









가공 및 신제품 설계에서 강재 선정은 부품의 강도, 가공 난이도, 수명 및 제조 비용에 직접적인 영향을 미칩니다. 엔지니어, 구매 담당자 및 제품 설계자가 강재의 성능을 더 잘 이해할 수 있도록 돕기 위해, 이 기사에서는 인장 강도, 항복 강도, 내구 강도와 같은 주요 강도 지표를 설명하고, 일반적인 강재 종류와 대표적인 부품 적용 사례를 분석합니다. 또한 이 기사는 재료 선정 및 가공 공정 계획 수립을 위한 실용적인 참고 자료를 제공합니다.

강도 등급
강철의 항복 강도
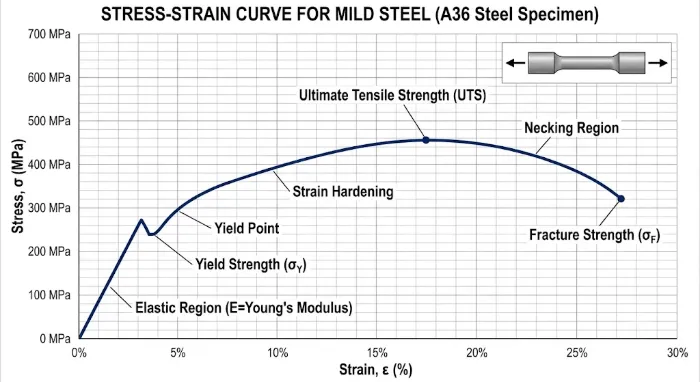
강철의 항복 강도란 강철이 뚜렷한 소성 변형을 일으키기 시작하는, 즉 영구 변형이 시작되는 응력을 말합니다. 이는 강철이 변형에 저항하는 능력을 나타내며, 일반적으로 다음과 같이 계산됩니다. σy = Fy / A0, 여기서 Fy 수율 하중이며, A0 는 원래의 단면적입니다. 일반적으로 사용되는 단위는 MPa or N/mm².
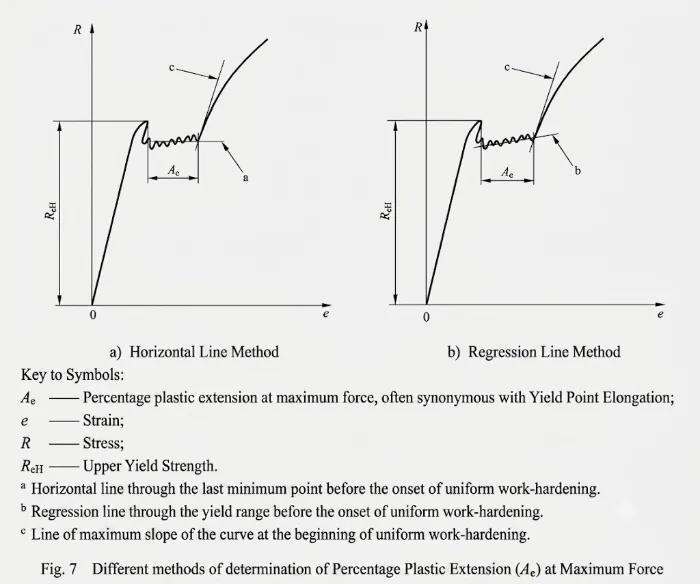
일반적으로, 사용 중 영구적인 굽힘, 인장 또는 압축 변형을 방지하기 위해 설계 응력은 항복 강도 이하로 유지되어야 합니다. 명확한 항복점이 없는 스테인리스강이나 고강도강의 경우, 0.2% 인장 강도, Rp0.2, ,는 일반적으로 항복 강도를 나타내는 데 사용됩니다.
영향을 미치는 요인:
탄소, 망간, 규소와 같은 원소는 결정 격자에 용해되어 격자 왜곡을 일으키며, 이를 통해 용체 강화 작용을 일으켜 강철의 항복 강도를 향상시킬 수 있다;
니오븀, 바나듐, 티타늄과 같은 미세합금 원소는 미세한 탄화물 또는 질화물 입자를 형성하고, 전위를 고정시키며, 결정립 성장을 억제함으로써 강도를 더욱 높일 수 있다.
반면, 인이나 황과 같은 불순물 원소는 결정계면에 분리되거나 내포물을 형성하는 경향이 있어, 결정계면 결합을 약화시키고 취성을 증가시키며, 실제 사용 시 강철의 안정된 하중 지지 능력을 저하시킵니다.
강철의 인장 강도
인장 강도란 표준 인장 시험에서 강재가 파단되기 전까지 견딜 수 있는 최대 공학적 응력을 말하며, 일반적으로 다음과 같이 계산됩니다. σb = Fmax / A0, 여기서 Fmax 는 최대 인장 하중이며, A0 는 원래의 단면적입니다. 일반적으로 사용되는 단위는 MPa or N/mm². 때로는 강철의 극한 인장 강도라고도 불립니다. 이는 재료가 균일한 소성 변형에서 국부적 변형, 즉 목 현상으로 전환되는 임계점을 나타내며, 정적 인장 하중 하에서 재료가 견딜 수 있는 최대 하중 한계를 의미합니다.
강철의 인장 강도에 영향을 미치는 요인:
탄소 함량을 적절히 높이면 인장 강도를 향상시킬 수 있지만, 탄소 함량이 지나치게 높으면 연성과 인성이 저하되고, 심지어 강철이 취성화되어 인장 성능이 떨어질 수도 있다.
망간, 규소, 크롬, 몰리브덴, 바나듐과 같은 합금 원소는 용체 강화, 탄화물 강화 및 결정립 미세화를 통해 강철 매트릭스의 강도를 높일 수 있으며;
니켈은 우수한 연성을 유지하면서 강도를 향상시킬 수 있으며, 질소는 듀플렉스 스테인리스강에서 상당한 삽입형 고체용해 강화 효과를 제공합니다.
반면, 황, 인, 산소와 같은 유해 불순물은 쉽게 흠을 형성하거나 결정계 분리 현상을 일으켜, 재료의 연속성과 인성을 약화시키고 강철의 실제 인장 강도를 저하시킵니다.
강재의 전단 강도
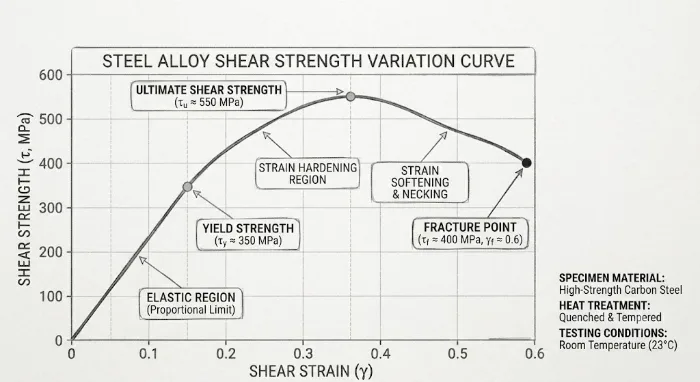
강재의 전단 강도란 전단력이 작용할 때 인접한 단면 사이에서 발생하는 상대적 미끄러짐, 전단 변형 또는 전단 파괴에 강재가 저항하는 최대 응력 값을 말하며, 일반적으로 다음과 같이 계산됩니다. τ = F / A, 여기서 F 는 전단력이며, A 는 전단 면적입니다. 일반적으로 사용하는 단위는 MPa or N/mm². 이는 볼트, 리벳, 핀, 용접부, 연결판 등 전단 하중을 받는 부재의 내하력을 평가하는 데 중요한 지표입니다.
강재의 전단 강도에 영향을 미치는 요인:
탄소 함량을 높이면 전단 파괴에 대한 저항 능력을 간접적으로 향상시킬 수 있으며;
망간, 크롬, 몰리브덴과 같은 합금 원소는 용체 강화, 결정립 미세화 및 미세구조 안정성 향상을 통해 전단 저항성을 높일 수 있다.
그러나 인이나 황과 같은 유해 불순물은 취성 내포물을 쉽게 형성하거나 결정계면 결합을 약화시켜, 강재가 전단 하중을 받을 때 균열이나 취성 파손이 발생하기 쉽게 만들고, 전단 강도와 인성을 저하시킵니다.
강철의 내구 강도
“내구성 강도”는 표준적인 독립적 기계적 특성이 아닙니다. 이는 크리프 파단 강도와 피로 강도에 의해 결정되며, 이 두 가지가 결합되어 장기 사용 조건 하에서 강재의 안전한 사용 수명을 정의합니다. 이는 단일한 고정된 값이 아니기 때문에, 일반적으로 크리프 파단 응력이나 피로 강도를 통해 평가되며, 보통 다음과 같이 표현됩니다. σ = F / A0 또는 응력 진폭 σa = (σmax – σmin) / 2, 단위는 MPa or N/mm².
크리프 파단 강도:
이는 주어진 고온 조건과 일정한 인장 응력 하에서, 일반적으로 100,000시간(약 11.4년)이라는 지정된 기간 동안 강재가 파단되지 않고 견딜 수 있는 최대 응력 값을 의미합니다. 이는 주로 재료의 크리프 파단에 대한 저항성을 나타냅니다.
강철의 크리프 파단 강도에 영향을 미치는 요인:
크롬, 몰리브덴, 바나듐, 니오븀, 텅스텐과 같은 원소들은 용체 강화, 석출 강화, 그리고 안정된 탄화물이나 질화물의 형성을 통해 고온에서 강철의 미세구조 안정성과 크리프 저항성을 향상시킬 수 있습니다. 반면, 인이나 황과 같은 불순물 함유물은 고온에서 쉽게 균열의 원인이 되어 크리프 파단 강도를 저하시킬 수 있다.
강철의 피로 강도
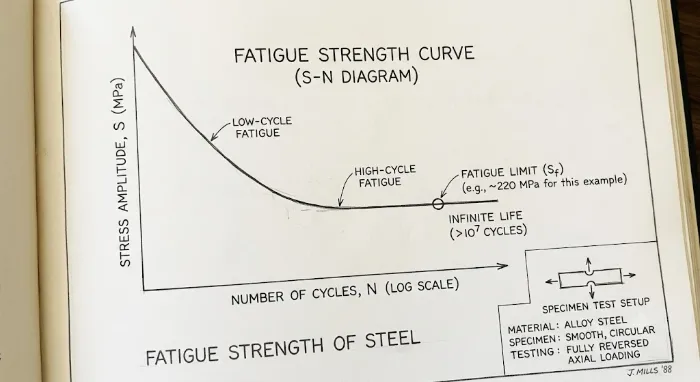
이는 강재가 파단되지 않고 무한한 횟수(일반적으로 10^7회)의 주기적 교대 응력을 견딜 수 있는 최대 응력 값을 의미합니다. 명확한 피로 한계가 없는 재료의 경우, 이는 10^7회와 같은 지정된 횟수의 주기 동안 파단이 발생하지 않는 응력을 의미합니다.
영향을 미치는 요인:
탄소와 Mn, Cr, Mo, V와 같은 합금 원소는 용체 강화 및 미세 결정립 강화와 같은 기전을 통해 피로 강도를 향상시킬 수 있습니다. 그러나 산화물이나 황화물과 같은 비금속 함유물은 내부 응력 집중원을 형성하여 피로 균열 발생을 촉진할 수 있으므로, 피로 성능을 향상시키기 위해서는 고순도 강재를 사용하는 것이 더 유리합니다.
강철의 파단 강도
파단 강도란 인장 시험 중 파단이 발생하는 순간에 해당하는 응력 값을 말하며, 재료가 최종적으로 파단되기 전까지 견딜 수 있는 최대 하중 용량을 나타냅니다. 이는 시편이 실제로 파단되는 응력입니다. 저탄소강과 같은 연성 강재의 경우, 파단 전에 목 현상이 발생하므로 공학적 파단 강도는 일반적으로 인장 강도보다 낮습니다. 반면, 더 취성인 강재의 경우 파단 강도는 인장 강도와 비교적 근접한 경우가 많습니다.
영향을 미치는 요인:
탄소 함량이 증가하면 일반적으로 강도는 향상되지만, 연성과 인성은 저하됩니다. 망간이나 니켈과 같은 합금 원소는 인성을 향상시키는 데 도움이 되는 반면, 인, 황, 그리고 산화물이나 황화물과 같은 비금속 함유물은 쉽게 결정계 분리를 유발하거나 균열 발생원을 형성하여 파단 저항성을 현저히 약화시킬 수 있습니다.
강재의 압축 강도
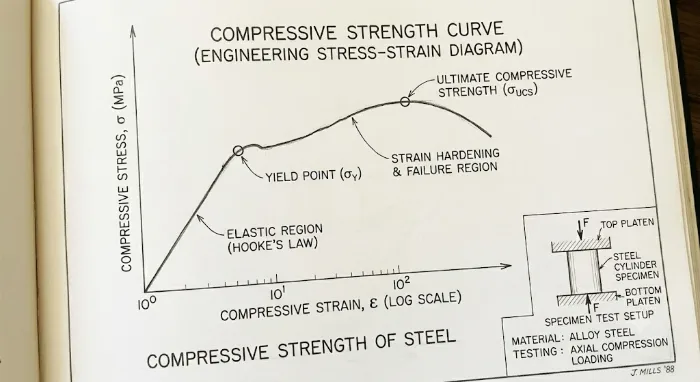
압축 강도란 강재가 파단, 좌굴 또는 과도한 소성 변형이 발생하기 전까지 압축 하중을 받아 견딜 수 있는 최대 응력을 말합니다. 이는 일반적으로 다음과 같이 계산됩니다. σc = Fmax / A0, 여기서 Fmax 는 최대 압축 하중이며, A0 는 원래의 단면적이며, 단위는 MPa or N/mm². 강철과 같은 연성 재료의 경우, 일반적으로 갑작스러운 파단보다는 소성 변형이나 부풀어 오름을 일으키며, 그 압축 강도는 대개 인장 강도와 비슷하거나 약간 더 높습니다.
영향을 미치는 요인:
탄소 함량을 높이면 강철의 압축 강도는 향상될 수 있지만, 연성과 인성은 저하됩니다. 망간, 규소, 크롬, 몰리브덴과 같은 합금 원소는 용체 강화나 탄화물 형성을 통해 기질을 강화할 수 있는 반면, 인이나 황과 같은 불순물 및 내포물은 재료의 연속성을 해치고 압축 강도를 약화시킬 수 있다.
요약 비교표
| 매개변수 이름 | 핵심 정의 | 주요 공학적 의의 |
| 항복 강도 | 소성 변형이 시작되는 임계 응력 | 영구적인 구조적 변형을 방지하기 위한 설계 기준 |
| 인장 강도 | 인장 파단 전의 최대 응력 | 재료의 최대 하중 지지 능력 및 안전 여력 |
| 전단 강도 | 전단 미끄러짐 파괴를 견디는 최대 전단 응력 | 커넥터 및 전단 저항 부품의 설계 기준 |
| 지구력 및 근력 | 주기적 하중 하에서 파손을 견딜 수 있는 능력 (일반적으로 피로 강도를 의미함) | 진동 및 교번 하중을 받는 부품의 수명 설계 |
| 파단 강도 | 균열 전파에 저항하는 능력 (일반적으로 파괴 인성을 의미함) | 결함이 있는 구조물의 취성 파단에 대한 안전성 평가 |
| 압축 강도 | 압축 하중 하에서 파단 전의 최대 압축 응력 | 기둥 및 기초와 같은 압축 부재의 설계 기준 |
가공에 주로 사용되는 강재 종류
구조용 강재
구조용 강재는 철과 탄소를 주성분으로 하며, 규정된 강도, 연성 및 성형성을 갖춘 공학용 강재입니다. 주로 하중을 지탱하는 건축 부재, 기계 부품 및 공학 구조 부품에 사용됩니다. 이 강재의 핵심 요구 사항은 우수한 하중 지지 능력을 갖추는 동시에 인성, 용접성 및 가공성도 고려해야 한다는 점입니다. 일반적으로 탄소 구조용 강재와 합금 구조용 강재로 구분됩니다.
A36 강재
의 항복 강도는 A36 강재 은 ≥250 MPa입니다. A36 강판의 두께가 203 mm를 초과할 경우, 요구되는 항복 강도는 ≥220 MPa입니다. 이는 일반 강도 구조용 강재에 속합니다. 고강도, 고압, 고온, 고하중 또는 저온의 중요한 하중 지지 부위의 경우, A572 및 A588과 같은 강재를 고려해야 합니다.
A36 강재의 인장 강도는 400~550 MPa로, 일반 건축 구조물, 브래킷, 베이스 플레이트, 연결부재 및 일반 기계 구조 부품의 하중 지지 요구 사항을 충족할 수 있습니다.
A36 강재의 전단 강도에 대해 직접적으로 규정된 표준값은 없습니다. 공학 실무에서는 일반적으로 인장 강도의 0.6배, 즉 약 240~330 MPa로 추정합니다.
A992 강재
A992 강재의 항복 강도는 345 MPa 이상으로, 중~고강도 구조용 강재에 해당합니다. A36에 비해 A992는 더 높은 하중 지지 능력을 갖추고 있으며 강도와 인성의 균형이 더 우수하므로, 건축용 보, 강철 기둥, 교량 구조물, 중량물용 프레임 등 하중을 지탱하는 부재에 널리 사용됩니다.
A992 강재의 인장 강도는 일반적으로 450~620 MPa입니다. 이 강재는 인장, 압축 및 굽힘 하중 하에서 우수한 변형 저항성을 보입니다. A992 강재는 강도, 용접성 및 구조적 안정성이 요구되는 건축 및 엔지니어링 철골 구조물에 널리 사용됩니다.

탄소강
탄소강은 다른 합금 원소를 의도적으로 첨가하지 않고 주로 철과 탄소로 구성된 철-탄소 합금입니다. 탄소 함량은 일반적으로 0.02%에서 2.11% 사이입니다. 탄소 함량과 열처리 공정을 통해 재료 특성을 조절할 수 있습니다. 탄소강은 저탄소강, 중탄소강, 고탄소강의 세 가지 범주로 나뉩니다.
1018강
1018 연강의 항복 강도는 210 MPa 이상(약 30 ksi)이며, 실제 범위는 약 210~275 MPa입니다. 냉간 인발 상태(C1018)에서는 항복 강도가 370 MPa(약 53 ksi) 이상으로 증가할 수 있습니다. 담금질 및 템퍼링과 같은 열처리를 거치면 강도를 더욱 향상시킬 수 있지만, 이 경우 일반적으로 연성과 성형성이 다소 저하됩니다. 1018강은 높은 강도보다는 우수한 용접성, 냉간 성형성 및 가공성을 제공하며, 축, 핀, 볼트 및 기어 블랭크와 같은 일반 기계 부품에 적합합니다.
1018 연강의 인장 강도는 약 370~440 MPa입니다. 냉간 인발 상태에서는 가공 경화 현상으로 인해 인장 강도가 440~540 MPa 이상으로 증가할 수 있습니다.
1045강
1045강재의 인장 강도는 약 570~700 MPa이며, 1045강재의 항복 강도는 약 310~530 MPa입니다.
, 열간 압연, 노멀라이징, 냉간 인발, 또는 담금질 및 템퍼링과 같은 공정 조건에 따라 달라집니다. 1045는 강도, 경도 및 내마모성이 비교적 높은 중탄소강입니다. 이 강종은 일반적으로 축, 기어, 커넥팅로드, 크랭크축, 핀, 볼트, 슬리브, 공구 고정구 등 하중을 지탱하거나 내마모성이 요구되는 기계 부품에 널리 사용됩니다. 담금질, 템퍼링 또는 담금질-템퍼링 처리를 거치면 강도, 인성 및 내마모성의 전반적인 균형이 더욱 향상되어 중하중 구조 부품 및 변속기 부품에 적합합니다.

합금강
합금강은 강도, 경도, 인성, 내마모성, 경화성, 내식성 또는 고온 성능을 향상시키기 위해 탄소강에 크롬, 니켈, 몰리브덴, 바나듐, 티타늄, 니오븀, 텅스텐, 붕소와 같은 원소를 의도적으로 첨가하여 제조됩니다. 일반적으로 기어, 축, 커넥팅로드, 교량, 절삭 공구, 금형, 스테인리스강, 내열강, 내마모강과 같은 고성능 부품이나 구조용 부재에 널리 사용됩니다.
4140강
4140강 이 강재는 어닐링 또는 정규화 상태에서 약 415 MPa의 항복 강도를 가지며, 담금질 및 템퍼링 후 930–1100 MPa 이상으로 향상될 수 있습니다. 이는 중탄소 크롬-몰리브덴 합금강 계열에 속하는 고강도 담금질 및 템퍼링 강입니다. 뛰어난 경화성, 높은 강도, 그리고 우수한 인성 균형을 갖춘 4140강은 기어, 축, 커넥팅로드, 볼트, 구동축, 크랭크축, 드릴 파이프 조인트, 고강도 강철 버클 부품 및 기타 고하중 기계 부품에 널리 사용됩니다.
어닐링 또는 정규화 처리된 4140 강재의 인장 강도는 일반적으로 약 655~750 MPa입니다. 담금질 및 템퍼링 후 인장 강도는 1080~1200 MPa 이상으로 증가할 수 있으며, 이는 높은 하중 지지 능력, 충격 하중 및 피로 응력이 수반되는 작동 조건의 요구 사항을 충족합니다.

4130강
어닐링 또는 정규화 상태의 4130강은 일반적으로 약 415 MPa의 항복 강도를 가집니다. 담금질 및 템퍼링 후 항복 강도는 785~930 MPa 이상으로 증가할 수 있어, 중탄소 크롬-몰리브덴 합금 구조용 강재 중에서도 고강도 등급에 속합니다. 상대적으로 높은 항복 강도와 우수한 인성, 경화성을 갖춘 4130강은 기어, 축, 커넥팅로드, 볼트, 프레임, 항공기용 튜브 및 피로 하중을 받는 기계 부품, 특히 강도, 인성 및 경량 설계의 균형이 요구되는 구조용 부품의 제조에 적합합니다.
어닐링 또는 정규화 처리된 4130 강재의 인장 강도는 일반적으로 약 590 MPa 미만입니다. 담금질 및 템퍼링 처리 후에는 인장 강도가 930~1000 MPa 이상으로 증가할 수 있어, 인장 강도, 내피로성 및 구조적 신뢰성에 대한 요구 사항이 높은 기계 및 항공우주 구조 부품에 적합합니다.

스테인리스강
304 스테인리스강
용액 처리 또는 어닐링 후, 304 스테인리스강의 항복 강도는 205 MPa 이상이며, 인장 강도는 약 515~750 MPa입니다. 냉간 압연이나 냉간 인발과 같은 냉간 가공을 거치면 항복 강도는 515 MPa 이상으로 증가할 수 있으며, 인장 강도는 800 MPa 이상에 도달할 수 있습니다. 304는 중간 강도, 우수한 내식성, 높은 연성 및 뛰어난 용접성을 갖춘 오스테나이트계 스테인리스강입니다. 이 소재는 화학 파이프라인, 식품 장비, 의료 기기, 볼트 및 너트와 같은 체결 부품, 판금 부품, 장식용 구조 부품 및 일반 내식성 부품에 적합합니다.
316 스테인리스강
용액 처리 또는 어닐링 처리된 상태의 316 스테인리스강의 항복 강도는 일반적으로 205 MPa 이상으로, 중~저강도 오스테나이트계 스테인리스강에 속합니다. 이 소재는 내식성이 뛰어나고 용접이 용이하며 연성이 높아 화학 파이프라인, 밸브, 펌프 본체, 플랜지, 패스너, 식품 장비, 의료 기기 및 선박 부품에 적합합니다. 냉간 가공 후 항복 강도는 ≥515 MPa에 달할 수 있어, 변형 저항 요구 사항이 더 높은 내식성 부품에 적합합니다.
일반적인 강철 가공 공정
1. 선반 가공
선반 가공은 공작물이 회전하는 동안 선반 공구가 공작물 쪽으로 이송되는 절삭 공법입니다. 이 공법은 축, 원판, 슬리브와 같은 회전형 강철 부품의 가공에 적합합니다. 높은 효율과 낮은 비용을 자랑하며, 동축도, 수직도 및 원통면 정밀도를 보장할 수 있습니다.
2. 밀링
밀링 가공은 회전하는 밀링 커터를 사용하여 재료를 제거하는 공법으로, 평면, 홈, 단차, 윤곽 및 복잡한 형상의 가공에 적합합니다. 주로 브래킷, 베이스, 구조용 부품 및 불규칙한 형상의 강철 부품 가공에 널리 사용됩니다.
3. 시추
드릴링은 주로 강철에 구멍을 가공하는 데 사용되며, 일반적으로 축 방향으로 이송되는 트위스트 드릴을 사용합니다. 칩 배출, 열 방출 및 공구 강성이 제한적이기 때문에, 깊은 구멍이나 큰 구멍의 경우 종종 단계별 드릴링, 리밍 또는 후속 정삭 공정이 필요합니다.
4. 지루함
보링 가공은 기존 구멍을 확대하고 정밀하게 다듬어 구멍의 치수 정밀도와 표면 품질을 향상시킵니다. 이 공정은 하우징, 기계 베이스, 브래킷 등의 부품에 있는 대형 구멍, 정밀 구멍 및 내부 구멍 부위를 가공하는 데 적합합니다.
5. 연삭
연삭은 연삭 휠에 부착된 연마 입자를 이용하여 강철 부품의 표면을 마감함으로써, 높은 치수 정밀도와 낮은 표면 거칠기를 달성하는 공정입니다. 이 공정은 일반적으로 경화강, 내열강, 베어링, 계측기 및 정밀 부품의 가공에 널리 사용됩니다.
6. 대패질
대패기는 공구와 공작물의 직선 왕복 운동을 통해 평면이나 홈을 가공합니다. 이 장비는 구조가 간단하고 다용도로 사용할 수 있지만, 효율이 상대적으로 낮아 단품, 소량 생산 또는 대형 강재의 평면 가공에 적합합니다.
7. 브로칭
브로칭 공정은 다치 브로치를 사용하여 한 번의 스트로크로 재료를 연속적으로 제거함으로써, 우수한 치수 정밀도와 표면 품질을 신속하게 달성합니다. 이 공정은 내공, 키홈, 평면 및 성형 표면의 대량 가공에 적합하지만, 공구 비용이 상대적으로 높습니다.
8. 톱질
톱질은 강철의 블랭킹, 절단 또는 슬롯 가공에 사용되며, 기계 가공 전의 일반적인 전처리 공정입니다. 기계 가공 시에는 재료의 경도, 단면 두께 및 절삭 효율에 따라 적절한 톱날의 이빨 형상과 매개변수를 선택해야 합니다.
9. EDM 및 와이어 절단
이 공정은 펄스 방전을 이용하여 금속을 절단하거나 제거하며, 경도가 높거나 가공이 어려운 강재에 적합한 비접촉식 가공 방법입니다. 복잡한 형상, 정밀 금형 및 특수 형상의 부품을 가공할 수 있지만, 표면의 열영향부 및 미세 균열 발생 위험에 주의해야 합니다.

초고강도 강철이란 무엇인가?
초고강도 강철은 일반적으로 항복 강도가 1380 MPa 이상이거나 인장 강도가 1470 MPa 이상인 합금강을 말합니다.
초고강도 강재는 조성 체계와 강화 메커니즘에 따라 다양한 유형으로 분류될 수 있습니다. 일반적인 저합금 초고강도 강재로는 AISI 4340, 300M, 에글린강 등이 있습니다. 이 중 AISI 4340은 항공기 랜딩 기어나 엔진 샤프트와 같은 고하중 부품에 널리 사용되는 대표적인 저합금 초고강도 강재입니다.
다음과 같은 2차 경화형 초고강도 강재 HY-180, AF1410 및 AerMet 100은 높은 강도와 인성, 뛰어난 피로 저항성을 갖추고 있으며, 주로 전투기 랜딩 기어, 항공기 엔진 부품 및 항공모함용 착륙용 갈고리에 사용됩니다.
18Ni, T250, T300과 같은 마레이징 초고강도강은 시효 석출 강화를 통해 높은 강도를 얻으며, 주로 로켓 엔진 케이싱 및 항공우주 구조 부품에 사용됩니다.
자동차 분야에서 일반적으로 사용되는 초고강도 강재로는 22MnB5 붕소강이 있습니다. 열간 성형 후 인장 강도는 1500~2000 MPa에 달하며, 주로 A/B 필러 및 충돌 방지 빔과 같은 자동차 안전 구조 부품에 사용됩니다.
강철의 강도는 가공 비용에 어떤 영향을 미치나요?
강철의 강도가 높을수록 가공 시 필요한 절삭력이 커집니다. 이로 인해 공구의 성능, 공작 기계의 강성, 가공 정밀도에 대한 요구 사항이 높아지며, 이는 종종 공구의 마모 가속화, 효율 저하, 제조 비용 증가로 이어집니다. 따라서 강재를 선정할 때는 강도와 사용 성능뿐만 아니라 가공성 및 전반적인 생산 비용도 고려해야 합니다.
일반적으로 스테인리스강, 합금강, 고탄소강의 가공 비용은 높은 편이며, 중탄소강은 중간 수준이고, 저탄소강, 주철, 아연도금강은 대개 가공 비용이 상대적으로 낮은 편입니다. 그러나 실제 비용은 여전히 재료 사양, 부품 구조, 가공 공정 및 장비 성능에 따라 달라집니다.
요약:
위 내용에서는 강철의 강도와 관련된 핵심 지식을 다루었으며, 주로 다양한 종류의 강철과 엔지니어링 및 제조 분야에서 일반적으로 고려되는 강도 등급을 소개했습니다. 더 자세히 알고 싶으시거나, 작업 중에 문제가 발생할 경우 강철 가공, 다음 연락처로 엔지니어들에게 문의하실 수 있습니다. 웰도 머시닝 DFM 설계 지원 및 가공 비용 산정.








