









鋳鉄と炭素鋼の比較 は、CNC 機械加工、機械製造、自動車部品、機械ベース、および工業用構造部品において一般的な比較材料である。両材料は鉄-炭素合金系に属するが、炭素含有量、化学組成、内部構造、成形方法が大きく異なる。その結果、強度、靭性、硬度、鋳造性、溶接性、熱処理応答性、応用分野で明確な違いが見られる。.
簡単に言えば、炭素鋼はグルテンのようなもので、強靭で、引張、曲げ、衝撃荷重に適している。鋳鉄はどちらかというと凍り豆腐のようなもので、硬く、圧縮に強く、振動減衰に優れているが、靭性は比較的低い。そのため、実際の材料選定では、炭素鋼と鋳鉄を直接置き換えることはできません。正しい選択は、部品の荷重条件、製造工程、作業環境によって異なります。.

炭素鋼とは何か?
炭素鋼は鉄と炭素を主成分とする鉄-炭素合金で、炭素含有量は2.11%未満である。一般的に多量の合金元素を含まない。.
炭素鋼は比較的連続した金属母材を持つため、通常、優れた耐食性を発揮する。 強度、靭性、延性. .引張、曲げ、衝撃荷重に適し、溶接、鍛造、熱処理にも適しています。 CNC加工.一般的に低炭素鋼、中炭素鋼、高炭素鋼に分けられる。.
一般的な炭素鋼の種類は以下の通り:
- 低炭素鋼:良好な靭性、良好な溶接性、容易な機械加工性。板金部品、ブラケット、溶接構造物によく使用される。.
- 中炭素鋼:強度と靭性のバランスが取れており、熱処理によって特性が向上する。シャフト、ギア、コネクティングロッド、機械部品によく使用される。.
- 高炭素鋼:硬度、耐摩耗性に優れるが、靭性は比較的低い。切削工具、バネ、耐摩耗部品によく使用される。.

鋳鉄とは何か?
鋳鉄は、炭素含有量が2.1%を超える鉄と炭素の合金である。通常、ケイ素、マンガン、硫黄、リンなどの元素も少量含まれている。鋳鉄の炭素は通常、黒鉛または炭化物の形で存在し、強度、靭性、減衰能力、機械加工性に直接影響する。.
鋳鉄は硬度、圧縮強度、鋳造流動性、振動減衰性に優れている。複雑な部品、大型部品、寸法安定性の高い部品に適しているが、種類によっては引張、曲げ、衝撃荷重で割れることがある。.
一般的な鋳鉄の種類には次のようなものがある:
- 灰色の鋳鉄:フレーク状黒鉛を含み、振動減衰性に優れ、加工性が良く、比較的安価。工作機械のベッド、ベース、ハウジングによく使用される。.
- ダクタイル鋳鉄:結節性黒鉛を含み、強度と靭性に優れる。クランクシャフト、ギア、バルブ、自動車部品によく使用される。.
- 可鍛鋳鉄:通常のねずみ鋳鉄よりも靭性に優れている。管継手、コネクター、小型の耐荷重部品によく使用される。.
- 白鋳鉄/耐摩耗鋳鉄:硬度が高く耐摩耗性が強いが、比較的脆い。ライナー、ロール、耐摩耗部品によく使われる。.

化学組成 鋳鉄と炭素鋼の比較
炭素鋼と鋳鉄の性能の違いは、まずその化学組成に由来する。両者とも鉄と炭素を主成分とするが、鋳鉄は通常、炭素とケイ素の含有量が多く、黒鉛構造を形成しやすい。炭素鋼は炭素含有量が少なく、より連続的な構造をしているため、通常、延性と靭性に優れている。.
| 化学元素 | 炭素鋼の一般的な範囲 | 鋳鉄製の一般的なレンジ | パフォーマンスへの影響 |
|---|---|---|---|
| C | 0.02%–2.11% | 2.5%–4.0% | 通常、炭素含有量が高いほど硬度と耐摩耗性が向上するが、靭性が低下する可能性がある。 |
| Si | 0.15%–0.60% | 1.0%–3.0% | 鋳鉄中の黒鉛形成を助け、鋳造性と減衰能力を向上させる。 |
| ムン | 0.30%–1.65% | 0.20%–1.00% | 強度、硬度、構造安定性の向上に役立つ |
| S | ≤0.05% | 0.02%–0.15% | 過剰な硫黄は、靭性と被削性を低下させる可能性がある。 |
| P | ≤0.04% | 0.02%–0.30% | 流動性を改善できるが、リンが過剰になると脆くなる。 |
構造的な観点から見ると、炭素鋼は「グルテン」のようなもので、より連続的な構造を持ち、靭性に優れている。鋳鉄は「凍り豆腐」のようなもので、内部の黒鉛構造が振動を吸収し、加工性を向上させるが、引張荷重や衝撃荷重に対する連続的な耐荷重性を弱めることもある。.
注:上記の化学組成範囲は一般的な工学的参考値である。実際の値はグレード、規格、用途によって異なります。データは以下のような材料データベースを参照している場合があります。 AZoM そして メイクイットフロム. .最終的な材料の選定は、図面要求事項、材料規格、材料証明書に基づいて行う。.
一般的なグレード 鋳鉄と炭素鋼の比較
購入や機械加工プロジェクトでは、“炭素鋼 ”や “鋳鉄 ”を指定するだけでは十分ではありません。特定の材種は、性能、加工性、熱処理への対応にも影響します。.
| 素材タイプ | 共通グレード | 主な特徴 | 一般的なアプリケーション |
|---|---|---|---|
| 低炭素鋼 | AISI 1018、AISI 1020、Q235、ASM A36 | 良好な靭性、良好な溶接性、容易な加工性 | ブラケット、構造部品、板金部品、溶接部品 |
| 中炭素鋼 | AISI1045、C45、45#鋼 | 強度が高く、焼入れ・焼戻しに適している。 | シャフト、ギア、コンロッド |
| 高炭素鋼 | AISI 1060、AISI 1095、T8、T10 | 高い硬度と優れた耐摩耗性 | 切削工具、バネ、耐摩耗部品 |
| 灰色の鋳鉄 | HT150、HT200、HT250、ASTM A48 クラス30/40 | 優れた減衰能力と加工性 | 工作機械のベッド、ハウジング、ベース |
| ダクタイル鋳鉄 | QT400-15、QT450-10、QT500-7、ASM A536 65-45-12 | より優れた強度と靭性 | クランクシャフト、ギア、バルブ、自動車部品 |
| 可鍛鋳鉄 | KTH300-06、KTH350-10、ASM A47 | ねずみ鋳鉄よりも優れた靭性 | パイプ継手、コネクター |
| 耐摩耗性鋳鉄 | 高クロム鋳鉄、ニッケルハード | 高い硬度と強い耐摩耗性 | ライナー、ロール、粉砕機の摩耗の部品 |
異なる規格は常に直接変換することはできません。例えば、Q235、ASTM A36、AISI 1018はすべて一般的な低炭素鋼ですが、化学成分範囲、強度要件、適用規格はまったく同じではありません。正式な材料選定は、図面、材料規格、材料証明書に基づいて行う必要があります。.

製造方法と一般的な材料形状
炭素鋼は通常、製鋼、連続鋳造、圧延、鍛造を経て生産される。その後、板、棒、管、構造用プロファイルとして供給され、切断、溶接、CNC機械加工、その他の製造方法でさらに加工される。シャフト、ブラケット、構造部品、コネクター、溶接部品などに機械加工できる「標準的な原材料」に近い。.
一般的な炭素鋼の形状には次のようなものがある:
- 鋼板、丸棒、角棒、フラットバー、六角棒
- 鋼管、山形鋼、溝形鋼、H形鋼
- 鍛造品、溶接部品、機械加工ブランク
鋳鉄は通常、銑鉄、鉄くず、返し、合金元素を溶かし、溶けた金属を鋳型に流し込んで作られる。鋳鉄は溶融流動性が良いため、複雑な形状を直接鋳造し、その後精密機械加工を施すのに適している。.
一般的な鋳鉄の形状には次のようなものがある:
- 鋳鉄板、鋳鉄棒、鋳鉄管
- 鋳鉄製プラットフォーム、工作機械ベッド、ハウジング、ベース
- ポンプボディ、バルブボディ, シリンダーブロック, 複雑なハウジング、カスタム鋳造品
要するにだ、 炭素鋼は標準的な素材からの機械加工に適しているが、鋳鉄は複雑な構造をまず鋳造し、それから仕上げ加工をするのに適している。.
加工工程とCNC加工の考慮点
炭素鋼も鋳鉄もCNC加工が可能だが、加工の優先順位は異なる。炭素鋼は、切削熱、連続切屑、工具摩耗、加工変形に注意が必要です。鋳鉄は、粉状の切り屑、ダストコントロール、鋳造欠陥、寸法安定性に注意を払う必要がある。.
炭素鋼のCNC加工に関する考察
- 連続した切り屑やカールした切り屑が出やすいので、切り屑の破砕と切り屑の排出が重要である。.
- 中炭素鋼、高炭素鋼、または熱処理炭素鋼は、工具の摩耗が目立つ場合がある。.
- 長尺シャフト、薄肉部品、高精度部品は、切削熱、内部応力、クランプ変形を注意深く制御する必要があります。.
- 精密部品の場合、粗加工、応力除去、半仕上げ、仕上げなどの工程を経ることで、変形を抑えることができる。.
- 低炭素鋼は通常良好な溶接性を持つが、中炭素鋼や高炭素鋼はより厳格な溶接工程管理が必要である。.
鋳鉄のCNC加工に関する考察
- チップは通常、粉状か短く割れているため、粉塵の除去と機械の保護が重要である。.
- 鋳鉄ブランクには、砂穴、ポロシティ、スラグ・インクルージョン、ハード・スポットが含まれることがあるため、加工前のブランク検査は重要である。.
- エッジは炭素鋼よりも欠けやすく、面取りとRがより重要になる。.
- 大型鋳鉄部品は、寸法安定性を向上させるため、仕上げ加工前に応力除去や時効処理を行うことが多い。.
- ねずみ鋳鉄は、粉塵と過剰な切削液が混ざり合ってスラッジになるのを避けるため、多くの場合、乾式または限られたクーラントで加工される。.
CNC加工の特徴と精度に関する注意事項
炭素鋼と鋳鉄はどちらも、溝、ねじ穴、面取り、半径、はめ込み穴、取り付け面など、一般的なCNC形状に加工できます。主な違いは、加工の安定性、刃先の品質、精度管理にあります。.

| 機械加工の特徴 | 炭素鋼 | 鋳鉄 | 備考 |
|---|---|---|---|
| 溝/ポケット | 機械加工可能 | 機械加工可能 | 炭素鋼は切り屑の排出と振動の制御が必要で、鋳鉄は粉塵、ハードスポット、エッジのチッピングに注意が必要です。 |
| タッピング/ネジ穴 | 良好な糸強度 | 機械加工は可能だが、エッジはより脆くなる。 | 炭素鋼はタップの破損に注意が必要で、鋳鉄は薄肉と過度のトルクを避ける必要がある。 |
| 面取り / 半径 | 機械加工が容易 | 機械加工が容易 | 鋭利なエッジを取り除き、応力集中を緩和し、チッピングのリスクを低減します。 |
| 内部鋭角/小さな内部半径 | EDMアシスト加工が可能 | EDMアシスト加工が可能 | CNCフライス加工ではシャープな内角を出すのが難しい。EDMは局所的な角の除去には適しているが、コストが高い。 |
| 精密穴あけ/はめ込み面 | 高精度を実現 | 高精度を実現 | 炭素鋼は熱変形の制御が必要であり、鋳鉄はブランクの欠陥と寸法安定性に注意が必要である。 |
一般的なCNCマシニングの公差は、ほぼ次のとおりである。 ±0.05 mm, 一方、精密機械加工は ±0.01-±0.02 mm. .より高い精度が要求される場合は、通常、研削、放電加工、安定したクランプ、より厳しい工程管理が必要となる。実際の公差は、部品のサイズ、構造の複雑さ、材料の状態、熱処理、検査要件によって異なります。.
図面に深い溝、小さなねじ穴、薄い壁、内部の鋭い角、高精度のはめ込み面などが含まれている場合は、見積もりや製造の前に加工可能性を確認する必要があります。こうすることで、変形、エッジの欠け、工具の磨耗、組み立てミスを減らすことができます。.
熱処理の方法と効果
炭素鋼も鋳鉄も熱処理を施すことができるが、その目的は異なる。炭素鋼の熱処理は、主に強度、硬度、耐摩耗性、靭性を調整する。鋳鉄の熱処理は、内部応力の緩和、寸法の安定化、被削性の向上、局部的な耐摩耗性の向上などに用いられることが多い。.
炭素鋼の一般的な熱処理
- アニーリング:硬度を下げ、加工性を向上させ、内部応力を緩和する。.
- 正規化:結晶組織を微細化し、強度、硬度、総合性能を向上させる。.
- 焼入れ+焼戻し:硬度、強度、耐摩耗性を高め、もろさを抑える。.
- 焼入れ・焼戻し処理:シャフト、ギア、ピン、強度と靭性のバランスを必要とする部品に適している。.
- 表面硬化、浸炭、窒化:表面硬度、耐摩耗性、疲労強度を向上させるために使用される。.
中炭素鋼と高炭素鋼は熱処理により顕著に反応する。荷重を支える部品にとって、熱処理は最終的な性能を決定する重要なステップであることが多い。.
鋳鉄の一般的な熱処理
- ストレス・リリーフ・アニール/エージング処理:鋳造や機械加工後の内部応力を低減し、寸法安定性を向上。.
- 高温アニール:構造を柔らかくし、加工性を向上させる。.
- 焼ならしまたは表面硬化:局部硬度と耐摩耗性を向上させる。.
- オーステンパー:強度、靭性、耐摩耗性を向上させるため、ダクタイル鋳鉄によく使用される。.
- 黒鉛化アニール:構造安定性と機械加工性を向上させる。.
ねずみ鋳鉄は、応力除去焼鈍や時効処理によって処理されるのが一般的である。ダクタイル鋳鉄は、適切な熱処理を施すことで、強度、靭性、耐摩耗性が明らかに向上します。.
一般的な表面処理オプション
機械加工後の炭素鋼や鋳鉄部品は、使用環境に応じて表面処理が必要になることが多い。表面処理によって、耐錆性、耐食性、耐摩耗性、外観、耐用年数を向上させることができます。.
炭素鋼の一般的な表面処理には次のようなものがある。 黒染め、亜鉛メッキ、ニッケルメッキ、クロムメッキ、リン酸メッキ、粉体塗装、塗装、電子塗装、溶融亜鉛メッキ. .これらの処理は主に、防錆性、耐食性、耐摩耗性、外観を向上させるために使用される。構造部品、シャフト、ブラケット、ファスナー、機械加工部品などによく用いられる。.
鋳鉄の一般的な表面処理には次のようなものがある。 サンドブラスト、ショットブラスト、塗装、浸漬塗装、黒染め、リン酸塩処理、Eコーティング、粉体塗装、防錆油処理. .工作機械のベッド、ベース、ポンプ本体、バルブ本体、ハウジングなどの大型鋳鉄部品の場合、サンドブラスト後に塗装または浸漬塗装を行うのが一般的で経済的な選択肢です。.

一般的な機械特性の範囲
炭素鋼と鋳鉄は単一の材料ではありません。実際の特性は、鋼種、鋳造方法、圧延条件、熱処理工程によって異なります。以下の値は、一般的な工学的基準範囲です。正式な選定は、特定の材料等級と規格に基づいて行う必要があります。.
| 機械的性質 | 炭素鋼の一般的な範囲 | 鋳鉄の一般的な範囲 | 簡単なメモ |
|---|---|---|---|
| 引張強さ | 350-1,200 MPa | 100-900 MPa | 炭素鋼は通常より安定した引張性能を持ち、ダクタイル鋳鉄はより高い強度に達することができる。 |
| 降伏強度 | 200-900 MPa | 130-600 MPa | 炭素鋼では降伏強度を設計基準として用いることが多いが、ねずみ鋳鉄ではあまり用いられない。 |
| 伸び | 5%-35% | 0.2%–20% | 通常、炭素鋼の方が延性に優れ、ダクタイル鋳鉄の方がねずみ鋳鉄よりも優れている。 |
| ブリネル硬度 | 120-350 HB | 150-300 HB | 鋳鉄は比較的硬いことが多いが、炭素鋼の硬度は熱処理によって高めることができる。 |
| 弾性率 | 190-210 GPa | 80-170 GPa | 炭素鋼はより安定、鋳鉄は黒鉛の形態に影響される |
| 圧縮強度 | 250-1,000 MPa | 600-1,500 MPa | 鋳鉄は圧縮性能が強く、支持部品に適している。 |
| 疲労強度 | 150-500 MPa | 70-300 MPa | 炭素鋼は通常、交互荷重に適している。 |
全体的に, 炭素鋼 は引張、曲げ、衝撃、疲労荷重により適しており、鋳鉄は圧縮、振動減衰、構造安定性により適している。.
総合的なパフォーマンス比較
下の表は、炭素鋼と鋳鉄を比較する際のクイック・リファレンスとなる。最終的な決定は、部品の構造、加工プロセス、熱処理条件、作業環境も考慮する必要があります。.
| 比較項目 | 炭素鋼 | 鋳鉄 |
|---|---|---|
| 炭素含有量 | 通常は鋳鉄より下 | より高く、性能差の重要な理由 |
| 強さとタフネス | 優れた総合的強度と靭性 | ねずみ鋳鉄は靭性が低い。 |
| 硬度と耐摩耗性 | 熱処理により改善可能 | 通常比較的高い、特に耐摩耗性鋳鉄 |
| 溶接性 | 低炭素鋼の方が良い。中炭素鋼と高炭素鋼は工程管理が必要である。 | 通常は貧弱で、特殊な溶接工程が必要になることが多い。 |
| 偽造可能性 | 鍛造に適している | 通常、大変形鍛造には適さない。 |
| 鋳造性 | 一般 | 非常に良い、複雑な鋳物に適している |
| 振動減衰 | 一般 | 非常に良い |
| 代表的なアプリケーション | シャフト、ギア、ブラケット、構造部品、溶接部品 | 工作機械用ベッド、シリンダーブロック、ポンプボディ、バルブボディ、ベース |
アプリケーション・ケースの比較
1: 炭素鋼シャフト部品
シャフト部品は通常、トルク、曲げ、疲労荷重に耐える必要があります。また、強度、靭性、同軸度、表面精度も要求されます。このようなプロジェクトでは、中炭素鋼や焼入れ焼戻し鋼が選択されることが多い。強度、耐摩耗性、寸法精度を向上させるために、CNC旋盤加工、研削加工、熱処理が行われる。.
主な課題は以下の通り。 加工変形の抑制、同軸度の確保、耐摩耗性の向上. .材料の状態、熱処理順序、クランプ方法が適切に管理されていないと、寸法変化、振れの問題、組み立ての不安定さが発生する可能性があります。.

2:炭素鋼ギア部品
歯車部品は、歯折れや早期摩耗を避けるために歯元の靭性を十分に維持しながら、耐摩耗性の歯面を必要とします。一般的な解決策は、中炭素鋼または浸炭鋼を使用し、浸炭、焼入れ、焼戻し、仕上げ加工を組み合わせることです。こうすることで、表面は硬くなり、芯は比較的靭性が保たれる。.
主な課題は以下の通りである。 硬度制御、歯形精度、熱処理変形制御. .加工前に材料の選択と工程計画を確認する必要がある。.

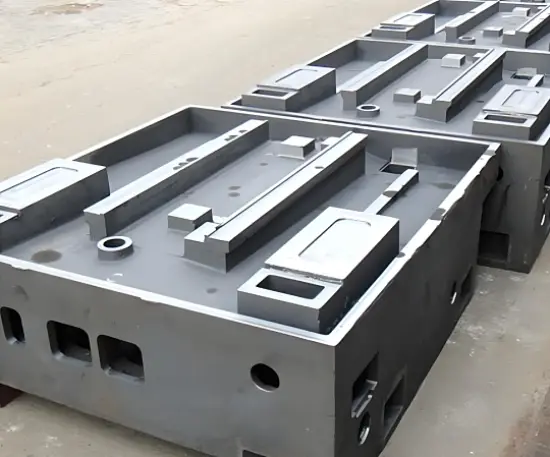
3:鋳鉄製工作機械ベッド
工作機械のベッドは大型で構造的に複雑であり、振動減衰と寸法安定性に対する要求が高い。一般的な溶接鋼構造を使用した場合、変形、振動、長期的な精度安定性の問題が発生する可能性があります。鋳鉄製ベッドは通常、ねずみ鋳鉄または高強度鋳鉄から作られ、鋳造、時効処理、粗加工、仕上げ加工と続きます。.
主な課題は以下の通り。 鋳造品質、内部応力除去、大きな表面仕上げ加工. .適切な時効処理と加工代の設計は、最終的な精度を高めるために非常に重要です。.
4:鋳鉄製ポンプボディ/バルブボディ
ポンプ本体やバルブ本体は、複雑な内部流路、不均一な肉厚、シール面、ねじ穴、組立面を持つことが多い。鋳鉄は、まず鋳造によって複雑なブランクを製造し、次にCNC機械加工によって主要な機能面を仕上げるのに適しています。.
主な課題は以下の通りである。 ブランク欠陥管理、シール面加工、ネジ穴安定性. .生産前に鋳造品質と加工公差を確認することで、砂穴、ポロシティ、エッジの欠け、組み立て時の漏れなどのリスクを減らすことができます。.

炭素鋼と鋳鉄の選び方
炭素鋼と鋳鉄の間に絶対的な「より良い」材料はありません。正しい選択は部品の要件によって異なります。.
| 必要条件 | 推奨素材 |
|---|---|
| 引張、曲げ、または衝撃荷重 | 炭素鋼 |
| 溶接または鍛造が必要 | 炭素鋼 |
| 焼入れ、焼戻し、または強化処理が必要 | 炭素鋼 |
| 優れた振動減衰性が必要 | 鋳鉄 |
| 複雑な鋳造形状が必要 | 鋳鉄 |
| 優れた圧縮強度が必要 | 鋳鉄 |
| 成形コストの低減 | 鋳鉄 |
部品に高強度、高靭性、溶接性、鍛造性、耐衝撃性などが要求される場合は、通常、炭素鋼が好まれる。部品に振動減衰性、耐圧 縮性、複雑な鋳造、寸法安定性などが要求される場 合は、通常、鋳鉄が適している。.
結論
炭素鋼と鋳鉄の主な違いは、炭素含有量、化学成分、内部構造に由来する。炭素鋼は靭性が高く、強度が高い。 熱処理 応答性に優れ、複雑な荷重支持部品に適している。鋳鉄は圧縮性能が強く、振動減衰性に優れ、鋳造性が良いため、複雑な形状や安定した支持部品に適している。.
実際のプロジェクトでは、炭素鋼と鋳鉄のどちらを選択するかは、図面要件、荷重条件、加工プロセス、熱処理、表面処理、コスト、リードタイムを考慮する必要があります。どちらの材料が部品に適しているかわからない場合は、以下の方法があります。 図面を送る, 材料要件、またはアプリケーションのシナリオ。部品構造や加工難易度に基づき、より適切な材料と製造ソリューションを評価し、価格をご提示します。.








