









Comprendre la véritable Coût de l'usinage CNC du bloc moteur est essentiel pour les constructeurs automobiles, les équipes de course, les préparateurs de moteurs et les fabricants qui s'appuient sur des blocs conçus avec précision pour obtenir des performances élevées en termes de puissance et de fiabilité. Qu'il s'agisse de blocs de course en aluminium ou de moteurs lourds en fonte, les coûts d'usinage varient en fonction de la dureté du matériau, de la complexité de la conception, de la taille de l'alésage, des surfaces rodées et des exigences en matière de performances. Ce guide présente les matériaux, l'impact sur les performances, les processus d'usinage et les facteurs de coût réels qui influencent à la fois les performances et les coûts. prototype et l'usinage de blocs moteurs en série.
Quels sont les facteurs qui influencent le coût de l'usinage des blocs moteurs à commande numérique ?
Un bloc moteur bien usiné nécessite un travail de précision du métal, de multiples opérations CNC et des contrôles stricts. tolérance contrôle. Pour cette raison, le Coût de l'usinage CNC du bloc moteur dépend de plusieurs facteurs techniques clés.
1. Type de matériau et dureté
La dureté du matériau est l'un des principaux indicateurs de la durée de l'usinage et du résultat final. usinage CNC du bloc moteur prix.
Blocs moteurs en aluminium (6061, 7075, A356-T6)
Les avantages d'un bloc-moteur en aluminium sont les suivants : légèreté, bonne dissipation thermique et excellente usinabilité. Elle permet de réduire le poids du moteur et du véhicule, d'améliorer la consommation de carburant et la maniabilité, et favorise également un meilleur refroidissement du moteur ainsi que la fabrication de structures complexes.
Ses inconvénients sont les suivants : une résistance mécanique, une résistance à la chaleur, une résistance à l'usure et une résistance à la corrosion relativement inférieures. Dans des conditions de forte sollicitation, il est plus sujet à la déformation ou à l'usure et nécessite généralement des chemises de cylindre ou des structures renforcées, ce qui augmente le coût et la complexité de fabrication. Il est donc plus adapté aux véhicules de tourisme classiques.
- Léger
- Plus facile à usiner
- Conductivité thermique élevée
Impact sur les coûts :
Réduction des coûts d'usinage grâce à des passages d'outils plus faciles et à une réduction du temps de cycle.
Blocs moteurs en fonte
Les avantages d'un bloc-moteur en fonte sont les suivants : haute résistance, bonne résistance à la pression, résistance à l'usure, résistance à la corrosion et durabilité. Il résiste à des températures élevées, à une pression élevée et à des conditions de fonctionnement sous forte charge, ce qui le rend adapté aux moteurs à haute puissance, à couple élevé ou turbocompressés. De plus, les blocs en fonte offrent une structure stable, un fort potentiel de modification, des techniques de réparation éprouvées et des coûts d'entretien relativement faibles.
Ses inconvénients sont les suivants : poids élevé, dissipation thermique moins efficace et usinage plus difficile. Le surcroît de poids peut avoir une incidence sur la consommation de carburant et la maniabilité, tandis que la conduction thermique plus lente peut nécessiter un système de refroidissement plus performant. Les blocs en fonte chauffent également plus lentement, ce qui peut entraîner une usure accrue lors des démarrages à froid, et leurs coûts de production et d'usinage peuvent être plus élevés.
- Grande rigidité
- Excellente résistance à l'usure
- Solide sous une puissance et un couple élevés
Impact sur les coûts :
Coût moyen à élevé en raison des vitesses de coupe lentes et de l'usure plus importante des outils.
Fer graphite compacté (CGI)
Les avantages d'un bloc-moteur en fonte ductile sont les suivants : haute résistance mécanique, bonne ténacité, résistance à la fatigue, résistance à l'usure et résistance à la corrosion. Il résiste à des charges mécaniques élevées, aux chocs et à des pressions de combustion élevées, ce qui le rend adapté aux moteurs hautement renforcés. Par ailleurs, son coût de matière est relativement faible, le procédé de moulage est bien maîtrisé et il se prête à la production en série tout en offrant un bon rapport qualité-prix.
Ses inconvénients sont les suivants : poids élevé, amortissement des vibrations moins efficace et plus grande difficulté de moulage et d'usinage. Sa densité élevée n'est pas propice à l'allègement des moteurs et peut avoir une incidence sur la consommation de carburant et la maniabilité. De plus, la fonte ductile nécessite un contrôle rigoureux du processus de moulage, et l'usure des outils est plus rapide lors de l'usinage, ce qui peut augmenter les coûts de fabrication et de transformation.
- 75% plus solide que la fonte
- Excellente résistance à la fatigue
Impact sur les coûts :
Coût d'usinage élevé : le CGI nécessite un outillage spécial et des avances plus lentes.
Blocs en acier Billet
Les avantages d'un bloc-moteur en billette d'acier ou en fonte sont les suivants : haute résistance, bonne rigidité, résistance à la chaleur, résistance à la déformation, résistance à l'usure et résistance à la corrosion. Il résiste aux températures élevées, à la haute pression et aux charges importantes, ce qui le rend idéal pour les moteurs diesel et les moteurs turbocompressés haute performance. Il offre également un bon amortissement des vibrations, un faible coût des matériaux et des procédés de production en série bien rodés.
Ses inconvénients sont les suivants : poids élevé, faible conductivité thermique, et usinage et réparation difficiles. Sa haute densité a une incidence sur la légèreté de la conception, la consommation de carburant et la maniabilité, tandis que la dissipation thermique plus lente peut entraîner une accumulation de chaleur en cas de charges importantes. Sa grande dureté entraîne également une usure plus rapide des outils et impose des exigences plus strictes en matière de contrôle qualité.
- Rigidité maximale
- Utilisé dans les courses extrêmes
Impact sur les coûts :
Coût d'usinage le plus élevé car l'acier nécessite des outils de précision, des cycles d'usinage longs et une finition coûteuse.

Comment les exigences en matière de performances influent sur le coût de l'usinage du bloc moteur à commande numérique
Les blocs moteurs conçus pour une puissance et un couple élevés nécessitent une précision d'usinage et des étapes de renforcement supplémentaires.
1. Puissance Limites (HP)
Une puissance plus élevée exige une plus grande précision structurelle :
| Gamme HP | Niveau d'usinage requis |
|---|---|
| 300-600 HP | Usinage standard |
| 600-1 200 CV | Surfaçage de haute précision + passages d'huile améliorés |
| 1 200-2 000 CV | Bloc renforcé + usinage à tolérances serrées |
| 2 000-3 000+ CV | Bloc en laiton + usinage CNC pour la course |
Plus de boost + plus de chaleur = plus élevé Coût de l'usinage CNC du bloc moteur.
2. Résistance au couple
Le couple exerce une pression extrême sur :
- Casquettes principales
- Parois des cylindres
- Tunnel du vilebrequin
- Surface du pont
Moteurs dépassant 800-1 500 Nm exigent :
- Rodage de la ligne
- Renforcement du pont
- Des matériaux plus résistants
Ces étapes d'usinage supplémentaires ont une incidence directe sur la Prix de l'usinage CNC du bloc moteur.
3. Stabilité à haut régime
Les moteurs de course à haut régime nécessitent :
- Tunnels à manivelle en ligne droite
- Des alésages de cylindre parfaitement adaptés
- Alignement équilibré du palier principal
Une précision supérieure exige des vitesses d'avance lentes et un temps d'inspection plus long, ce qui augmente les coûts.

Procédés d'usinage influençant le coût d'usinage du bloc moteur
L'usinage du bloc moteur comprend plusieurs opérations CNC, chacune contribuant au résultat final. Coût de l'usinage CNC du bloc moteur.
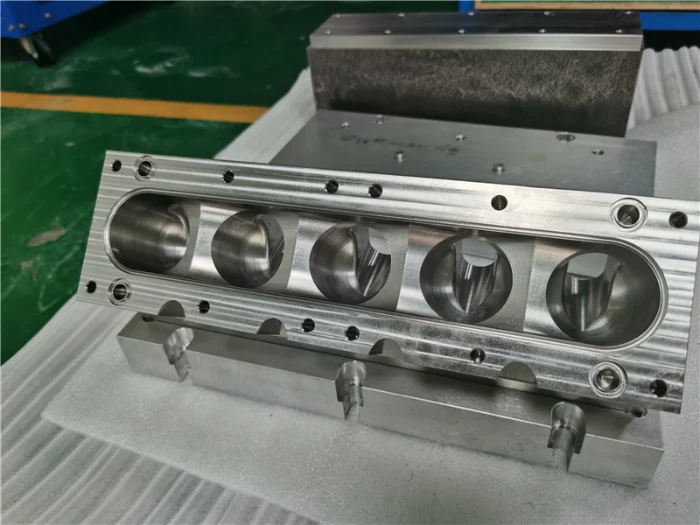
Alésage CNC
L'alésage du moteur consiste à retirer l'excès de matière de la paroi intérieure du cylindre afin de réparer l'usure, les ovalisations, les rayures et autres dommages, ce qui permet de rétablir les dimensions, la circularité, la cylindricité, le jeu entre le piston et le cylindre ainsi que l'étanchéité du cylindre.
Ses principales fonctions sont les suivantes : restaurer le diamètre et la forme du cylindre, améliorer l'état de surface des parois du cylindre, réparer les dommages subis par le cylindre et permettre l'utilisation de pistons plus grands afin d'augmenter la cylindrée et la puissance du moteur. Il contribue également à réduire les frottements des pistons, à améliorer la formation du film d'huile, à diminuer le risque de combustion d'huile et à optimiser les performances, la fiabilité et la durée de vie du moteur.
Cylindre Honage
Le honage des cylindres de moteur est un procédé de finition de précision qui consiste à meuler la paroi interne du cylindre à faible vitesse et avec une grande précision. Grâce à la rotation et au mouvement de va-et-vient de la tête de honage, ce procédé enlève de fines couches de matière en surface et crée une texture spécifique.
Ses principales fonctions sont les suivantes : améliorer la précision des dimensions et de la forme des cylindres, réduire la rugosité de surface, créer un motif en chevrons favorisant la rétention d'huile et optimiser les performances d'étanchéité. Cela permet de réduire les frottements entre le piston et la paroi du cylindre, d'améliorer la formation du film d'huile, de limiter l'usure et les fuites de gaz, et d'améliorer le rendement, la fiabilité et la durée de vie du moteur.
Revêtement de terrasse
La finition des surfaces du bloc-moteur désigne l'usinage et la finition de surfaces telles que la face supérieure, la face inférieure et les faces frontales avant et arrière, afin qu'elles répondent aux normes requises en matière de précision dimensionnelle, de planéité, de parallélisme et de rugosité de surface.
Ses principales fonctions sont les suivantes : garantir l'étanchéité et la précision de l'assemblage entre le bloc-moteur, la culasse et les autres composants, prévenir les fuites de gaz, d'huile ou de liquide de refroidissement, réduire les frottements et l'usure, améliorer la dissipation thermique et garantir que le bloc répond aux exigences en matière de contrôle qualité et de fiabilité.
Honage des lignes / Alésage des lignes
Le rodage et l'alésage sont deux procédés importants d'usinage des alésages dans la fabrication des moteurs, couramment utilisés pour des zones clés telles que les alésages de cylindres. L'alésage consiste à utiliser un outil d'alésage pour usiner un alésage préformé, principalement afin d'agrandir le diamètre de l'alésage et de corriger les erreurs de position ou de forme. Le honage est un processus de finition généralement effectué après l'alésage, utilisant une tête de honage et des pierres abrasives pour retirer une très petite quantité de matière de la paroi du trou, améliorer la qualité de la surface et créer un motif en hachures croisées pour une meilleure lubrification.
Leurs fonctions diffèrent : L'alésage sert principalement à éliminer les surépaisseurs d'usinage, à améliorer la précision dimensionnelle, à corriger la position et la forme des alésages, et à préparer la surface en vue d'une finition ultérieure ; le honage sert principalement à réduire la rugosité de surface, à améliorer la circularité et la cylindricité, à favoriser la rétention d'huile et la lubrification, ainsi qu'à réduire le frottement, l'usure, les fuites d'huile et la combustion d'huile. Dans la fabrication des moteurs, l'alésage est généralement suivi d'un honage afin de garantir que l'alésage du cylindre présente les dimensions, la forme et la qualité de surface requises pour assurer les performances du moteur, la maîtrise de la consommation de carburant et le contrôle des émissions.
Usinage des passages d'huile
L'usinage des passages d'huile moteur consiste à utiliser usinage mécanique pour créer des canaux d'huile, tels que les canaux principaux, les canaux secondaires et les canaux inclinés, dans les blocs-moteurs, les culasses, les vilebrequins et d'autres composants. La forme, la taille et l'emplacement de ces canaux doivent répondre à des exigences techniques afin de garantir une distribution précise et régulière de l'huile moteur vers chaque zone de lubrification.
Ses principales fonctions sont les suivantes : lubrification, refroidissement, nettoyage et stabilisation de la pression. Les circuits d'huile acheminent l'huile vers les zones de frottement telles que les pistons, les vilebrequins, les arbres à cames et les roulements afin de former un film d'huile et de réduire l'usure. Ils contribuent également à évacuer la chaleur et les particules métalliques, tout en agissant de concert avec la pompe à huile et le filtre pour maintenir une pression et un débit d'huile stables, ce qui améliore la fiabilité et la durée de vie du moteur.

Traitements de surface courants pour l'usinage des blocs moteurs
Une finition correcte prolonge la durée de vie du moteur et permet d'atteindre des niveaux de puissance élevés. Ces processus contribuent également à la qualité finale du moteur. Coût de l'usinage CNC du bloc moteur.
Revêtement barrière thermique
Le revêtement isolant thermique du bloc-moteur est un revêtement céramique protecteur appliqué à la surface du bloc-moteur. Il est généralement composé de matériaux à faible conductivité thermique, tels que l'YSZ, et est conçu pour réduire le transfert de chaleur des gaz de combustion à haute température vers le substrat métallique.
Sa fonction principale est de faire baisser la température du bloc moteur, de réduire les contraintes thermiques, de prévenir les déformations et les fissures, et d'améliorer le rendement, la durabilité et la fiabilité à long terme du moteur dans des conditions de fonctionnement à haute température.
Revêtement anticorrosion
Les revêtements anticorrosion pour blocs-moteurs sont des revêtements de protection destinés à améliorer résistance à la corrosion, résistance à l'usure, réduction du frottement et durabilité. Parmi les types courants, on trouve les revêtements WC, DLC, CrN, au chrome dur, les revêtements composites à base d'époxy et les revêtements en parylène.
Leur fonction principale est de protéger le bloc-moteur contre les agents corrosifs tels que les acides, les alcalis, le liquide de refroidissement et les produits de combustion, tout en réduisant l'usure de surface et les frottements. Cela permet de prolonger la durée de vie du moteur et d'améliorer sa fiabilité dans des conditions d'utilisation difficiles.
Revêtement anti-huile
Les revêtements à base d'huile pour blocs-moteurs sont des revêtements de surface fonctionnels conçus pour offrir lubrification, résistance à l'usure, réduction du frottement et dissipation thermique. Parmi les types courants, on trouve les revêtements à base de nickel et de carbure de silicium, les revêtements à base de fer et les revêtements composites à matrice métallique, qui sont souvent utilisés sur les blocs-moteurs en aluminium pour remplacer les chemises traditionnelles en fonte.
Leur fonction principale est de réduire le frottement direct entre les segments de piston et la paroi du cylindre. La grande dureté et la surface microporeuse du revêtement permettent de retenir l'huile moteur, de former un film d'huile stable, de réduire l'usure, d'améliorer le rendement du moteur et de contribuer à diminuer la consommation de carburant et les émissions.
Revêtement de la paroi du cylindre (Nikasil / placage de fer)
Le revêtement des parois des cylindres d'un moteur est un traitement de surface appliqué à la paroi interne du bloc-moteur, principalement utilisé pour améliorer résistance à l'usure, réduction du frottement, étanchéité et gestion thermique. Parmi les matériaux couramment utilisés, on trouve les revêtements métalliques à base de fer ou de nickel, les revêtements céramiques tels que l'alumine et la zircone, ainsi que les revêtements composites métal-céramique, généralement appliqués par projection au plasma, projection à l'arc ou revêtement par laser.
Ses principales fonctions consistent à réduire les frottements et l'usure entre le piston et la paroi du cylindre, à diminuer les pertes d'énergie, à améliorer le rendement et la durée de vie du moteur, à renforcer l'étanchéité des segments de piston, à réduire les fuites de gaz et les émissions d'échappement, ainsi qu'à contribuer à une répartition plus homogène de la chaleur afin de limiter les risques de surchauffe localisée et de cliquetis.
Impact sur les coûts
Moyenne à élevée en fonction de l'épaisseur et de la méthode de traitement.
Estimation du coût de l'usinage CNC du bloc moteur
Réel Prix de l'usinage CNC du bloc moteur varie selon les spécifications, mais les estimations générales sont les suivantes
| Type de moteur | Coût d'usinage typique |
|---|---|
| Bloc d'aluminium à 4 cylindres | $300-$800 |
| Bloc d'aluminium à 6 cylindres | $500-$1,100 |
| Bloc de fonte V8 | $700-$1,500 |
| Bloc de course en laiton | $2,000–$6,000+ |
L'usinage de précision, les demandes de puissance élevée ou les matériaux exotiques peuvent augmenter le coût de manière significative.
Comment réduire les coûts d'usinage du bloc moteur à commande numérique
Choisir un matériau adapté aux besoins de performance
Évitez de sur-spécifier l'acier brut lorsque l'aluminium suffit.
Optimiser les exigences en matière d'alésage et d'alésage
Les tolérances standard réduisent le temps d'usinage.
Simplifier la conception des passages d'huile
Les canaux de lubrification complexes augmentent les coûts.
Utiliser des revêtements standard le cas échéant
Les revêtements de performance augmentent le coût mais peuvent être inutiles dans les constructions de puissance modérée.
Augmenter la quantité commandée
L'usinage par lots réduit les coûts d'installation par bloc.

Demande de coût d'usinage de bloc moteur CNC - Contact Weldo Machining
Pour un usinage précis, durable et performant du bloc moteur, le choix d'un partenaire professionnel est essentiel. En tant que fournisseur expérimenté de Coût de l'usinage CNC du bloc moteur Weldo Machining prend en charge l'aluminium, la fonte, le CGI et les matériaux bruts grâce à des capacités d'alésage, de rodage, de décolletage et de finition à haute tolérance. Que vous ayez besoin d'un prototype ou d'un bloc moteur de course à haute puissance, notre équipe vous garantit une précision constante et des prix compétitifs.
Contact Contactez-nous dès aujourd'hui pour obtenir des devis précis, des conseils en matière de performances et des solutions sur mesure pour l'usinage des blocs-moteurs à commande numérique.
FAQ sur le coût de l'usinage du bloc moteur à commande numérique
Qu'est-ce qui influe le plus sur le coût de l'usinage CNC du bloc moteur ?
La dureté du matériau, la taille de l'alésage, les tolérances, les revêtements et les exigences de performance contribuent le plus au coût final.
Comment l'usinage affecte-t-il la puissance du moteur ?
L'alésage de précision, le rodage et le surfaçage du pont améliorent l'étanchéité des bagues, augmentent la tolérance et la stabilité du couple.
Quels sont les traitements de surface qui améliorent la durée de vie du bloc moteur ?
Le honage, les revêtements thermiques, les revêtements anti-huile et les procédés anticorrosion améliorent la durabilité et la tenue en puissance.







