









Unter CNC-BearbeitungFür die Schruppbearbeitung von Werkstücken sind das dynamische Fräsen und das Schichtfräsen zwei gängige Frässtrategien. Obwohl beide Methoden darauf abzielen, Material abzutragen, unterscheiden sie sich erheblich in Bezug auf Bearbeitungsmethoden, anwendbare Materialien, Spindeldrehzahl, Vorschubgeschwindigkeit und Bearbeitungseffizienz. Das Verständnis ihrer Definitionen, Vor- und Nachteile, Einflussfaktoren und Auswahlkriterien kann uns helfen, bessere Entscheidungen in verschiedenen Bearbeitungsszenarien zu treffen.
Dynamisches Fräsen
Definition:
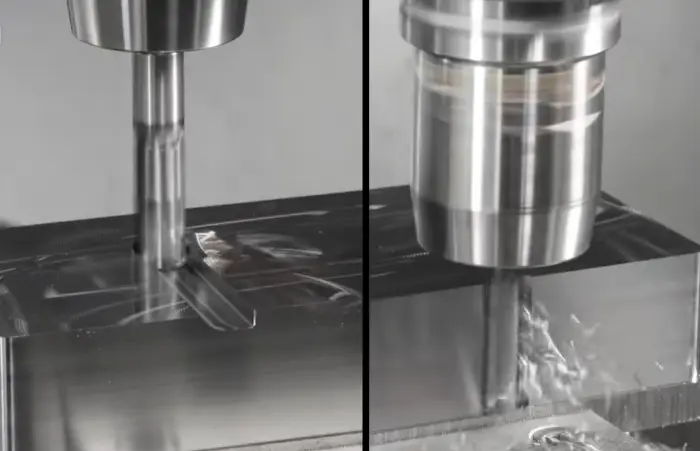
Dynamisches Fräsen ist ein Fräsverfahren, bei dem durch die kontinuierliche Anpassung von Schnittparametern wie Schnitttiefe und Vorschubgeschwindigkeit eine hohe Bearbeitungseffizienz aufrechterhalten und die Werkzeugbelastung verringert wird. Durch die flexible Anpassung des Werkzeugwegs behält jeder Schnitt einen relativ kleinen Eingriff bei, wodurch eine übermäßige Belastung des Werkzeugs durch tiefe Schnitte vermieden und die Wärmeentwicklung während der Bearbeitung reduziert wird.
Anwendbare Materialien:
Aluminiumlegierungen, Kupferlegierungen, Kunststoffe, weicher Stahl, Titanlegierungen und andere relativ weiche Metalle oder Polymerwerkstoffe. Dynamisches Fräsen eignet sich für weiche oder mittelharte Werkstoffe, vor allem in Fällen, in denen schnell eine große Menge Material abgetragen werden muss.
Spindeldrehzahlbereich:
Beim dynamischen Fräsen werden in der Regel höhere Spindeldrehzahlen verwendet, im Allgemeinen zwischen 5000-12000 U/MIN. Die spezifische Geschwindigkeit sollte je nach Werkzeug und Materialhärte angepasst werden.
Bei harten Werkstoffen wie Titanlegierungen sollte die Spindeldrehzahl entsprechend reduziert werden, um Werkzeugbrüche zu vermeiden.
Vorschubgeschwindigkeit:
Die Vorschubgeschwindigkeit beim dynamischen Fräsen ist relativ hoch und liegt normalerweise zwischen 2000-8000 mm/minabhängig von den Materialeigenschaften, der Schnitttiefe und der Maschinenleistung.
Vorteile und Nachteile:
Vorteile:
- Geringere Werkzeugbelastung und längere Lebensdauer.
- Hoher Wirkungsgrad, besonders geeignet für das Abtragen großer Materialmengen.
- Bietet eine bessere Schnittstabilität und höhere Abtragsleistung.
- Verringert Wärmestau und Werkzeugverschleiß.
Benachteiligungen:
- Höhere Anforderungen an Werkzeugmaschinen, einschließlich Stabilität und Spindeldrehzahl.
- In einigen Fällen (z. B. bei komplexen Formen) kann das dynamische Fräsen Schleifenbahnen erzeugen, die zu Leerlaufbewegungen des Werkzeugs führen.
- Die Oberflächenqualität bei der Endbearbeitung ist relativ schlecht.
Effizienz bei der Bearbeitung:
Das dynamische Fräsen zeigt eine hohe Effizienz beim Abtragen großer Mengen an Material. Aufgrund der hohen Vorschubgeschwindigkeit und des tieferen Schnitteingriffs kann es die Bearbeitungseffizienz erheblich verbessern. Allerdings kann es bei Feinbearbeitungen weniger stabil sein als das Schichtfräsen.
Faktoren, die die Effizienz der Bearbeitung beeinflussen:
Leistung der Maschine: Hohe Spindeldrehzahlen und eine gute Maschinenstabilität sind erforderlich. Das dynamische Fräsen funktioniert besonders gut auf fünfachsigen Maschinen.
Materialeigenschaften: Weichere Materialien wie Aluminium- und Kupferlegierungen sind am besten geeignet.
Auswahl der Werkzeuge: Werkzeuggröße und -typ beeinflussen die dynamische Fräsleistung, insbesondere bei der Bearbeitung härterer Materialien.

Schichtfräsen
Definition:
Das Schichtenfräsen ist eine Bearbeitungsstrategie, bei der die Schnitttiefe in mehrere dünne Schichten aufgeteilt wird. Bei jedem Schnitt wird eine kleine Menge Material abgetragen, wodurch die Werkzeugbelastung effektiv kontrolliert, übermäßiger Werkzeugverschleiß reduziert und eine hohe Bearbeitungsgenauigkeit aufrechterhalten wird.

Anwendbare Materialien:
Harte Stähle (Werkzeugstählelegierte Stähle), rostfreier Stahl, Gusseisen, Titanlegierungen für die Endbearbeitung und andere harte Materialien.
Das Schichtfräsen eignet sich im Allgemeinen für Materialien mit höherer Härte und für Bearbeitungsaufgaben, die eine höhere Oberflächenqualität und Präzision erfordern.
Spindeldrehzahlbereich:
Das Schichtenfräsen erfolgt in der Regel bei relativ niedrigen Spindeldrehzahlen, typischerweise zwischen 3000-8000 U/MIN.
Bei harten Werkstoffen wie Titanlegierungen und gehärteten Stählen sollten die Spindeldrehzahlen entsprechend reduziert werden, um den Werkzeugverschleiß zu minimieren.
Vorschubgeschwindigkeit:
Die Vorschubgeschwindigkeit beim Schichtfräsen ist im Allgemeinen geringer, in der Regel 500-5000 mm/min. Geringere Vorschubgeschwindigkeiten sorgen für Schnittstabilität und Bearbeitungspräzision.
Vorteile und Nachteile:
Vorteile:
- Stabile Bearbeitungsbedingungen, geeignet für harte Materialien und Schlichtbearbeitungen.
- Geringe Schnitttiefe pro Durchgang reduziert die Werkzeugbelastung und verbessert die Oberflächenqualität und Maßgenauigkeit.
- Bietet hohe Präzision und ist für die Präzisionsbearbeitung geeignet.
Benachteiligungen:
- Eine geringe Schnitttiefe führt zu einer geringeren Abtragsleistung und einem geringeren Wirkungsgrad.
- Da bei jedem Schnitt nur eine kleine Menge Material abgetragen wird, sind die Bearbeitungszyklen länger und eignen sich nicht zum schnellen Abtragen großer Materialmengen.
Effizienz bei der Bearbeitung:
Das Schichtfräsen hat aufgrund der langsameren Vorschubgeschwindigkeit und des geringeren Materialabtrags einen relativ geringeren Wirkungsgrad, insbesondere beim Abtragen großer Materialmengen. Bei der Präzisionsbearbeitung und bei hohen Genauigkeitsanforderungen kann es jedoch bessere Ergebnisse liefern.
Faktoren, die die Effizienz der Bearbeitung beeinflussen:
Härte des Materials: Harte Werkstoffe eignen sich für das Schichtfräsen, während die Effizienz bei der Bearbeitung weicherer Materialien gering ist.
Auswahl der Werkzeuge: Werkzeuggeometrie, Schnitttiefe und Vorschubgeschwindigkeit beeinflussen Effizienz und Präzision.
Schnittparameter: Die richtige Schnitttiefe, Vorschubgeschwindigkeit und Spindeldrehzahl bestimmen die gesamte Bearbeitungsleistung.
CNC-Dynamikfräsen vs. Schichtenfräsen: Was ist effizienter?
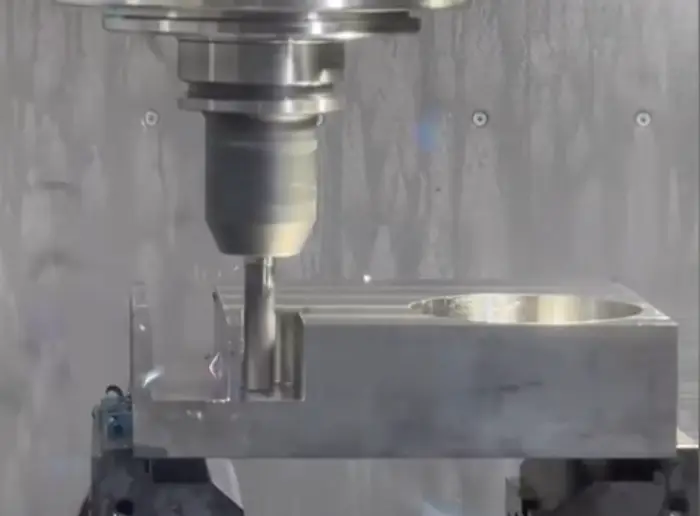
Um die Schruppleistung beider Methoden zu vergleichen, erstellen wir ein Werkstück mit einem Hohlraum von 10 mm × 10 mm mit einer Tiefe von 25 mm. Das Material des Werkstücks ist 7075 Aluminiummit Gesamtabmessungen von 150 mm × 150 mm × 30 mm und einen inneren Hohlraum. Das Bearbeitungsaufmaß des Rohlings wird festgelegt auf 5 mmund 25 mm muss von den Rändern entfernt werden.
Abtragsleistung (Q) wird als Vergleichsmaßstab verwendet. Je größer das pro Zeiteinheit abgetragene Materialvolumen ist, desto größer ist der Q-Wert. Die Einheit ist cm³/min.
Die beiden anderen beeinflussenden Parameter sind Schnitttiefe (AP) und Schnittbreite (AE).
Bekannte Formel:
Q = (F × AP × AE) / 1000
Dynamische Schruppberechnung
Durchmesser des Werkzeugs: 10 mm StandardwerkzeugSchneidenlänge 30 mm.
Da die dynamische Bearbeitung etwas größere Werkzeuge erfordert, um das Bruchrisiko zu verringern, wird der Werkzeugdurchmesser wie folgt gewählt 12 mm.
Spindeldrehzahl S = 8000
Durchschnittliche Vorschubgeschwindigkeit F = 5000 mm/min
Schnitttiefe AP = 30 mm (einmaliger Durchgang)
Schnittbreite AE = 2,5 mm
Kalkulation:
Q = 5000 × 30 × 2.5 / 1000
Ergebnis:
Q = 375 cm³/min
Schichtschruppenberechnung
Zum Schruppen von Schichten wird ein Wendeplattenfräser verwendet. Der Werkzeugdurchmesser muss die Schnittbreite abdecken, so dass ein 32 mm Durchmesser Fräser ausgewählt ist.
Spindeldrehzahl S = 4500
Vorschubgeschwindigkeit F = 4000 mm/min
Schnitttiefe AP = 2 mm
Schnittbreite AE = 25 mm
Berechnungsergebnis:
Q = 200 cm³/min
Aus den Berechnungsergebnissen geht hervor, dass der Materialabtrag beim dynamischen Fräsen tatsächlich höher ist als beim Schichtfräsen, und die theoretische Bearbeitungsgeschwindigkeit ist höher. Bei der tatsächlichen Bearbeitung ist das dynamische Fräsen jedoch nicht immer schneller. Bei der Bearbeitung von Kavitäten und der Schruppbearbeitung in der Umgebung gibt es oft viele Schleifenbewegungen und ungenutzte Werkzeugwege, die Bearbeitungszeit verschwenden. Darüber hinaus sind die Bedingungen beim dynamischen Schruppen nicht immer stabil. Beim Abtragen großer Materialmengen kann die Werkzeugbelastung plötzlich ansteigen und zu Werkzeugbrüchen führen.
Im Gegensatz dazu gibt es beim Schichtfräsen weniger Schleifenbewegungen und kürzere freie Werkzeugwege, was zu einem stabileren Bearbeitungsrhythmus führt. Manche ziehen in Erwägung, Gleichlauf und konventionelles Fräsen zu verwenden, um die Geschwindigkeit des dynamischen Schruppens zu erhöhen, aber dies erhöht die Werkzeugbelastung und beschleunigt den Werkzeugverschleiß, was letztendlich die Bearbeitungskosten erhöht.
Wenn sich das Material jedoch von 7075 Aluminium Legierung zu Titan Legierung (z. B. TC-4)wird die Situation anders. Titanlegierungen haben eine geringe Wärmeleitfähigkeit. Beim Schichtfräsen wird die Wärmeabfuhr des Werkzeugs schwierig, und etwa 80% der Wärme konzentriert sich auf die WerkzeugspitzeDies führt zu einem schnellen Werkzeugverschleiß und verringert die Bearbeitungsstabilität und Kosteneffizienz. Beim dynamischen Fräsen erfolgt die Zerspanung hauptsächlich mit der Seitenkante des Werkzeugs. Solange der Materialabtrag kontrolliert und ein übermäßiger Eingriff vermieden wird, verbessert sich die Wärmeabfuhr und die Bearbeitungsgeschwindigkeit steigt.
Daher ist die Abtragsleistung nur ein Referenzfaktor. Sie muss auch mit dem Materialtyp und den Bearbeitungsmerkmalen kombiniert werden, um die beste Strategie zu bestimmen. Bei der Bearbeitung von Teilen aus Aluminiumlegierungen kann das Schruppen von Kavitäten beispielsweise Folgendes verwenden Schichtfräsen, während die übrigen R-Ecken oder Filets an den Werkstückkanten kann gelöscht werden mit dynamisches Fräsenwodurch mehr Bearbeitungszeit eingespart werden kann.
Auswahlkriterien für dynamisches Fräsen und Schichtenfräsen
Die Entscheidung zwischen dynamischem Fräsen und Schichtfräsen hängt hauptsächlich von folgenden Faktoren ab:
Materialtyp:
Bei weichen Materialien wie Aluminium- und Kupferlegierungen bietet das dynamische Fräsen eine höhere Effizienz.
Für harte Werkstoffe wie Titanlegierungen, rostfreien Stahl und gehärteten Stahl ist das Schichtfräsen besser geeignet, da es eine höhere Bearbeitungsgenauigkeit und Oberflächenqualität gewährleistet.

Zielsetzung der Bearbeitung:
Wenn das Ziel darin besteht, eine große Menge an Material schnell abzutragen, ist das dynamische Fräsen nach der Optimierung von Leerlaufbahnen und Schleifenbewegungen besser geeignet, da es höhere Abtragsraten und schnellere Vorschubgeschwindigkeiten bietet.
Wenn das Ziel eine Präzisionsbearbeitung mit hoher Oberflächenqualität oder Genauigkeit ist, hat das Schichtfräsen Vorteile, insbesondere bei komplexen Schlichtbearbeitungen. Allerdings muss auf die Wärmekonzentration an der Werkzeugspitze geachtet werden, um einen schnellen Verschleiß zu vermeiden.
Leistung von Werkzeugmaschinen:
Das dynamische Fräsen erfordert höhere Spindeldrehzahlen und eine bessere Maschinenstabilität, weshalb es sich eher für fünfachsige oder hochpräzise Maschinen eignet.
Das Schichtfräsen stellt geringere Anforderungen an die Maschine und eignet sich für die meisten konventionellen Drei-Achsen-Maschinen.
Effizienz bei der Bearbeitung:
Dynamisches Fräsen ist effizienter, wenn es darum geht, große Materialmengen abzutragen, während sich das Schichtfräsen eher für Schlichtbearbeitungen eignet und eine geringere Effizienz, aber höhere Präzision bietet.
Schlussfolgerung
Sowohl das dynamische Fräsen als auch das Schichtfräsen haben ihre eigenen Vorteile bei der CNC-Bearbeitung. Dynamisches Fräsen eignet sich für weichere Materialien und schnellen Materialabtrag, während Schichtfräsen besser für härtere Materialien und Präzisionsbearbeitung geeignet ist. Die Wahl der richtigen Strategie hängt vom Material, den Bearbeitungsmerkmalen und der Maschinenfähigkeit ab. Wenn Sie mehr Details wissen oder den Preis für die Sonderanfertigung erfahren möchten, können Sie Kontakt mit uns.







