









CNCフライス加工サービス。
ウェルドでは、金属、プラスチック、複合材、セラミックなど幅広い素材に対応し、お客様の図面に基づいた試作品からバッチ生産までカスタムパーツをお届けします。
- カスタムデザインのCNC機械加工部品
- サンプル/バルク生産歓迎
- 最大±0.002''の公差
- 95%納期厳守
カスタムパーツのオンラインCNCフライス加工
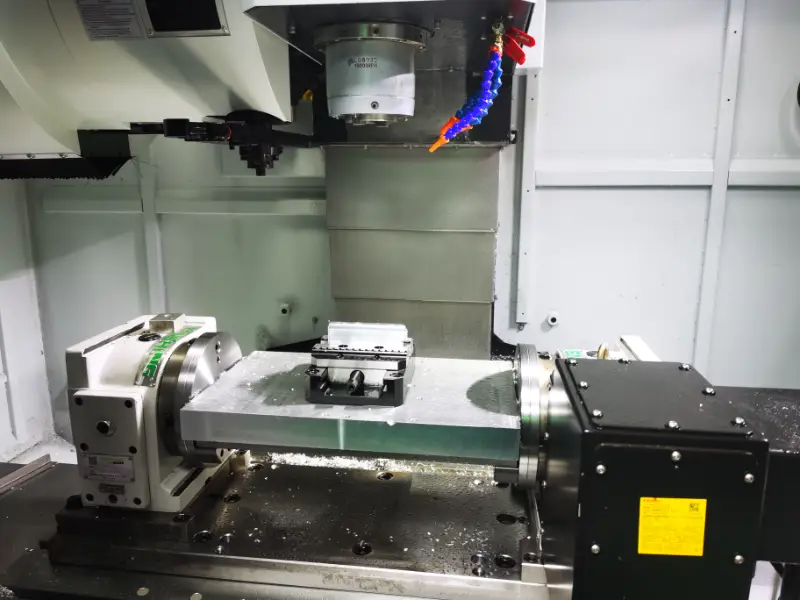
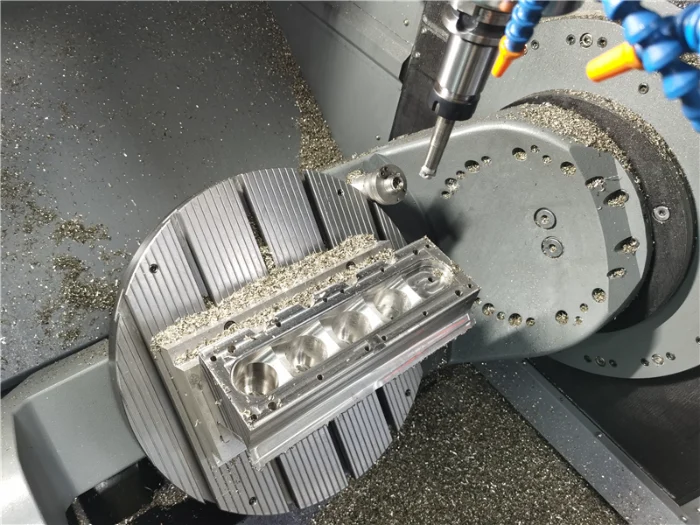
私たちはプロフェッショナルな3軸、4軸、5軸CNCマシンを持っています。WeldoのプロフェッショナルなCNCフライス加工サービスは、高精度で高品質なデザインを短時間で仕上げるお手伝いをいたします。

")
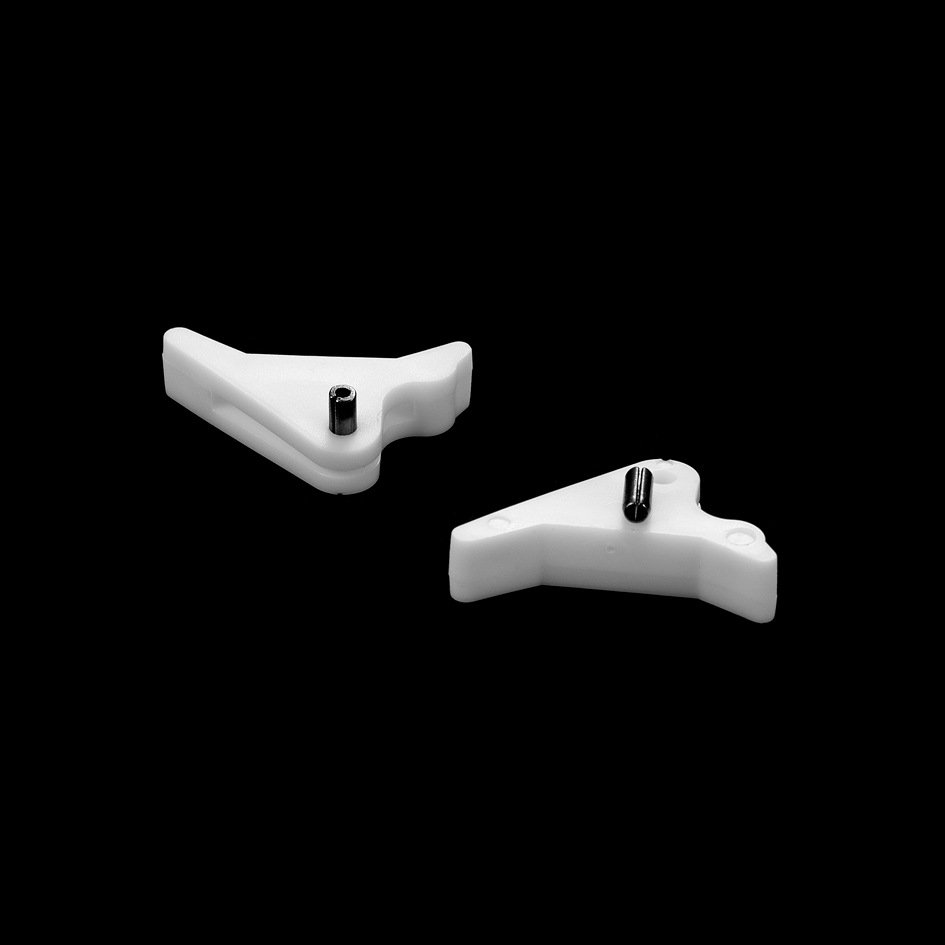
プロトタイプ
柔軟かつ迅速にプロトタイプを作成し、製品の組み立て、テスト、開発を加速。

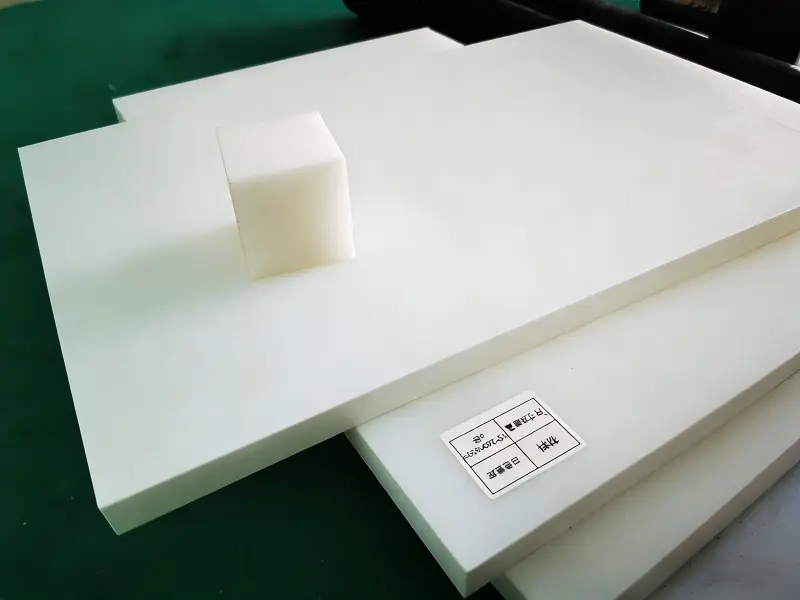
小ロット生産
小ロットから大量生産まで、一貫した材料品質と高精度を保証します。

CNCフライス加工(ミル)の利点:
高精度:様々な加工形状に容易に対応し、ミクロンレベルの精度を実現。
高効率:0.5cmから3000cmまでの部品を加工でき、大量生産の効率を高め、オペレーターのミスを最小限に抑えます。
幅広い材料適合性:多様な金属、エンジニアリングプラスチック、複合材料を容易に加工でき、幅広いアプリケーションの可能性を提供します。
WELDO CNCフライス加工ソリューション
CNCフライス加工 一般的な材料
アルミニウム、ステンレス鋼、ABS、POM、PCなど、幅広い金属とプラスチックに対応しています。
メタルCNC 素材タイプ:
")

銅
導電性、引張延性、抗菌性を持ち、主に工芸品、装飾品、医療機器などに加工される。
カラー オレンジ、イエロー
種類 : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
表面仕上げ: 不動態化処理、電気メッキ、化学メッキ、ショットピーニング、サンドブラスト、化学皮膜処理、研磨、光沢洗浄。
納期 :1-5日

ブロンズ
青銅は耐食性に優れた銅合金で、流動性に優れ、成分によって色が異なる。ベアリング、ギア、船舶部品などの部品に使用される。
カラー ゴールド/ブラウン
種類 :錫青銅、アルミニウム青銅、ベリリウム青銅、シリコン青銅、マンガン青銅。
表面仕上げ :サンドブラスト、研磨、ローレット、研削、不動態化、化学皮膜コーティング、含浸着色、刷毛/スプレー着色、電気メッキ、陽極酸化、粉体塗装、刷毛塗り。
納期 :1-5日

スチール
Cr、Ni、Mnを含む鉄基合金で、熱処理により特性を調整できる。ボルト、シャフト、ギア、切削工具、エンジン部品などに使用される。
カラー :シルバー .
種類 :Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
表面仕上げ:サンドブラスト、鏡面仕上げ、PVDコーティング、ブラッシュ仕上げ、スプレーコーティング、電気メッキ。
納期 :1-5日

マグネシウム
軽量で硬度が低く、熱伝導性に優れ、工具の摩耗が少ない。強度はアルミニウム合金や鋼を上回り、減衰能力はアルミニウムの1.5倍で、振動や騒音を効果的に吸収する。航空宇宙や自動車部品に適している。
カラー :シルバー
種類 :Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
表面仕上げ: 化成皮膜処理、陽極酸化処理、ニッケルメッキ、電気メッキ、複合皮膜処理、スプレー塗装、粉体塗装、電気泳動塗装。
納期 :1-5日
プラスチックCNC 素材タイプ:

ABS
剛性、靭性、加工のしやすさを兼ね備え、電子機器のハウジング、自動車のエアダクト、トリム部品など、中程度の荷重がかかる精密部品に最適です。
カラー :ベージュ、ブラック
種類 :汎用、難燃、耐熱、耐衝撃、透明(MBS)、充填変性、合金化、機能化ABS。
表面仕上げ:スプレーコーティング、電気メッキ、スクリーン印刷、レーザー彫刻、ホットスタンピング、真空コーティング、転写印刷、サンドブラスト。
納期 :1-5日
PVC
PVCは、優れた引張強度と適度な伸びを特徴とする頑丈で緻密な素材です。化学的腐食や老化に強いため、腐食環境には理想的な素材です。
カラー :ホワイト、ベージュ、ブラック
種類 :硬質PVCと軟質PVC。
表面仕上げ: 塗装、メッキ、研磨、サンディング
納期 :1-5日

POM
高強度、低摩擦、寸法安定性に優れ、機械加工に理想的な材料。ギアやベアリングのような磨耗部品において、金属に取って代わる。
カラー 白、黒、青、黄色、等。
種類 :POM-H、POM-C。
表面仕上げ: 研磨、サンドブラスト、化学研磨、レーザー研磨、陽極酸化/塗装。
納期 :1-5日

PTFE
PTFEは超低摩擦性、強力な耐薬品性、優れた絶縁性を持ち、シール、ガスケット、ブッシングに最適。
カラー :ホワイト、ナチュラル、ブラック、フィルド、カスタムカラー。
種類 :バージンPTFEガラス繊維強化PTFE炭素充填PTFE,ブロンズ充填PTFE,変性PTFE
表面仕上げ: 機械加工仕上げ、研磨、テクスチャリング、コーティング、彫刻、帯電防止処理。
納期 :1-5日

PMMA
92%光透過性「プラスチッククリスタル」レンズおよびライトガイド用-ガラスより軽く、加工が容易で、ディスプレイカバーや電話フレームに最適。
カラー クリア、ホワイト、ブラック、カラー
種類 :汎用/耐衝撃/耐熱/真珠光沢。
表面仕上げ: 研磨、強化コーティング、サンドブラストによる質感向上、印刷による着色、傷防止・指紋防止加工。
納期 :1-5日
PC
靭性、剛性、絶縁性に優れた高性能熱可塑性プラスチックで、軽量であり、CNC加工電子部品に最適。
カラー 白か黒。
種類 :一般機械加工/難燃性/強化/ブレンドPC.
表面仕上げ: 研磨、焼入れ、溶射、レーザー彫刻、電気メッキ、ホットスタンプ。
納期 :1-5日

PA
PA(ナイロン)は、62~85MPaの引張強さ、低摩擦性、耐熱性を持ち、自動車、電子機器、機械のギアやベアリングに最適です。
カラー :カラー。
種類 :PA6、PA66、PA6T、PA9T。
表面仕上げ:機械研磨、酸/アルカリエッチング、加水分解技術、コーティング。
納期 :1-5日

PE
PE は低融点熱可塑性プラスチックで、粘着を避けるために加工時の温度管理が必要である。低摩擦性、耐薬品性に優れ、摺動部品、容器、玩具などに広く使用されている。
カラー ブラック、ホワイト、カラー
種類 :ldpe、hdpe、umwpe、pex、pex-a、pex-b。
表面仕上げ:研磨、サンドブラスト、コーティング、エッチング。
納期 :1-5日
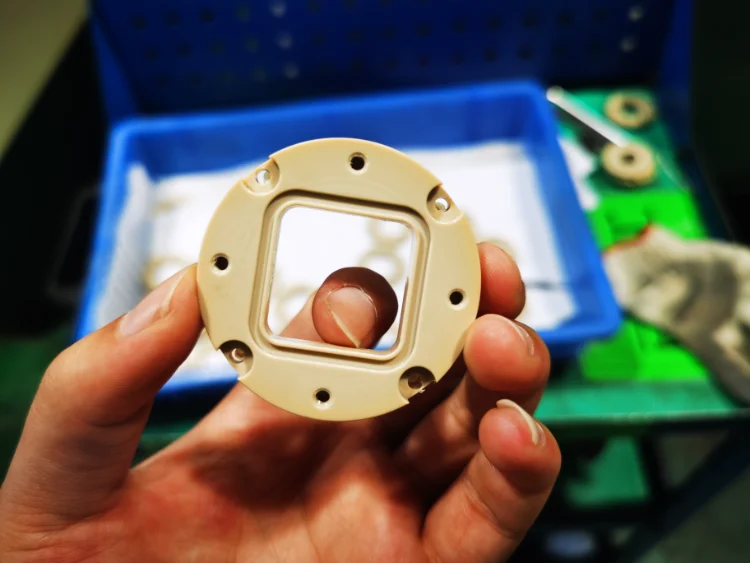
覗き見
覗き見 は、低摩擦で耐薬品性に優れた高強度高温エンジニアリングプラスチックである。航空宇宙部品、高熱部品、医療機器などに広く使用されている。
カラー :ベージュ、ブラック
種類 :CF-PEEK、GF-PEEK、カーボンブラック/セラミック/PTFE/グラファイトフィラー入りPEEK。
表面仕上げ:サンドブラスト、研磨、金属コーティング、ポリマーコーティング。
納期 :1-5日

PP
PPは流動性の良い半結晶性の熱可塑性プラスチックで、CNC加工時には温度管理が必要です。容器、コネクター、構造部品などに広く使用されている。
カラー ブラック、ホワイト、カラー
種類 :pp-h、pp-b、pp-r、hipp.
表面仕上げ:研磨、サンドブラスト、コーティング。
納期 :1-5日

高密度ポリエチレン
HDPEは、強い耐衝撃性と安定性を備えた耐久性のある無毒の熱可塑性プラスチックで、バルブ、ポンプ部品、ギア、ベアリング、コア材などに使用されています。
カラー ブラック、ホワイト
種類 :HI-HDPE、UV-HDPE、UHMWPE、カーボンブラック充填HDPE。
表面仕上げ:研磨、サンドブラスト、コーティング。
納期 :1-5日

ヒップス
HIPSはゴム変性熱可塑性プラスチックで、高い耐衝撃性を持ち、加工が容易で安価である。筐体、包装、自動車内装、軽量構造用途に広く使用されている。
カラー 黒。
種類 :耐衝撃HIPS、臭素化難燃HIPS、ガラス繊維強化HIPS。
表面仕上げ:研磨、サンドブラスト、コーティング。
納期 :1-5日
表面仕上げ CNCフライス加工部品用
過去15年間、私たちは様々な精密機械加工部品のために10以上の表面仕上げを選択し、簡単に概説してきました。

削り出し仕上げ
工作機械で加工された試作品には、工具で加工された痕跡が残っている。

陽極酸化処理
金属の耐食性と耐摩耗性を向上させ、着色や保護コーティングが可能。

ポーランド語
金属、セラミック、プラスチック、PMMAの表面平滑性と外観を向上させます。

サンドブラスト
高圧砥粒を使用し、クリーンでざらつきのないマットな表面仕上げを実現。

ブラッシュ仕上げ
金属表面にテクスチャー模様を付け、美観を向上させる。

パウダーコーティング
静電塗布と熱硬化により緻密な層を形成し、部品の耐食性を向上させる。

電気めっき 終了
金属層を形成し、耐食性と耐摩耗性を向上させる。

ブラック・オキシダイズ
簡単な化学酸化により、金属表面に低コストの反射防止コーティングを形成する。

熱処理
金属の微細構造を改質し、硬度、強度、靭性、耐摩耗性を向上させる。

アロジン
化成処理により耐食性皮膜を形成し、密着性と導電性を向上させる。
CNCフライス加工の公差
ISO2768-m(金属)およびISO2768-c(プラスチック)の高品質部品規格に準拠した厳格な検査と再加工により、CNCフライス加工の精度を保証します。
| 項目 | 3軸加工 | 4軸加工 | 5軸加工 |
|---|---|---|---|
| 最小部品サイズ | 2000 mm × 1000 mm × 1000 mm | 1500 mm × 1000 mm × 800 mm | 1500 mm × 1000 mm × 1000 mm |
| 最大部品サイズ | 5 mm × 5 mm × 5 mm | 5 mm × 5 mm × 5 mm | 5 mm × 5 mm × 5 mm |
| 一般的な許容範囲 | ±0.1 mm | ±0.1 mm | ±0.05 mm |
| リードタイム | 1~3日 | 1~3日 | 1~3日 |
CNCフライス設計ガイドライン
| 項目 | 設計/加工ガイドライン |
|---|---|
| 内径 | 内部加工半径は少なくとも ワークのキャビティ深さの1/3 工具のチャタリング」を避けるためだ。 |
| ネジとネジ穴 | - スレッドの有効な深さは、少なくとも次のとおりでなければならない。 1.5~2倍 精密嵌合や高荷重の用途では、深さは 3~5回 ねじ穴の全深さ(非効果的な深さを含む)は、以下の通りでなければならない。 2~3スレッドピッチ長い 有効深度より |
| 最小肉厚 | - 金属CNC加工: 0.5 - 0.8 mm- プラスチックCNC加工: 1.5 mm- 肉厚が小さいと、摩耗や損傷、加工時間のコストが増加する可能性がある。 |
| サイズテスト | - CNCフライス加工部品:最小幅 0.5 mm と深さ 0.1 mm- ワークピースは、顧客のニーズに応じてCNCルーティングまたはレーザー彫刻することができます。 |
| ホール | - 推奨される穴の深さは 3-4回 例えば 直径1mm 工具の推奨穴深さは 4mm以下 |
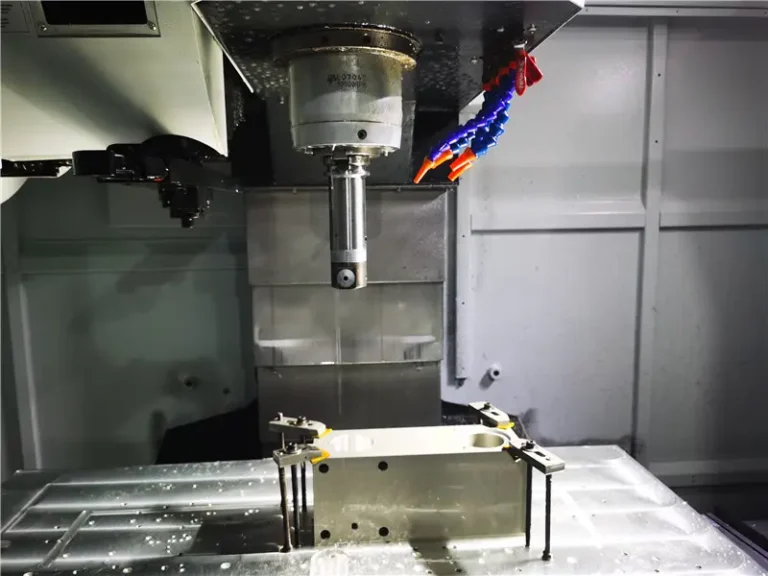



CNCフライス加工工程と作業原理
プログラマーは3D設計をGコード命令に変換し、工具パラメータとモーションパスを制御し、余分な材料を除去する。
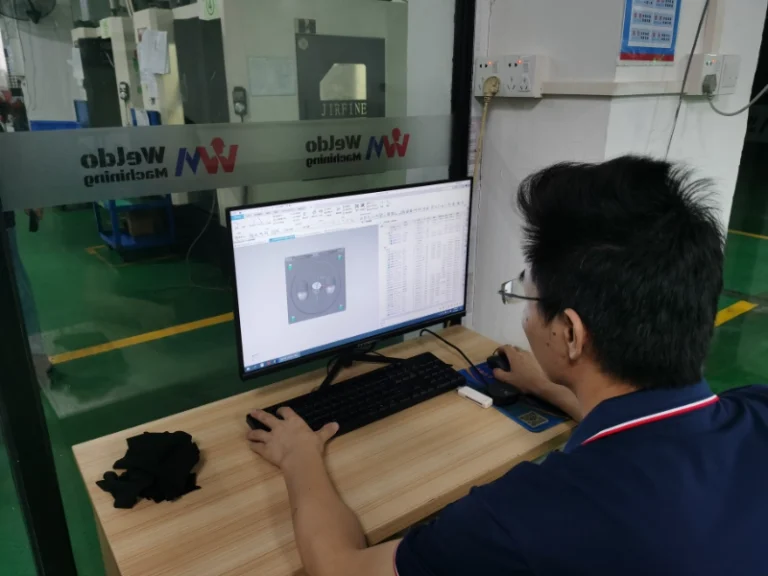
ステップ1:設計とプログラミング
モデルを作成し、ツールパスを生成し、Gコードを検証して正しい加工ができるようにする。
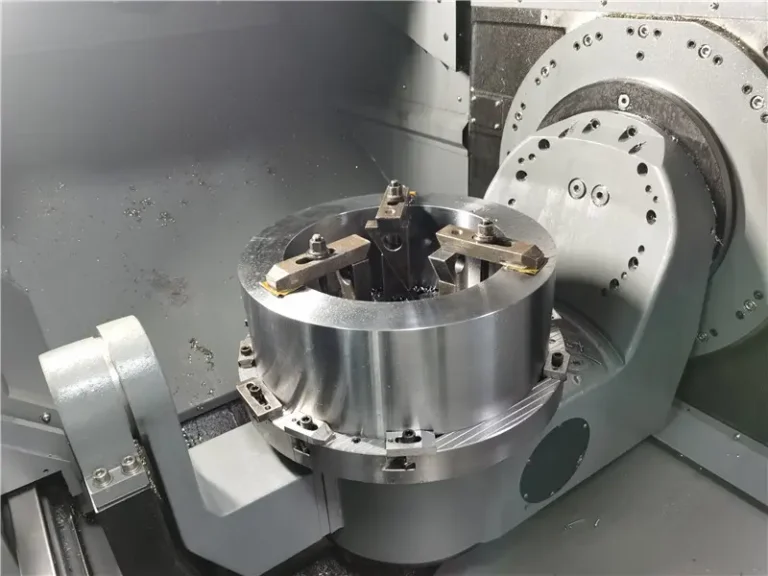
ステップ2:ワークのセットアップ
ワークピースを取り付け、確実にクランプし、工具を準備し、正確な始点を確保するために座標を校正する。
ステップ3:自動加工
CNCシステムは、プログラムされた指示に従って機械、スピンドル、冷却装置を駆動する。
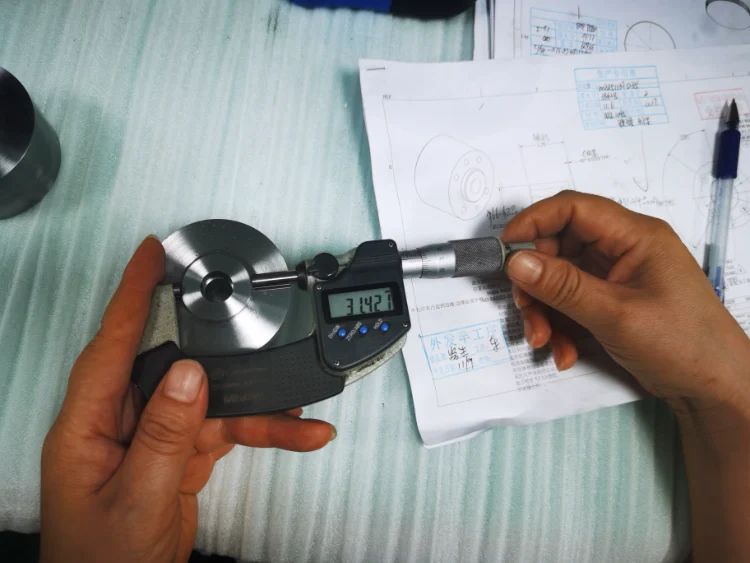
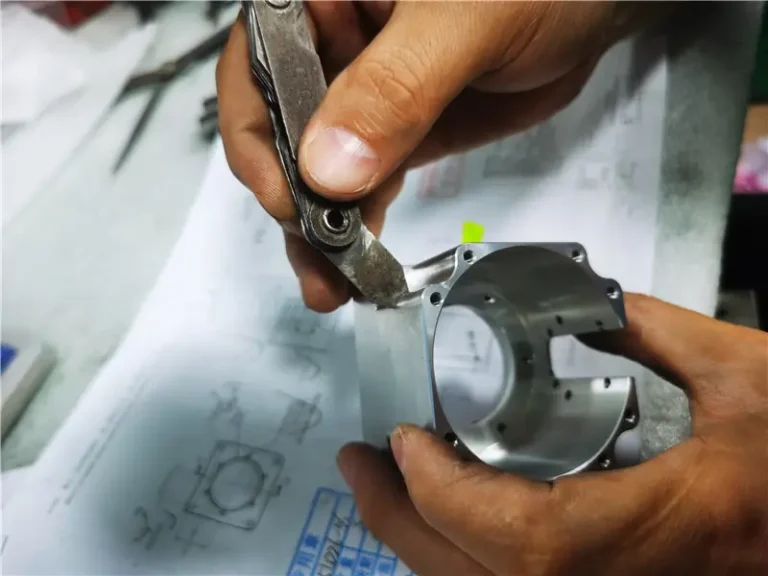
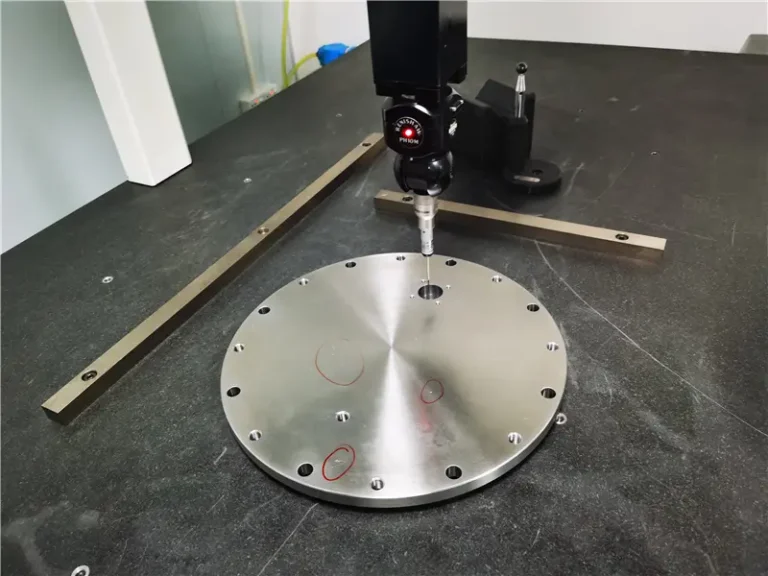
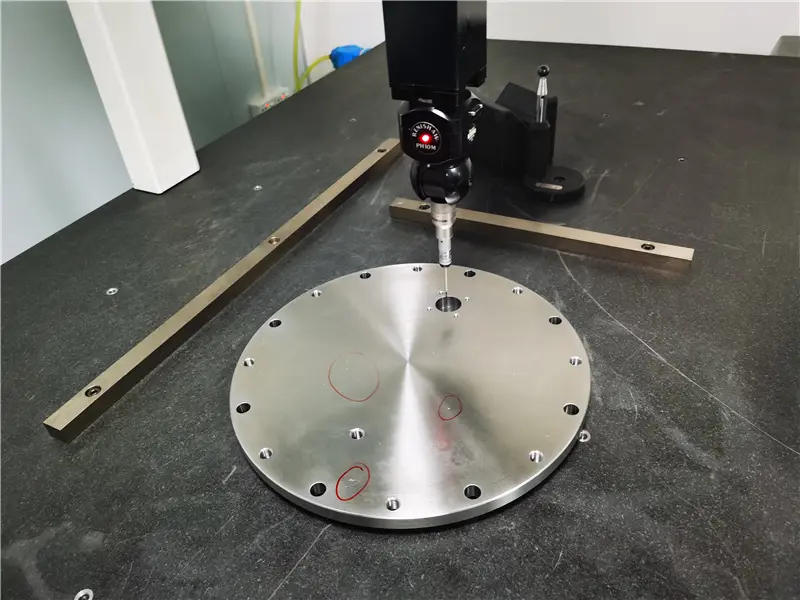
ステップ4:検査と記録
部品の特徴を検査・記録し、不適合品は手直しまたは廃棄する。
CNCフライスの応用
航空宇宙
タービンブレードやエンジン部品のようなチタンやマグネシウムの部品を加工し、高い強度と精度の要求を満たす。
自動車製造:
鋳鉄とアルミニウム合金を使用し、エンジンブロック、トランスミッションハウジング、EVバッテリーフレームを生産。
金型産業:
射出成形用金型とダイを製造し、高い精度と安定したバッチ生産を実現。
エレクトロニクスと3C産業:
電話フレーム、ヒートシンク、マイクロキャビティを0.01mmまでの精度で加工。
医療機器
人工関節、手術器具、医療用ハウジングを厳格な基準で製造。
CNCフライス加工 FAQ
cNcフライス加工で達成可能な最小穴径と肉厚は?
一般的な最小穴径は、金属で約0.5mm、プラスチックで0.3mmである。最小肉厚は金属で0.5mm、プラスチックで1.5mm程度ですが、これらの値は材料の硬度、工具精度、機械剛性に依存します。
CNCフライスと3Dプリントの違いは何ですか?
CNCフライス加工は「減法的製造」(材料除去)を採用しており、金属や硬質プラスチックの高精度部品に最適です。3Dプリンティングは「積層造形」を採用しており、複雑で不規則な構造に適していますが、一般的にフライス加工よりも精度と材料強度が劣ります。
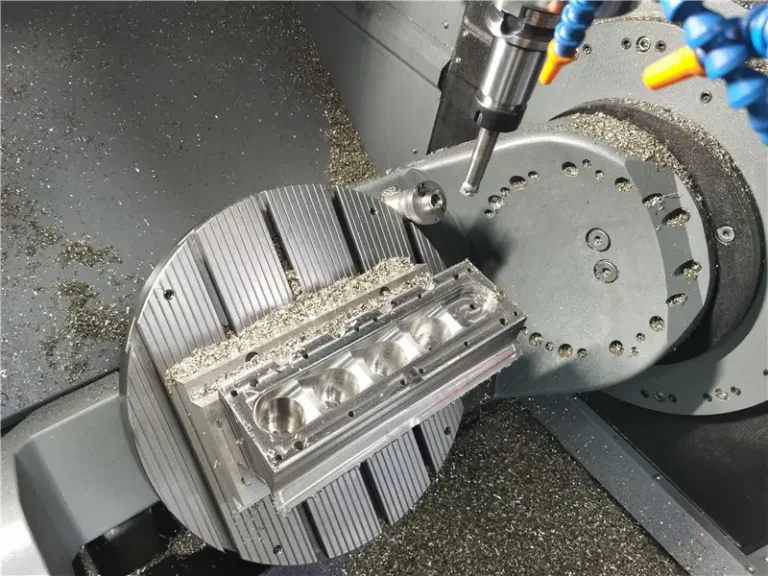
4軸CNCフライス加工と5軸CNCフライス加工の主な利点は何ですか?
3軸(X/Y/Z)に比べ、4軸(+回転軸)はワークの傾斜した側面構造の加工を可能にします。5軸(デュアル回転軸)により、複雑な面(インペラ、金型キャビティなど)の1回での完全加工を実現し、段取り回数と段取り誤差を低減します。
CNCフライス加工の前に必要なファイルは何ですか?
部品の3Dモデル(STL、STEPフォーマットなど)、または寸法公差、材料タイプ、表面粗さの要件を指定した2Dエンジニアリング図面を提供します。CAMソフトウェアは、これらの仕様に基づいて加工コードを生成します。
CNCフライス加工に適さない材料は?
超軟質材料(例:ゴム)、高弾性材料(例:シリコン)、脆性材料(例:特定のセラミック)は、加工に大きな課題をもたらします。このような材料は、しばしば表面粗さや工具の損傷につながり、別の加工法に適しています。