電化製品
ヒートシンクおよびハウジング材料として機能し、デバイスの安定動作と長寿命を保証する。
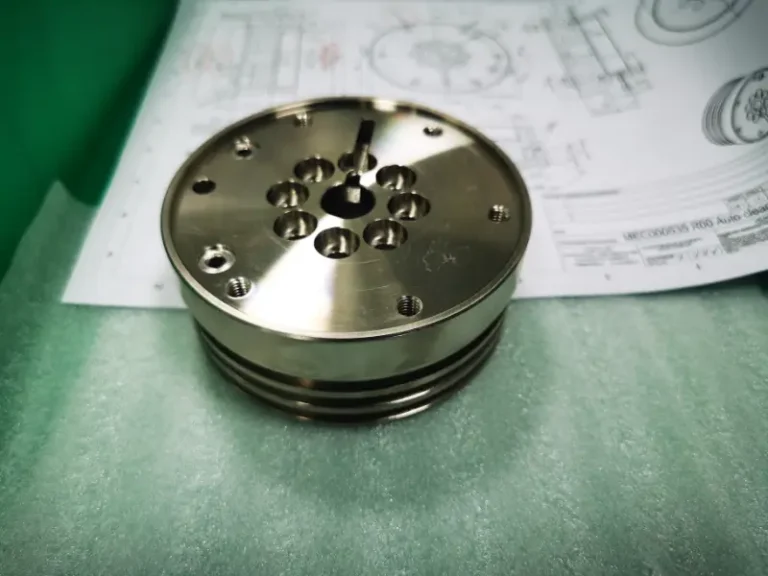
機械設備
フレーム、ガイドレール、および同様の用途に使用され、高強度サポートを提供し、機器の正確な動きを保証する。
ホームファニシング
家具のフレームや装飾的な要素は、柔軟なデザインを可能にし、インテリアのスタイルと耐久性の両方を高めます。
再生可能エネルギー:
ソーラーパネルと風力タービンのサポートは、耐腐食性と軽量構造を特徴とし、クリーンエネルギーへの取り組みをサポートします。
アルミ押出のよくある質問
アルミニウム押出材の表面気泡に対処するには?
ビレットの均質化処理(560℃/6 時間) ② モールドベント溝深さ 0.03~0.05mm ③ 押出速度を 15% に減速
6061合金と6063合金をどう選ぶか?
構造耐力用には6061(高強度)を、装飾部品用には6063(優れた表面仕上げ)をお選びください。
最大押出長を制限する要因とは?
押出ベッドの長さ(通常50m以下) ②プロファイルの剛性(長さ対直径比が200を超えると不安定になりやすい)。
薄肉プロファイルの変形を制御するには?
0.8~1.2%以内の伸びを維持しながら、「段階的冷却」(初期セクションで急冷、最終セクションで徐冷)を採用する。
アルミ押出と3Dプリンティングのコスト分岐点?
ロットが500個未満の場合は3Dプリンティングを選択し、1000個以上の場合はアルミ押出の方が経済的である(金型コストの配分が低い)。