









Was ist Oberflächenrauheit?
Die Oberflächenrauheit ist ein wichtiger Indikator zur Messung der mikroskopischen Erhebungen und Vertiefungen auf der Oberfläche eines Bauteils. Dabei geht es nicht einfach darum, ob ein Bauteil “glatt aussieht”. Vielmehr werden Parameter wie Ra und Rz herangezogen, um Werkzeugspuren, Erhebungen, Vertiefungen und feine Oberflächenstrukturen zu quantifizieren.
Bei der CNC-Bearbeitung kann die Oberflächenrauheit die Montagegenauigkeit, die Reibung, die Verschleißfestigkeit, die Dichtungsleistung, das Ergebnis der Oberflächenbearbeitung und die Lebensdauer beeinflussen. So benötigt beispielsweise eine Standard-Montagehalterung möglicherweise keine besonders feine Oberfläche. Dichtflächen, Gleitflächen, sichtbare Flächen und eloxierte Teile erfordern jedoch oft eine strengere Kontrolle der Oberflächenrauheit.
Aus Sicht der Bearbeitung und Qualitätsprüfung hilft die frühzeitige Festlegung von Anforderungen an die Oberflächenrauheit dem Hersteller bei der Auswahl geeigneter Werkzeuge, Schnittparameter, Werkzeugwege und Prüfverfahren. Dadurch lassen sich Nacharbeiten, Mehrkosten und Lieferverzögerungen reduzieren. Wenn in einer Zeichnung lediglich “glatte Oberfläche” oder “feine Oberflächenbeschaffenheit” angegeben ist, kann der Maschinenbaubetrieb die tatsächlichen Anforderungen möglicherweise nicht genau einschätzen.

Tabelle zur Oberflächenrauheit
Bei CNC-Bearbeitungsprojekten wird die Oberflächenrauheit in der Regel anhand von Ra-Werten definiert. Ein niedrigerer Ra-Wert bedeutet in der Regel eine feinere Oberfläche. Das bedeutet jedoch nicht, dass für jedes Bauteil der niedrigstmögliche Ra-Wert angestrebt werden sollte. Eine feinere Oberfläche erfordert oft eine langsamere Bearbeitung, strengere Prüfungen und manchmal auch Schleifen, Polieren oder andere nachgelagerte Endbearbeitungsverfahren.
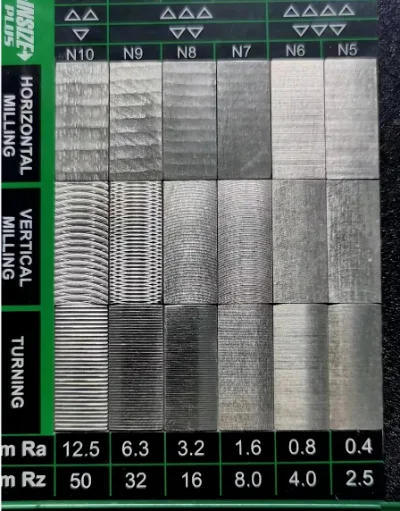
Die folgende Tabelle zur Oberflächenrauheit kann als allgemeine Richtlinie für CNC-bearbeitete Teile herangezogen werden. Die tatsächlichen Ergebnisse können je nach Werkstoff, Schneidwerkzeugen, Maschinenausstattung, Spannvorrichtungen, Bearbeitungsparametern und Nachbearbeitungsverfahren variieren.
| Ra-Wertebereich | Oberflächenebene | Gängige Bearbeitungsverfahren | Typische Anwendungen |
|---|---|---|---|
| Ra 6,3 μm | Grob bearbeitete Oberfläche | Grobfräsen, Grobdrehen, allgemeiner Materialabtrag | Nicht kritische Bauteile, interne Stützen, vorbearbeitete Rohteiloberflächen |
| Ra 3,2 μm | Standardmäßig bearbeitete Oberfläche | Allgemeine CNC-Fräs- und Dreharbeiten | Halterungen, Gehäuse, Rahmen, allgemeine Baugruppenteile |
| Ra 1,6 μm | Feinbearbeitete Oberfläche | Schlichtfräsen, Schlichtdrehen, optimierte Werkzeugwege | Sichtflächen, Montageflächen, Aluminiumgehäuse, freiliegende Teile |
| Ra 0,8 μm | Präzisionsbearbeitete Oberfläche | Feinbearbeitung, Schleifen, kontrollierte Werkzeugspuren | Dichtflächen, Gleitflächen, Passflächen, mechanische Präzisionsteile |
| Ra 0,4 μm oder weniger | Hochpräzise Oberfläche | Schleifen, Polieren, Superfinishing | Formkomponenten, optische Teile, hochpräzise Passteile |
Hinweis: Oberflächenrauheitswerte werden häufig in Mikrometern (μm) oder Mikrozoll (μin) angegeben. Die Umrechnung lautet: 1 μin = 0,0254 μm. Zum Beispiel:, 32 μin ≈ 0,8 μmund 63 μin ≈ 1,6 μm.
Was ist der Unterschied zwischen Ra und Rz?
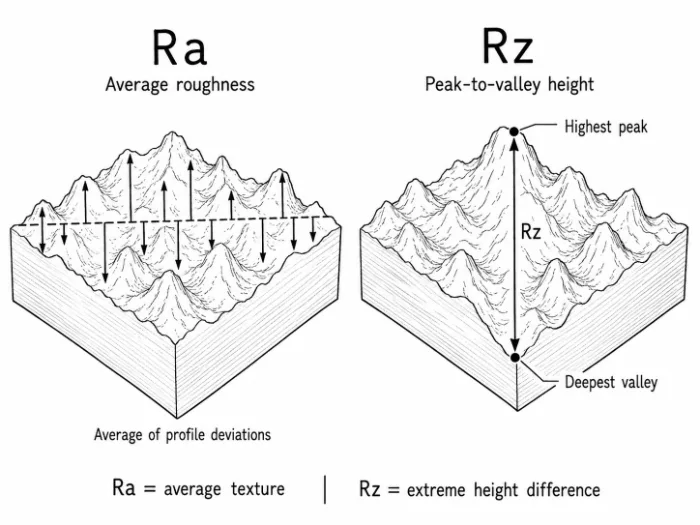
Ra und Rz sind zwei der gängigsten Parameter zur Beschreibung der Oberflächenrauheit. Vereinfacht ausgedrückt, Ra gibt die durchschnittliche Oberflächenhöhe an, während Rz die Differenz zwischen den höchsten Erhebungen und den tiefsten Vertiefungen angibt..
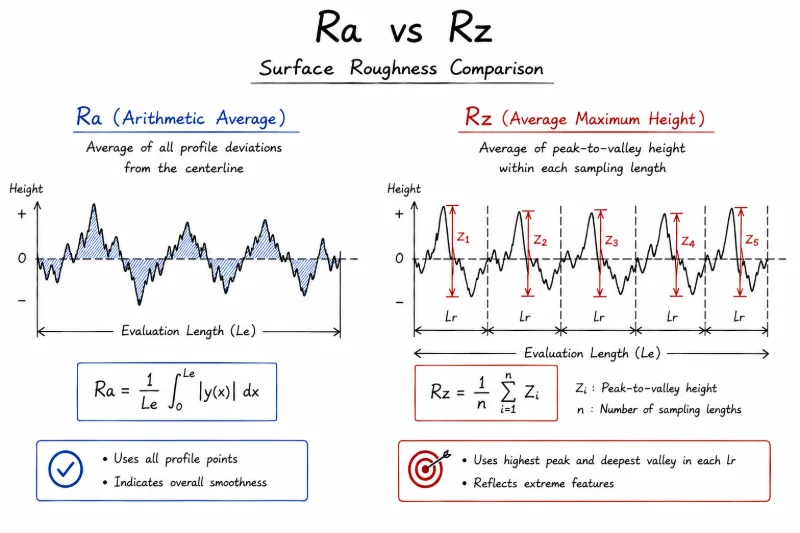
Was ist Ra?
- Ra ist die mittlere Rauheit
Ra gibt die durchschnittliche Abweichung des Oberflächenprofils von der Mittellinie innerhalb einer Messlänge an. Es zeigt, wie rau die Oberfläche im Durchschnitt ist. - Ra eignet sich zur Beurteilung der allgemeinen Oberflächenglätte
Zu den gängigen Rauheitswerten zählen Ra 3,2, Ra 1,6 und Ra 0,8. Je kleiner der Wert, desto feiner ist in der Regel die Oberfläche. - Ra ist der in CNC-Zeichnungen am häufigsten verwendete Rauheitsparameter.
Bei allgemeinen Bauteilen, Gehäusen, Halterungen, Verkleidungen und Standard-Optikteilen reicht der Ra-Wert in der Regel für die Bearbeitung und Prüfung aus.
Was ist Rz?
- Rz legt den Schwerpunkt eher auf die Höhe zwischen Spitze und Tal
Rz spiegelt hauptsächlich den Höhenunterschied zwischen höheren Erhebungen und tieferen Vertiefungen im Oberflächenprofil wider. Es reagiert empfindlicher auf lokale Werkzeugspuren, Kratzer, scharfe Erhebungen und tiefe Rillen. - Rz eignet sich besser zur Kontrolle kritischer Funktionsoberflächen
Wird ein Bauteil zum Abdichten, Gleiten, zur Reibung, zur Drehung oder für eine Langzeitbelastung eingesetzt, reicht der Ra-Wert allein möglicherweise nicht aus. Selbst wenn die durchschnittliche Rauheit akzeptabel ist, können lokale tiefe Kerben oder Spitzen dennoch die Dichtwirkung, die Verschleißfestigkeit oder die Ermüdungslebensdauer beeinträchtigen. - Rz wird häufig in Anwendungen mit strengeren Qualitätsanforderungen eingesetzt
Bei Dichtflächen, Buchsen, Gleitblöcken, Führungsschienen, Hydraulikkomponenten und Präzisionspassflächen muss häufig besonders genau auf den Rz-Wert geachtet werden.
Bei den meisten standardmäßigen CNC-Bearbeitungsteilen reicht es in der Regel aus, den Ra-Wert in der Zeichnung anzugeben. Wenn das Teil jedoch Dichtungsfunktionen, Gleitbewegungen, Reibung, präzise Passungen oder Langzeitbelastung umfasst, sollten sowohl Ra als auch Rz berücksichtigt werden.
Wie versteht man die Symbole für Oberflächenrauheit in Zeichnungen?
In CNC-Bearbeitungszeichnungen gibt ein Symbol für die Oberflächenrauheit dem Hersteller an, welche Oberflächenqualität für einen bestimmten Bereich erforderlich ist. Für Ingenieure stellt dies eine Konstruktionsanforderung dar. Für Maschinenbauunternehmen hat dies Auswirkungen auf die Werkzeugauswahl, den Bearbeitungsprozess, die Prüfverfahren und das endgültige Angebot.
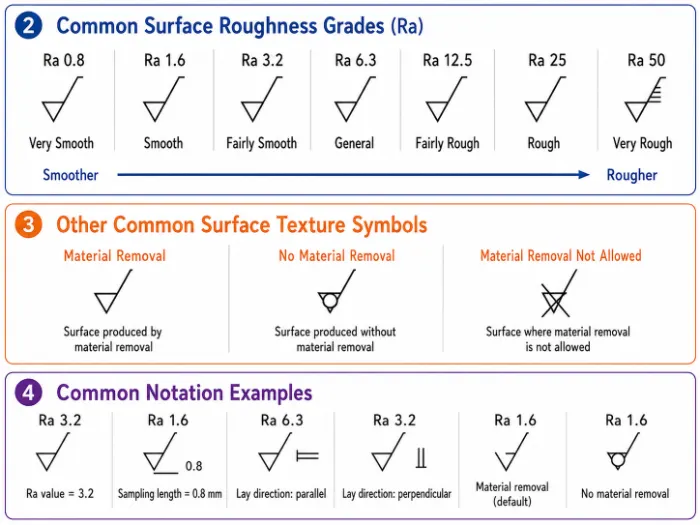
Welche Informationen enthält ein Symbol für die Oberflächenrauheit in der Regel?
- Rauheitsparameter
Ra ist der am häufigsten verwendete Parameter. Bei einigen Präzisionsteilen kann auch Rz angegeben werden. - Rauheitswert
Häufige Beispiele sind Ra 3,2, Ra 1,6 und Ra 0,8. Ein kleinerer Wert bedeutet in der Regel höhere Anforderungen an die Oberflächenbeschaffenheit. - Bearbeitungsanforderung
In manchen Zeichnungen kann auch angegeben sein, ob eine Bearbeitung, ein Schleifen, ein Polieren oder eine bestimmte Verlegerichtung erforderlich ist.
Warum sollte die Oberflächenrauheit in Zeichnungen deutlich gekennzeichnet werden?
Klare Zeichnungsangaben können Missverständnisse zwischen dem Kunden und dem Maschinenbauunternehmen verringern. Außerdem tragen sie dazu bei, das Risiko von Nacharbeiten, Rücksendungen und Lieferverzögerungen zu senken. Wenn ein Kunde beispielsweise lediglich eine “glatte Oberfläche” ohne Angabe eines konkreten Ra-Werts wünscht, wendet der Hersteller möglicherweise eine Standard-Oberflächenbearbeitung an. Diese Oberflächenbeschaffenheit entspricht möglicherweise nicht den Anforderungen an Sichtteile, Dichtungsteile oder eloxierte Bauteile.
Andererseits kann die Festlegung sehr strenger Anforderungen an die Oberflächenrauheit bei nicht kritischen Oberflächen die Bearbeitungszeit, die Prüfkosten und den Lieferdruck erhöhen. Daher sollten Kunden in der Zeichnung zwischen Funktionsflächen, sichtbaren Flächen und nicht kritischen Flächen unterscheiden. Für jede Fläche sollte eine angemessene Anforderung an die Oberflächenrauheit festgelegt werden, die sich nach ihrer tatsächlichen Verwendung richtet.
Wie wirkt sich die Oberflächenrauheit auf CNC-bearbeitete Teile aus?
Viele Käufer legen ihr Augenmerk vor allem auf Maßtoleranzen. Doch auch die Oberflächenrauheit spielt eine wichtige Rolle. Selbst wenn die Maße stimmen, kann ein Bauteil bei der Montage, der Abdichtung, der Bewegung oder der Oberflächenbearbeitung versagen, wenn die Oberflächenqualität nicht geeignet ist.
Auswirkungen auf die Montagegenauigkeit
Eine zu hohe Rauheit kann die Kontaktqualität zwischen den Passflächen beeinträchtigen. Bei Präzisionsbauteilen kann es zu ungleichmäßigem Spiel, instabiler Positionierung oder einem schlechten Montagegefühl kommen.
Auswirkungen auf Reibung und Verschleiß
Ist die Oberfläche eines Gleit-, Dreh- oder Führungsteils zu rau, erhöht sich die Reibung. Dies kann den Verschleiß beschleunigen. Ein geeigneter Ra- oder Rz-Wert trägt dazu bei, die Bewegungsstabilität und die Lebensdauer zu verbessern.
Auswirkungen auf die Dichtungsleistung
Wenn eine Dichtfläche tiefe Werkzeugspuren, Kratzer oder eine zu große Höhe zwischen den Spitzen und Tälern aufweist, kann es zu Leckagen oder einer instabilen Abdichtung kommen. Bei Hydraulik- und Pneumatikbauteilen, Ventilkörpern und Dichtungskomponenten ist in der Regel eine strengere Kontrolle der Oberflächenrauheit erforderlich.
Auswirkungen auf das Erscheinungsbild und die Oberflächenbeschaffenheit
Die Ergebnisse von Eloxieren, Sandstrahlen, Galvanisieren, Polieren oder Beschichten hängen stark von der CNC-bearbeiteten Oberfläche vor der Endbearbeitung ab. Weist die ursprüngliche Oberfläche deutliche Werkzeugspuren, Kratzer oder Spannspuren auf, können diese durch die Nachbearbeitung möglicherweise nicht vollständig verdeckt werden. In manchen Fällen können die Mängel dadurch sogar noch deutlicher sichtbar werden.
Auswirkungen auf Kosten und Durchlaufzeit
Ein niedrigerer Ra-Wert bedeutet in der Regel eine feinere Bearbeitung, strengere Prüfungen und eine längere Bearbeitungszeit. Die Wahl einer Oberflächenrauheit, die der tatsächlichen Funktion des Bauteils entspricht, ist kosteneffizienter, als stets den niedrigsten Ra-Wert zu fordern. Außerdem trägt dies dazu bei, die Durchlaufzeit zu kontrollieren.
Welche gängigen Messgeräte gibt es zur Bestimmung der Oberflächenrauheit?
Bei der CNC-Qualitätsprüfung lässt sich die Oberflächenrauheit nicht allein durch Sicht- oder Tastkontrollen feststellen. Sie muss mit geeigneten Messgeräten überprüft werden. Die Wahl des richtigen Messgeräts hängt von den Genauigkeitsanforderungen des Bauteils, der Oberflächenbeschaffenheit, dem Werkstoff und den Prüfbedingungen ab.
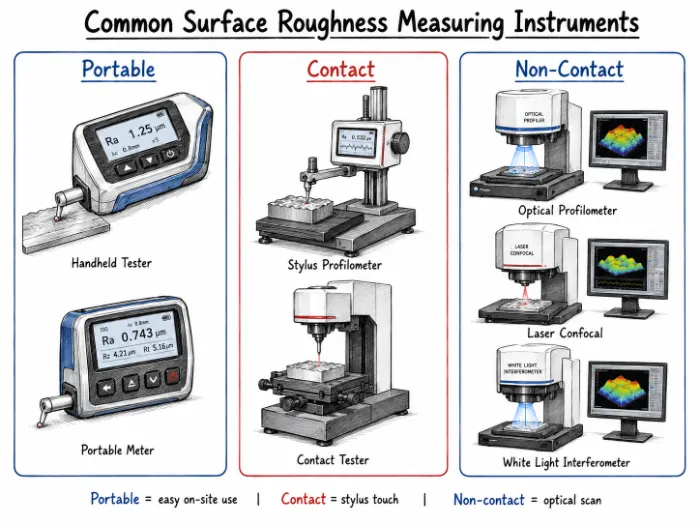
Prüfgerät für die Oberflächenrauheit von Kontaktflächen
Ein Rauheitsmessgerät ist das am häufigsten verwendete Werkzeug in der CNC-Bearbeitung. Es bewegt in der Regel eine Sonde über die Oberfläche des Werkstücks. Der Taster erfasst mikroskopische Profildaten und berechnet Parameter wie Ra und Rz. Dieses Gerät eignet sich für die meisten bearbeiteten Metall- und Kunststoffteile. Es kann für die Erstmusterprüfung, die Zwischenprüfung und die Endkontrolle eingesetzt werden. Auch tragbare Rauheitsmessgeräte gehören zu dieser Kategorie. Sie sind nützlich für Prüfungen in der Fertigung und bei großen Bauteilen.
Profilometer
Ein Profilometer erfasst eine umfassendere Oberflächenprofilkurve. Es kann zur Rauheitsanalyse und zur Beobachtung des Oberflächenprofils eingesetzt werden. Im Vergleich zu einem Standard-Rauheitsmessgerät eignet sich ein Profilometer besser für Dichtflächen, Gleitflächen, Präzisionspassflächen und andere Funktionsbereiche mit höheren Anforderungen an die Oberflächenbeschaffenheit.
Berührungslose optische Messgeräte
Berührungslose Messgeräte nutzen in der Regel Laser, Weißlichtinterferometrie, konfokale Technologie oder andere optische Verfahren. Dabei ist kein Kontakt der Sonde mit der Werkstückoberfläche erforderlich. Sie eignen sich für spiegelglatte Werkstücke, beschichtete Oberflächen, weiche Materialien, empfindliche Oberflächen und mikrostrukturierte Werkstücke. Allerdings sind solche Geräte teurer. Sie sind bei standardmäßigen CNC-bearbeiteten Teilen nicht so verbreitet wie berührende Rauheitsmessgeräte.
Vergleichsgerät für Oberflächenrauheit
Ein Oberflächenrauheitsvergleichsgerät wird hauptsächlich für schnelle Vergleiche in der Fertigung eingesetzt. Es wird üblicherweise verwendet, um die Oberflächenbeschaffenheit nach Fräs-, Dreh- und Schleifvorgängen sowie anderen Bearbeitungsverfahren zu vergleichen. Es liefert keine präzisen Ra- oder Rz-Werte. Außerdem kann es einen formellen Prüfbericht nicht ersetzen. Er ist jedoch nützlich, um das Aussehen der Oberfläche zu besprechen, die Bearbeitungsstrukturen zu überprüfen und eine erste Qualitätsbeurteilung vorzunehmen.
Welche Faktoren beeinflussen die Oberflächenrauheit bei der CNC-Bearbeitung?
Die Oberflächenrauheit bei der CNC-Bearbeitung wird hauptsächlich durch den Zustand des Werkzeugs, die Schnittparameter, die Werkstoffeigenschaften, die Maschinenstabilität und die Werkstückspannung beeinflusst. Bei Bauteilen, für die bestimmte Ra- oder Rz-Werte vorgeschrieben sind, sollte die Oberflächenqualität nicht allein von der Endkontrolle abhängen. Sie sollte bereits bei der Prozessplanung berücksichtigt werden.
Zustand des Werkzeugs
Die Schärfe und der Verschleiß des Werkzeugs wirken sich direkt auf die bearbeitete Oberfläche aus. Ein abgenutztes Werkzeug kann Grate, Kratzer, Aufbauschneiden und deutliche Werkzeugspuren verursachen. Dies erhöht den Ra-Wert. Bei weicheren Werkstoffen wie Aluminium und Kupferlegierungen sollte die Bildung von Aufbauschneiden kontrolliert werden. Bei schwierigen Werkstoffen wie Edelstahl und Titan müssen Werkzeugverschleiß und Schnittwärme sorgfältig kontrolliert werden.
Schnittparameter
Schnittgeschwindigkeit, Vorschub und Schnitttiefe sind entscheidende Faktoren. Ist der Vorschub zu hoch, werden Werkzeugspuren deutlicher sichtbar. Bei einer ungeeigneten Schnittgeschwindigkeit können Rattermarken oder Oberflächenrisse auftreten. Bei der Schlichtbearbeitung sind in der Regel stabilere Schnittparameter erforderlich, um eine gleichmäßigere Oberfläche zu erzielen.
Materialeigenschaften
Verschiedene Werkstoffe verhalten sich bei der Bearbeitung unterschiedlich. Bei Aluminiumlegierungen lässt sich in der Regel leichter eine bessere Oberflächengüte erzielen, allerdings können sie am Werkzeug haften bleiben oder leicht zerkratzen. Edelstahl weist eine hohe Zähigkeit auf und kann zu Kaltverfestigung oder Oberflächenrissen führen. Bei technischen Kunststoffen muss auf Wärmeverformung und Kantenausfransung geachtet werden. Die Materialauswahl beeinflusst die erreichbare Rauheit und die Bearbeitungskosten.
Stabilität von Maschinen und Vorrichtungen
Eine unzureichende Maschinensteifigkeit oder eine instabile Aufspannung können zu Schwingungen führen. Dies kann Rattermarken, Oberflächenwellen und Maßabweichungen zur Folge haben. Die Auslegung der Aufspannung ist besonders wichtig bei dünnwandigen Teilen, langen Wellen, tiefen Kavitäten und unregelmäßig geformten Teilen. Eine ordnungsgemäße Aufspannung kann Verformungen und Schwingungen reduzieren und so für eine gleichmäßigere Oberflächenrauheit sorgen.
Wie wählt man die richtige Oberflächenrauheit für ein CNC-Projekt aus?
Bei der Wahl der Oberflächenrauheit sollte nicht der niedrigste Ra-Wert das Ziel sein. Die richtige Wahl sollte sich nach der Funktion des Bauteils, den Anforderungen an die Montage, den Anforderungen an das Erscheinungsbild, dem Verfahren zur Oberflächenbearbeitung und dem Budget richten. Übermäßig strenge Anforderungen an die Rauheit können die Bearbeitungszeit, die Prüfkosten und den Lieferdruck erhöhen. Zu lockere Anforderungen können sich hingegen auf die Leistung und die Lebensdauer des Bauteils auswirken.
Kritische und nichtkritische Oberflächen trennen
Unterschiedliche Oberflächen desselben Bauteils erfordern unter Umständen unterschiedliche Rauheitsgrade. Dichtflächen, Gleitflächen, Passflächen und sichtbare Oberflächen erfordern in der Regel eine strengere Kontrolle der Ra- oder Rz-Werte. Für innere Freiflächen, berührungsfreie Flächen und normale Strukturflächen reicht oft eine allgemeine Bearbeitungsqualität aus. Dies trägt zur Kostenkontrolle bei und gewährleistet gleichzeitig die Erfüllung der funktionalen Anforderungen.
Wählen Sie die Ra-Werte entsprechend der Funktion des Bauteils aus
Für Standardhalterungen, Rahmen und interne Bauteile sind in der Regel Ra 3,2 μm oder Ra 6,3 μm zulässig. Bei Sichtteilen, Gehäusen und Blenden werden häufig Ra 1,6 μm oder Ra 3,2 μm verwendet. Dichtflächen, Gleitflächen und präzise Passflächen erfordern unter Umständen Ra 0,8 μm oder eine noch feinere Oberflächenbeschaffenheit.
Berücksichtigen Sie die abschließende Oberflächenbehandlung
Wenn das Bauteil eloxiert, sandgestrahlt, poliert, galvanisiert oder beschichtet werden soll, hat die CNC-bearbeitete Oberfläche vor der Endbearbeitung Einfluss auf das Endergebnis. Deutliche Werkzeugspuren, Kratzer oder Spannspuren können nach der Endbearbeitung stärker sichtbar werden. Bei Bauteilen mit hohen Anforderungen an das Erscheinungsbild und bei oberflächenbehandelten Bauteilen sollten die Anforderungen an die Oberflächenrauheit frühzeitig festgelegt werden.
Anforderungen vor der Angebotserstellung klären
Um ein genaueres Angebot und eine genauere Lieferzeit zu erhalten, sollten Sie am besten Zeichnungen, Material, Menge, Toleranzen, Ra/Rz-Anforderungen, Anforderungen an die Oberflächenbeschaffenheit sowie den Lieferzeitplan angeben. Wenn in der Zeichnung lediglich “glatte Oberfläche” oder “feine Oberflächenbeschaffenheit” angegeben ist, kann die Anforderung missverstanden werden. Klare Vorgaben zur Oberflächenrauheit helfen dem Hersteller, den Prozess, die Kosten und die Lieferbedingungen genauer einzuschätzen.
Wie lässt sich die Oberflächenrauheit bei CNC-bearbeiteten Teilen kontrollieren?
In Wirklichkeit CNC-Bearbeitung, hängt die Steuerung der Oberflächenrauheit nicht nur von der Genauigkeit der Maschine ab, sondern auch von der Erfahrung im Fertigungsprozess. Ein qualifizierter Fertigungsbetrieb prüft die Anforderungen hinsichtlich Ra, Rz, Werkstoff, Toleranz und Oberflächenbeschaffenheit auf der Zeichnung des Kunden. Bei Bedarf stimmt der Hersteller mögliche Anpassungen mit dem Kunden ab. Anschließend wählt das Team geeignete Schneidwerkzeuge, Bearbeitungsparameter, Spannverfahren und Prüfmethoden aus, um eine stabilere Oberflächenbeschaffenheit zu erzielen.
Für Aluminium, Edelstahl, Kupferlegierungen, technische Kunststoffe und andere Werkstoffe bieten wir praktische Bearbeitungsempfehlungen, die auf der Funktion des Bauteils und den Anforderungen an die Oberfläche basieren. So erfordern beispielsweise Sichtteile eine sorgfältige Kontrolle von Werkzeugspuren und Kratzern. Dichtflächen benötigen eine bessere Kontrolle der Höhenunterschiede. Eloxierte Teile benötigen vor der Endbearbeitung gleichmäßige Bearbeitungsflächen. Durch Zwischenkontrollen und Endprüfungen lassen sich Probleme mit der Oberflächenrauheit, Oberflächenkratzer und Nachbearbeitungsfehler reduzieren.

Zusammenfassung
Die Oberflächenrauheit ist ein entscheidender Qualitätsfaktor bei der CNC-Bearbeitung. Sie beeinflusst nicht nur das Aussehen des Werkstücks, sondern auch die Montagegenauigkeit, die Reibung, die Dichtungsleistung, die Oberflächenbeschaffenheit, die Kosten und die Lieferzeit. Das Verständnis von Ra, Rz, Symbolen für die Oberflächenrauheit, Rauheitsdiagrammen und Messverfahren hilft Einkäufern dabei, die Bearbeitungsanforderungen klarer zu definieren und unnötige Qualitätsstreitigkeiten zu vermeiden.
Bei CNC-gefertigten Teilen ist die richtige Oberflächenrauheit nicht immer der niedrigste Ra-Wert. Es ist der Wert, der am besten zur Funktion des Teils, zum Werkstoff, zum Nachbearbeitungsverfahren und zum Budget passt. Wenn Sie CNC-Teile mit kontrollierter Oberflächenrauheit benötigen, Weldo-Bearbeitung kann Ihnen dabei helfen, Ihre Zeichnungen zu prüfen, praktische Ra/Rz-Anforderungen zu empfehlen und transparente Angebote abhängig von Ihrem Material, den Toleranzen, der Oberflächenbeschaffenheit, der Stückzahl und dem Lieferzeitplan.








