

De nombreuses pièces usinées doivent répondre à certaines exigences en matière de propriétés physiques lors de leur utilisation, telles que la dureté et la ténacité. Ces deux paramètres physiques sont inversement proportionnels : lorsqu’un matériau présente une dureté relativement élevée, sa ténacité est généralement plus faible ; lorsque la ténacité est élevée, sa résistance est généralement plus faible. Afin de garantir une utilisation sûre des pièces et d'éviter une rupture fragile totale ou l'apparition de fissures, la résistance et la ténacité à l'intérieur et à l'extérieur de la pièce sont généralement contrôlées. La dureté de surface ne peut pas être identique à celle de l'intérieur. Cela montre l'importance du durcissement des surfaces métalliques. Je vais vous présenter brièvement ci-dessous le durcissement des surfaces métalliques.

Qu'est-ce que le durcissement de surface ?
Le durcissement de surface est une technique de traitement qui utilise des méthodes physiques, chimiques ou mécaniques pour améliorer la dureté, la résistance à l'usure, la résistance à la corrosion et d'autres propriétés de la couche superficielle du matériau, tout en préservant la ténacité et la résistance à l'intérieur de celui-ci.
Dans l'usinage et la fabrication de pièces métalliques, de nombreuses pièces n'ont pas besoin d'être “ durcies dans leur intégralité ”. Les zones qui sont réellement soumises au frottement, à l'usure et à la fatigue de contact ne sont souvent que les parties les plus externes destinées à entrer en contact avec d'autres pièces. C'est pourquoi la fabrication nécessite souvent une surface durcie afin d'améliorer la résistance à l'usure de la partie active d'un composant.
Par exemple, des pièces telles que les engrenages, les rails de guidage, les sièges de roulements, les arbres de transmission, les cames et les surfaces de moules sont soumises en permanence à des contacts par glissement, par roulement ou par choc pendant leur fonctionnement. Si l'ensemble de la pièce est rendu très dur, la résistance à l'usure augmente, mais la ténacité globale de la pièce diminue. Sous l'effet de chocs ou de charges alternées, la pièce est plus susceptible de se fissurer, voire de se fracturer dans son ensemble, causant des dommages irréversibles aux machines et aux équipements.
L'objectif principal du durcissement superficiel est de rendre la surface d'une pièce suffisamment dure et résistante à l'usure, tout en conservant une bonne ténacité et une bonne résistance aux chocs à l'intérieur.
En bref :
Surface dure : améliore la résistance à l'usure, la résistance à la fatigue et la durée de vie ;
Intérieur résistant : améliore la résistance aux chocs de la pièce et empêche la rupture par fragilité totale ;
Petite déformation : par rapport au durcissement complet, ce procédé est plus adapté aux pièces de précision soumises à des exigences dimensionnelles élevées ;
Coût plus raisonnable : seules les zones de travail essentielles sont renforcées, ce qui évite de devoir traiter l'ensemble de la pièce avec une intensité élevée.
C'est également pour cette raison que de nombreuses pièces métalliques haute performance ne sont pas trempées à cœur, mais font plutôt l'objet d'un traitement de durcissement superficiel.
Pourquoi les pièces métalliques ne sont-elles généralement trempées qu'en surface ?
Il existe trois raisons principales pour lesquelles les pièces métalliques ne sont trempées qu'en surface.
1. L'usure se produit généralement à la surface
Lorsque des pièces mécaniques sont en fonctionnement, c'est la couche superficielle qui est réellement en contact avec les autres pièces, qui frotte contre elles et qui s'use.
Par exemple, lorsque des engrenages s'engrènent, l'usure se produit principalement à la surface des dents ; lorsque des rails de guidage glissent, l'usure se concentre principalement sur la surface de contact ; lorsque des pièces d'arbres sont soumises à des charges, les fissures de fatigue apparaissent souvent aussi à la surface.
Par conséquent, à condition que la couche superficielle soit traitée de manière à être suffisamment dure, la durée de vie de la pièce peut être considérablement améliorée.
2. La défense centrale doit rester solide
Si la pièce est trempée dans son ensemble, le matériau devient plus fragile. Pour les pièces soumises à des chocs, à des couples ou à des charges répétées, une dureté globale excessive peut au contraire entraîner un risque de rupture.
Le durcissement de surface permet à une pièce de présenter une structure “ dure à l'extérieur, résistante à l'intérieur ” :
La couche extérieure assure la résistance à l'usure ; la couche intérieure assure la répartition des charges et l'absorption des chocs ;
Les performances globales sont plus stables que si l'on se contentait de rechercher une dureté élevée.
C'est particulièrement important pour les engrenages, les arbres, les goupilles, les pièces de transmission et les composants de moules.
3. Cela peut réduire les déformations dues au traitement thermique
Le durcissement par trempe soumet l'ensemble de la pièce à un cycle intense de chauffage et de refroidissement, ce qui peut facilement entraîner des déformations, des fissures et des contraintes résiduelles.
Le traitement de durcissement superficiel n'augmente la dureté que des couches superficielles peu profondes, avec une zone affectée par la chaleur plus restreinte, ce qui le rend plus adapté aux pièces de précision et aux pièces dont la marge d'usinage ultérieur est limitée.
Pour les pièces usinées par commande numérique, le durcissement de surface peut également réduire la nécessité d'un usinage de correction ultérieur et améliorer la stabilité dimensionnelle.
Types de procédés de durcissement superficiel
Selon les différents principes de durcissement et méthodes de chauffage, les techniques courantes de durcissement superficiel se répartissent principalement en cinq catégories : le durcissement à la flamme, le durcissement par induction, le durcissement au laser, le cémentation et le nitruration.
Parmi ceux-ci, le durcissement à la flamme, le durcissement par induction et le durcissement au laser relèvent principalement des procédés de trempe superficielle ; la cémentation et la nitruration relèvent quant à elles des procédés de traitement thermique chimique.
1. Trempe à la flamme : une méthode traditionnelle et simple, mais plus difficile à maîtriser
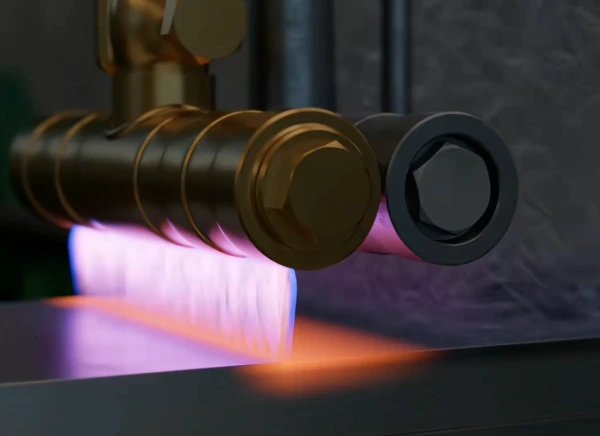
Le durcissement à la flamme est une méthode de durcissement de surface utilisée depuis longtemps. Elle consiste généralement à utiliser une flamme oxyacétylénique ou une autre flamme à haute température pour chauffer rapidement la surface d'une pièce métallique, puis à la refroidir immédiatement à l'aide d'un jet d'eau ou d'une pulvérisation.
Une fois que la surface d'une pièce en acier a été chauffée à la température d'austénitisation, un refroidissement rapide transforme la structure superficielle en martensite.
La martensite est une microstructure à haute dureté ; c'est également ce qui explique pourquoi la surface de la pièce devient dure après un durcissement à la flamme. Ce phénomène peut être observé grâce aux modifications de la microstructure métallographique sous un microscope à fort grossissement.
Avantages du durcissement à la flamme
Le processus est simple et le coût de l'équipement est relativement faible ;
Convient au durcissement de pièces de grande taille et de zones localisées ;
Moins de contraintes quant à la taille des pièces ;
Peut être utilisé pour les engrenages, les rails de guidage, les pièces d'arbres, etc.
Inconvénients du durcissement à la flamme
Le principal inconvénient du durcissement à la flamme réside dans le fait qu'il est difficile de contrôler la chaleur avec précision.
La zone de chauffage par flamme est relativement étendue. Si le fonctionnement n'est pas stable, la zone qui doit être trempée risque de ne pas atteindre une dureté suffisante, tandis que les zones qui ne doivent pas l'être risquent d'être surchauffées.
Dans le cas des petits engrenages, des arbres effilés et des pièces à parois minces, la chaleur de la flamme peut facilement se propager à l'intérieur, ce qui entraîne le chauffage de toute la section et va à l'encontre de l'objectif initial qui est de “ ne tremper que la surface ”.”
De plus, le durcissement à la flamme peut également entraîner : une déformation de la pièce ; une oxydation de la surface ; une profondeur inégale de la couche durcie ; ainsi que la nécessité d'un meulage ou d'un usinage de correction ultérieur.
Il convient de noter que la nécessité d'un recuit après un durcissement à la flamme dépend du matériau, des exigences de dureté et des conditions d'utilisation de la pièce. Pour certaines pièces soumises à de fortes contraintes, on procède généralement à un recuit à basse température afin de réduire les contraintes de trempe et le risque de fissuration lors des opérations de finition ultérieures.
2. Trempe par induction : une méthode efficace de durcissement superficiel adaptée à la production en série
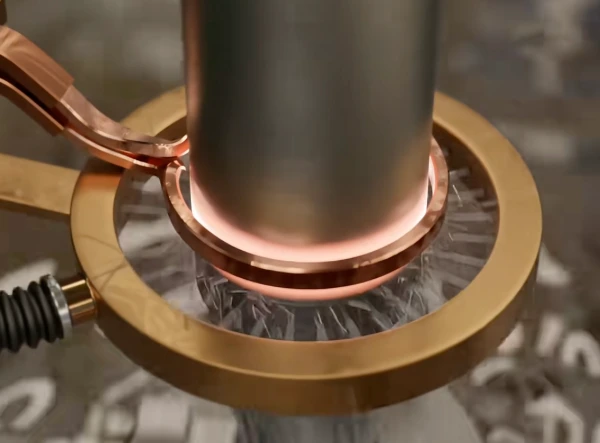
Le durcissement par induction est un procédé de durcissement superficiel plus moderne et plus facile à contrôler. Il n'utilise pas directement la flamme pour le chauffage, mais recourt plutôt à un courant alternatif à haute ou moyenne fréquence pour générer un champ magnétique alternatif dans une bobine.
Lorsqu'une pièce métallique est placée dans un champ magnétique alternatif, des courants de Foucault se forment à sa surface. Ces courants de Foucault génèrent de la chaleur par résistance à l'intérieur du métal, provoquant un échauffement rapide de la couche superficielle de la pièce. Celle-ci est ensuite refroidie par pulvérisation d'eau, ce qui entraîne la formation d'une structure martensitique à haute dureté à la surface de la pièce métallique.
Pourquoi le durcissement par induction ne chauffe-t-il que la surface ?
La clé du durcissement par induction réside dans “ l'effet de peau ”.”
Plus la fréquence du courant alternatif est élevée, plus le courant se concentre à la surface de la pièce et plus la profondeur de chauffage est faible ; plus la fréquence est basse, plus le courant pénètre en profondeur et plus la couche de cémentation est épaisse.
Ainsi, le durcissement par induction permet de contrôler la profondeur de la couche durcie en ajustant la fréquence, la puissance et la durée de chauffage.
Avantages de la trempe par induction
Chauffage rapide ;
Profondeur de la couche durcie réglable ;
Faible déformation de la pièce ;
Moins d'oxydation en surface ;
Facile à automatiser ;
Idéal pour la production en série.
Inconvénients de la trempe par induction
Le coût des équipements de trempe par induction est relativement élevé, et il est nécessaire de concevoir à l'avance des bobines d'induction adaptées à la forme de la pièce.
Pour les pièces aux formes complexes ou produites en petites séries, les coûts liés à la conception et au réglage des outillages peuvent s'avérer relativement élevés.
Cependant, une fois que la demande d'usinage et le processus sont stabilisés, le durcissement par induction offre une excellente efficacité de production et une grande régularité.
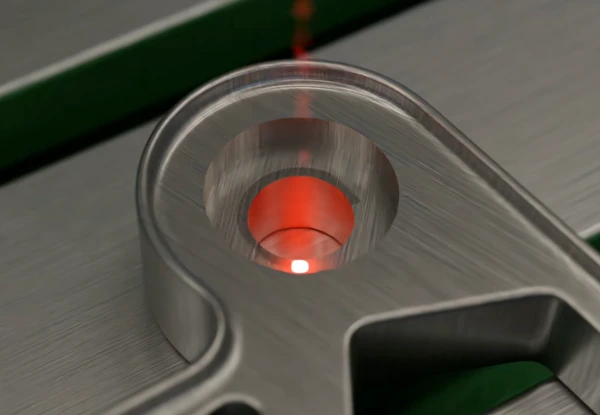
3. Cémentation laser : adaptée à la cémentation localisée de haute précision
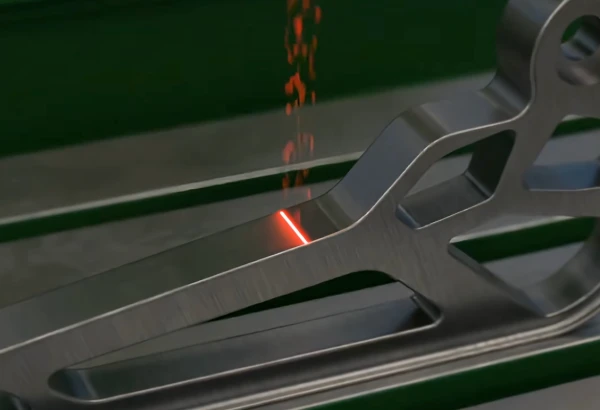
Le durcissement au laser consiste à balayer rapidement la surface de la pièce à l'aide d'un faisceau laser de forte puissance, ce qui provoque un échauffement rapide de zones localisées de la pièce jusqu'à la température de transformation de phase ; le refroidissement est ensuite assuré par la capacité intrinsèque de la pièce à dissiper la chaleur et à se refroidir.
Contrairement au durcissement à la flamme et au durcissement par induction, le procédé de durcissement superficiel au laser ne nécessite généralement pas de refroidissement supplémentaire par pulvérisation d'eau. La zone chauffée par le laser étant très petite, le métal froid environnant non chauffé évacue rapidement la chaleur, ce qui permet un refroidissement par trempe autonome.
Avantages de la trempe au laser
Faible zone affectée thermiquement ;
Déformation extrêmement faible ;
Position de trempe précise ;
Moins d'oxydation en surface ;
Convient aux formes complexes et au traitement de zones localisées ;
Convient aux pièces de précision de grande valeur.
Inconvénients du durcissement au laser
Le coût des équipements de trempe au laser est relativement élevé, et leur rendement n'est généralement pas aussi adapté que celui de la trempe par induction pour une production de masse à faible coût.
C'est pourquoi il est le plus souvent utilisé pour des pièces de petite taille, de haute précision et à forte valeur ajoutée, telles que le renforcement local de moules, les rails de guidage de précision, les surfaces dentées spéciales ou les zones locales résistantes à l'usure.
4. Cémentation : durcir également la surface de l'acier à faible teneur en carbone
Le cémentation à la flamme, la cémentation par induction et la cémentation au laser mentionnées ci-dessus ont toutes une condition préalable : l'acier lui-même doit contenir suffisamment de carbone.
Dans le cas de l'acier à faible teneur en carbone, la trempe directe rend généralement difficile l'obtention d'une dureté élevée, car la teneur en carbone est insuffisante et ne permet pas la formation d'une martensite suffisamment dure.
À ce stade, une cémentation s'impose.
La cémentation est un procédé qui consiste à placer une pièce en acier à faible teneur en carbone dans un environnement à haute température et riche en carbone (composé principalement de coke, de graphite, de charbon de bois et de carbonate de baryum), ce qui permet aux atomes de carbone de pénétrer progressivement dans la couche superficielle de la pièce.
Après la cémentation, la teneur en carbone de la surface de la pièce augmente, tandis que l'intérieur conserve une faible teneur en carbone. Les étapes suivantes de trempe et de revenu permettent alors à la surface d'atteindre une dureté élevée, tandis que l'intérieur conserve une bonne ténacité.
Avantages de la cémentation
Convient à l'acier à faible teneur en carbone et à l'acier allié à faible teneur en carbone ;
Grande dureté superficielle ;
Couche durcie relativement profonde ;
Bonne résistance à la fatigue ;
Convient aux engrenages à usage intensif, aux arbres de transmission, aux arbres à goupilles et à d'autres pièces.
Inconvénients de la cémentation
La cémentation est un procédé de traitement thermique à haute température et de longue durée, caractérisé par un cycle de traitement relativement long et une forte consommation d'énergie.
En raison des températures élevées, la pièce peut également se déformer ; c'est pourquoi on prévoit généralement une opération de meulage, de finition ou de correction dimensionnelle après la cémentation.
Applications courantes de la cémentation
La cémentation est particulièrement adaptée aux pièces qui doivent résister aux chocs et présenter une grande résistance à l'usure, telles que :
Boîtes de vitesses automobiles ;
Réducteurs ;
Arbres de transmission ;
Arbres cannelés ;
Douilles ;
Pièces mécaniques à usage intensif.
5. Nitruration : un procédé de durcissement superficiel à faible déformation et à haute résistance à l'usure
La nitruration est généralement réalisée à une température relativement élevée. Elle consiste à décomposer de l'ammoniac ou de l'azote sous haute température et haute pression, ce qui permet aux atomes ou ions d'azote de pénétrer dans la surface de l'acier et de former des nitrures durs avec les éléments d'alliage présents dans l'acier, tels que l'aluminium, le chrome, le molybdène et le vanadium. Ces couches de nitrure présentent une très grande dureté et une excellente résistance à l'usure, ce qui leur permet d'améliorer considérablement la durée de vie de la surface de la pièce. Le processus de nitruration se divise principalement en trois procédés : la nitruration gazeuse, la nitruration ionique et la nitrocarburation.
Avantages de la nitruration
La température de traitement est relativement basse (400 à 600 degrés Celsius) ;
Faible déformation de la pièce ;
Bonne stabilité dimensionnelle ;
Grande dureté superficielle ;
Bonne résistance à l'usure et à la fatigue ;
Cela peut également améliorer, dans une certaine mesure, la résistance à la corrosion.
Inconvénients de la nitruration
La vitesse de nitruration est relativement faible, et le cycle de traitement est long, pouvant parfois durer plusieurs dizaines d'heures, voire plus.
Par ailleurs, la couche nitrurée est généralement plus fine que la couche cémentée et doit également répondre à certaines exigences en matière de composition du matériau.
Applications courantes de la nitruration
La nitruration est couramment utilisée pour les pièces nécessitant une grande précision et une longue durée de vie, telles que :
Engrenages de précision, moules, vilebrequins, vis sans fin, tiges de soupapes, pièces d'arbres de haute précision et composants clés pour les secteurs aérospatial et automobile.
Comparaison de cinq types de procédés de durcissement de surface
| Processus | Principe de renforcement | La trempe est-elle nécessaire ? | Principaux avantages | Principaux inconvénients | Pièces compatibles |
| Trempe à la flamme | Un refroidissement rapide après un échauffement superficiel entraîne la formation de martensite | Obligatoire | Peu coûteux, adapté aux pièces de grande taille | Mauvaise résistance à la chaleur, sensible à la déformation et à l'oxydation | Grands engrenages, rails de guidage, arbres |
| Trempe par induction | Un refroidissement rapide après que l'induction électromagnétique a chauffé la surface | Obligatoire | Haute efficacité, profondeur réglable, adapté à la production en série | Coût élevé des équipements et des bobines | Engrenages, arbres, goupilles, pièces de transmission |
| Trempe au laser | Refroidissement spontané après chauffage localisé au laser | En général, aucun refroidissement externe n'est nécessaire | Haute précision, faible déformation | Coût élevé, convient aux petites surfaces | Moules, glissières, surfaces locales résistantes à l'usure |
| Cémentation | La teneur en carbone de la surface est augmentée avant la trempe | Obligatoire | Grande dureté superficielle, couche de cémentation relativement profonde | Long cycle, sujet à la déformation | Engrenages à usage intensif, arbres de transmission |
| Nitruration | Les atomes d'azote forment des nitrures durs | Non obligatoire | Faible déformation, stabilité dimensionnelle, bonne résistance à l'usure | Cycle long, coût élevé, couche mince | Engrenages de précision, moules, vis sans fin |
Choisissez le procédé de durcissement de surface adapté à votre projet
Il convient de choisir un procédé de trempe adapté à chaque pièce en fonction du matériau, des dimensions, des exigences de dureté, de la profondeur de la couche trempée et du volume de production.
S'il s'agit d'une partie importante
On peut envisager un durcissement à la flamme.
Cet équipement est simple et convient aux grands engrenages, aux rails de guidage et au renforcement local de surface, mais il exige une grande expérience de la part de l'opérateur.
S'il s'agit d'une pièce fabriquée en série
Le durcissement par induction est généralement un choix plus approprié.
Elle est rapide, offre une bonne stabilité et présente un haut degré d'automatisation, ce qui la rend idéale pour la production à grande échelle d'engrenages, d'arbres et de pièces de transmission.
Si cela nécessite un durcissement local de haute précision
Le durcissement au laser présente davantage d'avantages.
Il convient aux petites surfaces, aux formes complexes et aux pièces de grande valeur, en particulier aux pièces soumises à des exigences très strictes en matière de contrôle de la déformation.
Si le matériau est de l'acier à faible teneur en carbone
La cémentation peut être choisie.
L'acier à faible teneur en carbone présente une dureté limitée lorsqu'il est trempé directement. Grâce à la cémentation, on peut obtenir une couche riche en carbone en surface, puis atteindre une dureté élevée par trempe.
Si la pièce doit répondre à des exigences extrêmement élevées en matière de stabilité dimensionnelle
La nitruration est un choix tout à fait idéal.
Ce procédé utilise une température de traitement plus basse et ne nécessite pas de refroidissement brutal, ce qui limite les déformations et le rend particulièrement adapté aux pièces de précision et aux pièces destinées à une longue durée de vie.
Quels métaux nécessitent un durcissement de surface ?
- Acier à faible teneur en carbone et l'acier allié à faible teneur en carbone : couramment utilisé dans les procédés de cémentation, notamment pour les engrenages automobiles, les chaînes, les axes de goupilles des machines d'ingénierie, etc. Grâce à la cémentation, la teneur en carbone de la couche superficielle est augmentée, ce qui permet d'obtenir une dureté élevée (HRC 58-64) après trempe, tout en conservant la ténacité du cœur pour résister aux chocs et à l'usure.
- Acier à teneur moyenne en carbone et acier allié à teneur moyenne en carbone : convient à la trempe superficielle (telle que la trempe par induction et la trempe à la flamme), utilisé pour les arbres, les engrenages, les arbres cannelés, etc. Grâce à un chauffage et un refroidissement rapides, la couche superficielle forme une structure martensitique, améliorant la résistance à l'usure et la résistance à la fatigue, avec une profondeur de couche généralement comprise entre 0,5 et 2,5 mm.
- Acier de construction allié (tel que 38CrMoAl) : souvent utilisé dans les procédés de nitruration. La température de traitement est basse (500-580 °C), la déformation est extrêmement faible et la couche superficielle forme une couche de nitrure à haute dureté (dureté >= 1 000 HV), adaptée aux pièces de haute précision et à haute résistance à l'usure telles que les broches de précision, les tiges de guidage de moules, les tiroirs de soupapes, etc.
- Fonte ductile : elle peut être traitée par trempe superficielle ou cémentation pour les pièces soumises à des charges alternées, telles que les vilebrequins de moteur, les engrenages, etc., ce qui permet d'améliorer la dureté superficielle et la résistance à la fatigue.
- Alliage de titane : on utilise généralement le durcissement de surface au laser ou Revêtement PVD pour les pièces haute performance dans les secteurs aérospatial et médical, afin d'améliorer la résistance à l'usure et à la corrosion des surfaces.
Le lien entre l'usinage CNC et les procédés de durcissement de surface

Pour les pièces usinées par commande numérique, le durcissement de surface est généralement réalisé après l'ébauche ou la semi-finition.
Étant donné que le traitement thermique peut entraîner certaines déformations, de nombreuses pièces de haute précision font l'objet d'un meulage, d'une finition ou d'une correction dimensionnelle après le durcissement de surface.
Le déroulement habituel de l'usinage est le suivant :
Préparation des matières premières : sélectionner des matériaux métalliques accompagnés de marques de certification fiables, achetés auprès d'usines de transformation de matières premières conformément aux plans fournis par le client.
Ébauche CNC : réaliser l'ébauche sur une machine-outil à trois axes pour des pièces de conception simple, en fraisant le contour approximatif.
Semi-finition : il peut être nécessaire de remplacer les fixations ou les têtes d'outils pour réaliser l'usinage de détails plus fins sur une machine-outil multiaxiale, tels que des rainures, des fentes et des cavités simples.
Traitement de durcissement de surface : choisissez le procédé de durcissement de surface adapté en fonction du nombre de pièces et des exigences de durcissement, afin de garantir que la dureté de surface et la ténacité interne du matériau soient conformes aux normes.
Broyage ou pour la finition : les rectifieuses CNC peuvent être utilisées pour rectifier la surface de la pièce au micron près, éliminer les bavures excédentaires et obtenir un meilleur état de surface ainsi que des tolérances plus strictes ; on peut également recourir à des procédés de découpe au fil, tels que la découpe au fil rapide et la découpe au fil lente. La découpe au fil rapide convient à la découpe interne de pièces dont les exigences de précision sont moins strictes et à l'élimination de l'excès de matériau de base en acier au carbone utilisé pour le serrage lors de l'usinage. Si les exigences de tolérance sont élevées et que la structure de la cavité est complexe, on peut recourir à la découpe au fil lente avec un niveau de processus plus élevé, mais le coût et le temps de traitement seront plus importants.

Traitement de surface : comprend les procédés courants tels que l'anodisation, la passivation, l'oxydation noire, le chromage, le nickelage, la peinture, etc., afin d'améliorer encore la qualité de la surface.
Contrôle de la dureté, des dimensions et de la qualité de surface : des duromètres professionnels, des micromètres, des pieds à coulisse et des projecteurs sont utilisés pour contrôler et consigner les données relatives aux pièces finies. Les données d'usinage de chaque pièce sont traçables. Pour les zones difficiles à mesurer, CMM on utilise cette mesure.
Livraison des produits finis : une équipe dédiée inspecte chaque pièce, l'emballe dans de la mousse, y appose une étiquette numérotée et consigne la qualité et la quantité des pièces.
Si une pièce doit répondre à des exigences strictes en matière de précision dimensionnelle, de rugosité de surface et de profondeur de la couche de cémentation, la méthode de traitement thermique et la marge d'usinage correspondante doivent être clairement définies dès la phase de conception.
FAQ sur le durcissement de surface
Une dureté plus élevée est-elle toujours préférable pour le durcissement de surface ?
Non. Une dureté trop élevée peut accroître la fragilité de la surface et même provoquer des fissures.
La dureté appropriée doit être déterminée en fonction du matériau, de la charge, du mode d'usure et de l'environnement d'utilisation.
Le durcissement de surface aura-t-il une incidence sur les dimensions des pièces ?
Cela aura un certain impact.
Le durcissement à la flamme, le durcissement par induction et la cémentation peuvent entraîner des déformations, car ces procédés impliquent un chauffage et un refroidissement. La nitruration et le durcissement au laser provoquent généralement moins de déformations et conviennent mieux aux pièces de précision.
L'acier à faible teneur en carbone peut-il être trempé directement en surface ?
L'effet est généralement limité.
L'acier à faible teneur en carbone contenant peu de carbone, il est difficile d'obtenir une dureté élevée par trempe directe. Il doit généralement être cémenté au préalable, puis trempé.
Quelle est la différence entre le durcissement par induction et la cémentation ?
Le durcissement par induction modifie principalement la structure de la couche superficielle grâce à un chauffage et un refroidissement rapides ; il convient aux aciers à teneur moyenne en carbone ou aux aciers présentant une teneur en carbone suffisante.
La cémentation permet d'abord d'augmenter la teneur en carbone de la surface de l'acier à faible teneur en carbone, puis d'obtenir une dureté élevée grâce à la trempe.
Pourquoi la nitruration provoque-t-elle de légères déformations ?
La température de nitruration est relativement basse et ne nécessite généralement pas de refroidissement rapide par pulvérisation d'eau ; les contraintes thermiques sont donc faibles et la stabilité dimensionnelle est meilleure.
Peut-on durcir la surface du plastique ?
Les méthodes courantes de durcissement des surfaces en plastique sont les suivantes :
1. Revêtement dur de surface
Un revêtement à haute dureté est appliqué sur la surface en plastique, puis durci par la chaleur, les rayons UV ou un faisceau d'électrons afin de former un film protecteur. Cette méthode est couramment utilisée pour des plastiques tels que PC, PMMA, PET, ABS et PC/ABS, notamment dans les boîtiers de téléphones portables, les lentilles optiques, les écrans, les feuilles de plastique et les films de protection. Il permet d'améliorer considérablement la dureté de surface, la résistance aux rayures et la résistance à l'usure, la dureté atteignant généralement 3 h – 8 h.
2. Revêtement de surface par PVD
Le dépôt physique en phase vapeur est utilisé sous vide pour déposer un film mince métallique ou inorganique sur la surface d'un plastique. Ce procédé convient à des plastiques tels que ABS, PC/ABS, PC, PBT, PPS et PEEK, notamment pour les boîtiers électroniques, les pièces décoratives, les composants d'intérieur automobile et les produits en plastique nécessitant un aspect métallique et une meilleure durabilité. Il améliore la dureté de surface et la résistance à l'usure tout en conférant un éclat métallique, une réflectivité ou une conductivité.
3. Modification chimique ou physique de la surface
Le traitement au laser, le traitement au plasma ou le traitement chimique sont utilisés pour modifier la structure moléculaire de la surface du plastique, provoquant ainsi une réticulation, une cristallisation ou une activation de surface. Cette méthode peut être appliquée aux plastiques techniques tels que PA, POM, PBT, PPS, PEEK, PP et PE. Il est principalement utilisé pour les composants optiques haut de gamme, les pièces mécaniques de précision, les engrenages, les bagues et d'autres applications exigeant des performances élevées. Pour les plastiques à faible énergie de surface tels que PP et PE, un prétraitement, tel qu'un traitement au plasma, par effet corona ou à la flamme, est généralement nécessaire pour améliorer l'adhérence avant le durcissement de surface.
Résumé
Le durcissement superficiel des pièces métalliques ne vise pas à rendre l'ensemble de la pièce dure, mais à obtenir des performances globales alliant “ une surface résistante à l'usure et une bonne ténacité interne ”.”
La trempe à la flamme est peu coûteuse mais plus difficile à maîtriser ; la trempe par induction est efficace et adaptée à la production en série ; la trempe au laser est très précise et convient au renforcement localisé ; la cémentation est adaptée aux pièces robustes en acier à faible teneur en carbone ; la nitruration est adaptée aux pièces de haute précision et à longue durée de vie.
Pour les engrenages, les arbres, les rails de guidage, les moules et Pièces usinées avec précision par commande numérique, le choix judicieux d'un procédé de durcissement de surface peut améliorer considérablement la résistance à l'usure, la résistance à la fatigue et la durée de vie globale des pièces. Si vous souhaitez obtenir plus d'informations ou mieux comprendre devis transparents Pour l'usinage de pièces sur mesure et les traitements de surface, vous pouvez contacter Weldo Machining service client.
Une pièce métallique de très bonne qualité n'est pas dure partout ; elle est dure là où elle doit l'être et résistante là où elle doit l'être.









{kind=link}