

Бронза
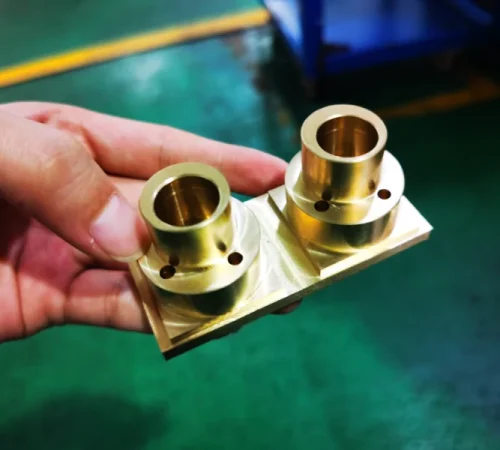
Используя наш опыт обработки бронзы, мы выполняем требования к компонентам в машиностроении, точном приборостроении и аэрокосмической отрасли. Свяжитесь с нами сегодня, чтобы обсудить ваши потребности в бронзе!
Допуски : ±0.002"
Другие виды бронзы, доступные в Weldo : Оловянная бронза, алюминиевая бронза, подшипниковая бронза, свинцово-оловянная бронза.C952,C932,C642,C863)
Варианты процесса:
Физические свойства различных видов бронзы
Бронза позволяет изменять соотношение компонентов для создания сплавов с различными свойствами материала. Ниже приводится список распространенных бронзовых сплавов, их названия и эксплуатационные параметры.
| Материал | Класс (стандартный) | Прочность на разрыв (МПа) | Усталостная прочность (МПа) | Твердость | Плотность (г/см³) | Примечания |
|---|---|---|---|---|---|---|
| Оловянная бронза | CuSn10 (EN CC480K / эквивалент GB) | ≈ 320 | ≈ 110 | ≈ 100 HB | ≈ 8.8 | Литая оловянная бронза |
| Оловянная бронза (фосфористая бронза) | CuSn6 (ASTM B103 / UNS C51900) | 500-765 | ≈ 165-255 | 174-210 HB | ≈ 8.84 | Кованые, зависящие от температуры |
| Алюминий Бронза | CuAl10Fe3 (эквивалент EN CW307G / GB) | 610-760 | ≈ 200-250 | 160-230 HB | 7.5-7.8 | Литые / кованые зависит от |
| Никель Алюминий Бронза | CuAl11Ni6Fe5 (ASTM B150 / UNS C63000) | ≈ 760 | ≈ 255 | ≈ 94 HRB | ≈ 7.58 | Высокопрочная алюминиевая бронза |
| Подшипниковая бронза | CuPb15Sn8 (ISO 4382 / аналогично UNS C93800) | 170-220 | ≈ 69 | 60-65 HB | ≈ 9.25 | Высоколегированная подшипниковая бронза |
| Бронза с оловянным напылением (Gunmetal) | CuSn5Zn5Pb5 (EN CC491K) | 200-270 | ≈ 65-90 | 60-70 HB | 8.8-8.9 | Литая бронза |
| Оловянно-свинцовая бронза (SAE 660) | CuSn10Pb5 (ASTM B505 / UNS C93200) | ≥ 241 | ≈ 110 | ≈ 65 HB | 8.8-8.9 | Стандартный подшипник из бронзы |





Обработка поверхности бронзовых деталей
Бронза обладает превосходной коррозионной стойкостью, но Weldo улучшает ее долговечность и внешний вид с помощью пескоструйной обработки, полировки, покраски, гальванического и химического покрытия.
| ПРОЦЕСС | ОПИСАНИЕ |
|---|---|
| В обработанном виде | После фрезерования, точения, шлифования и других процессов обработки с ЧПУ сохраняется первоначальное состояние поверхности. |
| Полировка | Шлифует поверхность до гладкости и блеска, устраняя царапины и повышая отражательную способность. Ra варьируется в пределах 0,025-0,1 мкм |
| Пескоструйная обработка | Использует высокоскоростные абразивные струи (например, кварцевый песок) для создания однородной шероховатой/матовой текстуры, удаления окислов или улучшения адгезии покрытия. |
| Кувыркание | Вращает детали с абразивными материалами в барабане для удаления заусенцев, скругления кромок и улучшения поверхностей. Идеально подходит для обработки мелких деталей. |
| Электрополировка | Удаляет микровыступы с помощью электролиза для получения блестящей, гладкой поверхности; повышает коррозионную стойкость, используется для прецизионных деталей из нержавеющей стали. |
| Алодин | Химическое конверсионное покрытие для бронзы, образующее оксидный слой для повышения коррозионной стойкости и улучшения адгезии краски. |
| Термическая обработка | Изменение структуры материала путем нагрева/охлаждения для повышения твердости/прочности (например, закалка), без прямого изменения внешнего вида. |
| Черное окисление | Образует черную оксидную пленку на бронзовой заготовке для предотвращения ржавчины, декорирования или уменьшения бликов; тонкая, минимальное воздействие на размер. |
| Безэлектролитный никель | Наносит равномерный слой никеля посредством химической реакции (без электричества), износо/коррозионностойкий, контролируемая толщина. |
| Хромирование | Электролитическое осаждение хрома; декоративный хром (яркий) или твердый хром (износостойкий), используется для деталей автомобилей, сантехники. |
| Порошковое покрытие | Электростатическое нанесение сухого порошка, отверждаемого при высокой температуре для получения прочного, разнообразного по цвету покрытия; износостойкое/коррозионное. |
| Матовая отделка | Натирает поверхность в одном направлении, создавая непрерывные тонкие линии; декоративная и износостойкая, используется для бронзовых приборов. |







Плюсы и минусы бронзовых материалов
Плюсы
1. Хорошая обрабатываемость: Бронза относительно мягкая, с низким сопротивлением резанию. Она вызывает меньший износ инструмента и подходит для деталей сложной формы.
2. Отличная износостойкость: Оловосодержащая бронза обладает умеренной поверхностной твердостью, что делает обработанные детали идеальными для узлов трения, таких как подшипники и шестерни.
3. Сильная коррозионная стойкость: Лучше, чем обычная сталь, выдерживает воздействие воздуха, морской воды и т.д., подходит для использования на открытом воздухе или во влажной среде.
4. Хорошая тепло- и электропроводность: Сохраняет свойства, присущие бронзе, подходит для теплоотводящих и токопроводящих деталей.
5. Высокая стабильность размеров: Минимальная деформация после обработки, обеспечивающая высокую точность прецизионных деталей.
Cons
1. Высокая стоимость материалов: Бронза дороже стали, алюминия и т.д., что приводит к снижению стоимости при массовом производстве.
2. Высокая плотность: Обработанные детали тяжелые, что может увеличить общий вес оборудования - не подходит для легких задач.
3. Ограниченная эффективность обработки: Несмотря на легкость обработки, бронзовые сплавы высокой твердости (например, алюминиевая бронза) могут вызывать налипание инструмента при высокоскоростной обработке.
4. Ограничения по обработке поверхности: Некоторые бронзовые сплавы имеют средний блеск после обработки; для высокой декоративности требуется дополнительная полировка.
Области применения бронзовых деталей
Сектор промышленного оборудования и трансмиссии: Бронза используется для изготовления износостойких компонентов, таких как подшипники и шестерни, для повышения производительности оборудования.
Сектор морской техники и судостроения: Устойчивость бронзы к коррозии делает ее идеальным материалом для морских деталей, таких как силовые установки и аксессуары для приборов.
Аэрокосмический сектор: Высокотемпературная стойкость и электропроводность бронзы очень важны для аэрокосмических деталей, таких как корпуса клапанов и прецизионные втулки.
Сектор электроники 3C: Тепло- и электропроводность бронзы поддерживает такие компоненты, как разъемы, клеммы и радиаторы для электроники.

Часто задаваемые вопросы о материале бронзы
Что за материал - бронза?
Бронза - это сплав, состоящий в основном из меди и олова, в который могут быть добавлены другие элементы. Отличаясь высокой прочностью, отличной литейной способностью и коррозионной стойкостью, она широко используется в таких областях, как машиностроение, судостроение и электротехника.
Является ли бронза магнитной?
Бронза не магнитится. Бронза представляет собой сплав меди и олова; поскольку медь и олово являются неферромагнитными веществами, бронза в целом не обладает магнитными свойствами. Эта характеристика дает бронзе значительные преимущества в тех областях применения, где требуется устойчивость к магнитным воздействиям - например, в электронной промышленности и производстве точных приборов, что делает ее идеальным материалом для изготовления таких компонентов, как антимагнитные детали и пружинные контакты.
Бронза легко царапается?
Бронза обладает относительно низкой твердостью и мягкой поверхностью, что делает ее восприимчивой к царапинам; в частности, бронзовые сплавы с более высоким содержанием олова, как правило, мягче и еще больше подвержены царапинам. Добавление других элементов, таких как алюминий или цинк, может увеличить твердость бронзы, тем самым повышая ее устойчивость к царапинам. Кроме того, нанесение покрытий или гальваническая обработка могут создать на поверхности бронзы защитную пленку, предохраняющую от царапин и истирания.
