









CNC-Bearbeitung ToleranzDer kontrollierte Abweichungsbereich zwischen den tatsächlichen und den Konstruktionsmaßen (in der Regel ±0,001 Zoll bis ±0,005 Millimeter) ist von entscheidender Bedeutung für die Verbindung von Konstruktionsspezifikationen mit der tatsächlichen Funktionalität und bestimmt die Leistung und Sicherheit des Produkts. Es führt G-Code-Anweisungen aus, die aus 3D-CAD-Modellen mit computergesteuerten Werkzeugen generiert werden, und ermöglicht die Bearbeitung verschiedener Materialien wie Aluminium- und Titanlegierungen sowie Kunststoffen.
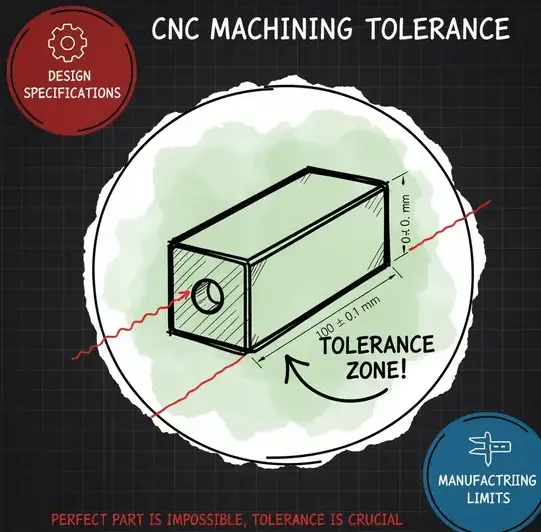
Definition und Bedeutung der CNC-Bearbeitungstoleranz
Die CNC-Bearbeitungstoleranz bezieht sich auf die zulässige Abweichung zwischen den tatsächlichen und den spezifizierten Abmessungen während der Bearbeitung und wirkt sich direkt auf die Funktion und Qualität des Produkts aus. Es gibt drei Hauptkategorien: Maßtoleranz (z. B. ±0,01 mm bei linearen Abmessungen), geometrische Toleranz (einschließlich Formfehler wie Ebenheit ≤0,005 mm/100 mm, Lagefehler wie Rechtwinkligkeit ≤0,002 mm/100 mm) und Oberflächenrauheit (Ra-Wert).
Schlüssel-Toleranzarten
Abmessungstoleranz: Kontrolliert Maßabweichungen (z. B. ±0,005 mm bei Präzisionsteilen).
Geometrische Toleranzen: Kontrolle der geometrischen Genauigkeit (z. B. Rundheit ≤ 0,003 mm, Parallelität ≤ 0,01 mm/100 mm).
In der Industrie gewährleisten strenge CNC-Bearbeitungstoleranzen die Austauschbarkeit und Leistung von Teilen. So können beispielsweise zu große Toleranzen bei Getrieberädern in Kraftfahrzeugen zu abnormalen Geräuschen und einer verkürzten Lebensdauer führen, während medizinische Implantate eine Präzision im Mikrometerbereich erfordern, um Gewebereizungen zu vermeiden. Umgekehrt erhöhen zu strenge Toleranzen die Kosten - das Erreichen von ±0,001 mm kann die Produktionskosten um 30% erhöhen, was auf spezielle Ausrüstung und längere Bearbeitungszeiten zurückzuführen ist. Daher ist es für die Effizienz der Industrie und die Zuverlässigkeit der Produkte von entscheidender Bedeutung, die Toleranzanforderungen mit der Durchführbarkeit der Fertigung in Einklang zu bringen.
Branchenspezifische CNC-Bearbeitungstoleranznormen
Die Toleranzen für die CNC-Bearbeitung variieren je nach Branche und werden durch funktionale Anforderungen und Sicherheitsvorschriften bestimmt. Auf internationaler Ebene, ISO 286 und ANSI/ASME B4.2 sind die grundlegenden Rahmenwerke: ISO 286 definiert Toleranzklassen wie IT5 (±0,013 mm für ein 300-mm-Maß), während ANSI/ASME B4.2 die ISO-Grenzwerte und Passformsysteme für die US-Technik anpasst und den Schwerpunkt auf thermische Stabilität und dynamische Leistungsprüfung legt. Luft- und Raumfahrt: Präzision auf Mikrometer-Niveau in extremen Umgebungen
Luft- und Raumfahrtkomponenten erfordern Toleranzen von ±0,002 mm für kritische Strukturen wie Turbinenschaufeln und Fahrwerke. Bei Boeing 787-Triebwerksteilen wird beispielsweise eine TC4-Titanlegierung durch langsames Drahterodieren bearbeitet, wobei eine Präzision von 0,1 μm erreicht und die Ermüdungsfestigkeit 1819 bei einer Betriebstemperatur von 1600 °C gewährleistet wird. Die Prüfung erfolgt mit Laserinterferometern und Koordinatenmessgeräten (KMG) mit einer Genauigkeit von ±0,5 μm, um geometrische Toleranzen wie Konzentrizität und Ebenheit zu überprüfen.
Medizinisch: Regulierungsbedingte Mikropräzision
Medizinische Geräte, insbesondere orthopädische Implantate, erfordern Toleranzen von ±0,005 mm, um Biokompatibilität und anatomische Passform zu gewährleisten. Die 100%-Prüfung ist erforderlich, um die Anforderungen von FDA 21 CFR Teil 8 zu erfüllen, z. B. bei Gelenkprothesen aus einer Kobalt-Chrom-Legierung mit 0,03 mm dicken Elektrodendrähten und temperaturgesteuerter Bearbeitung. Die Oberflächenrauheit (Ra ≤ 0,4 μm) ist entscheidend für die Vermeidung von Bakterienanhaftungen und wird mit Weißlichtinterferometern überprüft.
Automobilindustrie: Gleichgewicht zwischen Präzision und Kosteneffizienz Die Toleranzen in der Automobilindustrie stellen die Machbarkeit der Massenproduktion in den Vordergrund. Nach den SAE J400-Normen werden Getriebezahnräder in der Regel mit einer Toleranz von ±0,02 mm gefertigt. Drahterodieren erreicht eine Präzision von ±0,005 mm in den Spritzgussformen, während die Stanzwerkzeuge für die Türverkleidung eine Konturgenauigkeit von ±0,05 mm einhalten, um Windgeräusche zu reduzieren. Die statistische Prozesskontrolle (CPK≥1,33) sorgt für Konsistenz bei Produktionsläufen von mehr als 100.000 Einheiten.
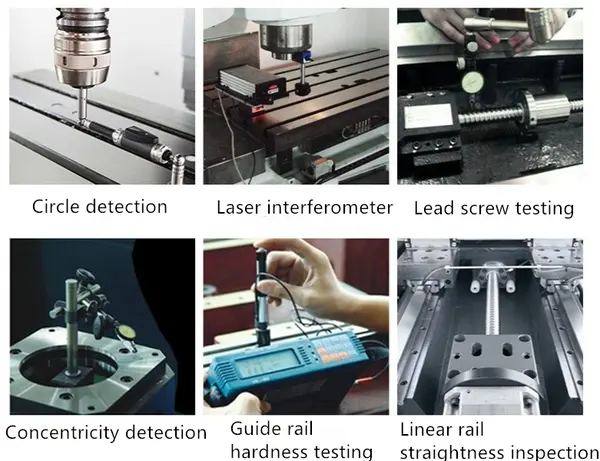
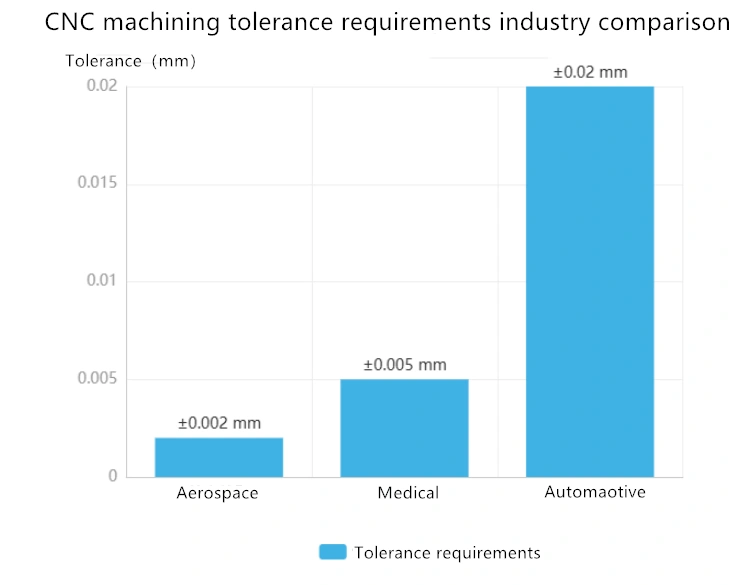
Bildunterschrift: Die CNC-Bearbeitungstoleranzen werden durch sechs wichtige Prüfverfahren verifiziert, darunter die Prüfung der Kreisbogenbahn, die Laserinterferometrie, die Prüfung der Leitspindel, die Messung der Konzentrizität der Motorhalterung, die Prüfung der Härte der Führungsschiene und die Bewertung der Geradheit der Linearführungsschiene. Vergleich der wichtigsten Toleranzen: Luft- und Raumfahrt: ±0,002 mm (Triebwerksschaufeln), IT5-Qualität; Medizintechnik: ±0,005 mm (Implantate), konform mit ISO 13485Automotive: ±0,02 mm (Zahnräder), SAE J400 Standard.
Verhältnis zwischen Präzisionsgrad, Herstellungskosten und Materialabfall
Anforderungen an die Präzision in CNC-Bearbeitung wirken sich direkt auf die Herstellungskosten und den Materialabfall aus und bilden eine wichtige dreifache Beziehung in der Produktionswirtschaft. Wenn der Präzisionsgrad von ±0,1 mm auf ±0,001 mm ansteigt, zeigen sowohl die Bearbeitungskosten als auch die Materialabfallraten einen deutlichen Aufwärtstrend.
Präzision-Kosten-Abfall-Korrelationsmatrix
Die nachstehende Tabelle veranschaulicht die quantitative Beziehung zwischen Präzisionstoleranz, Kostenkoeffizient und Materialabfallrate auf der Grundlage von Branchenbenchmarks und Bearbeitungspraktiken:

| Präzisionstoleranz | Kostenkoeffizient | Materialabfallquote |
| ±0,1 mm | 1.0 | 3% |
| ±0,05 mm | 1.5 | 5% |
| ±0,01 mm | 2.2 | 8% |
| ±0,005 mm | 2.8 | 10% |
| ±0,001 mm | 3.5 | 12% |
Anmerkung: Der Kostenfaktor basiert auf ±0,1 mm (1,0); die Abfallrate spiegelt den subtraktiven Verarbeitungsverlust von Metallmaterialien wider.
Wirtschaftliche Auswirkungen von Präzisions-Upgrades
Strengere CNC-Toleranzen erfordern moderne CNC-Ausrüstung (z. B. $75-150 pro Stunde für eine 5-Achsen-Maschine gegenüber $40 pro Stunde für eine 3-Achsen-Maschine), Spezialwerkzeuge und längere Bearbeitungszeiten. Um beispielsweise eine Genauigkeit von ±0,001 mm zu erreichen, sind 5-8 mal längere Bearbeitungszyklen erforderlich als bei einer Toleranz von ±0,05 mm, und bei Hartmetallen wie Inconel 718 erhöht sich der Werkzeugverschleiß um 40%. Das treibt die Kosten weiter in die Höhe - bei Titanlegierungen, die $30-100/kg kosten, führt eine Verlustrate von 12% zu einem zusätzlichen Aufwand von $120-400 pro Kubikmeter.
Fallstudie: Die Risiken von übermäßiger Präzision
Ein US-amerikanischer Hersteller von Bauteilen für die Luft- und Raumfahrtindustrie verursachte eine Kostenüberschreitung von 40%, als er eine Toleranz von ±0,0005 mm für die Befestigung von Turbinenschaufeln vorgab. Die messtechnische Überprüfung ergab, dass die Funktionalität nur eine Genauigkeit von ±0,005 mm erforderte. Überhöhte Toleranzanforderungen:
Stoffspezifische Abfalldynamik
Schwer zu bearbeitende Materialien verschlimmern den Abfall:
Titan Legierungen: Eine Abfallrate von 12% entspricht $240/kg für medizinische Implantate.
Rostfreier Stahl: Laserschneiden reduziert den Abfall von 15% auf 5% im Vergleich zum herkömmlichen Fräsen.
Zusammengesetzte Materialien: GFK Bei der Verarbeitung entsteht 20%-Abfall aufgrund von Delamination.
Zu den Optimierungsstrategien gehören verschachtelte Layouts (Erhöhung der Blechausnutzung auf 92%) und die Hybridfertigung, die den Ausschuss bei komplexen Geometrien um 50% reduziert.
Kurz gesagt, die Präzisionsoptimierung muss auf die funktionalen Anforderungen abgestimmt werden, um die "Toleranzfalle"Übertriebene Präzision erhöht die Kosten ohne Leistungssteigerung. Die Hersteller sollten Toleranzsensitivitätsanalysen durchführen und dabei den kritischen Dimensionen Vorrang einräumen, während sie die unwesentlichen Dimensionen lockern, um wirtschaftliche Nachhaltigkeit zu erreichen.
Der Einfluss der Oberflächengüte auf CNC-Bearbeitungstoleranzen und Lösungen
Oberflächengüte wie Eloxieren und Galvanisieren beeinflussen die CNC-Bearbeitungstoleranzen durch Materialablagerungen oder chemische Reaktionen erheblich. Beim Eloxieren wird durch Elektrolyse eine Al₂O₃-Schicht erzeugt, und die Maßänderungen variieren je nach Verfahren: Beim gewöhnlichen Eloxieren erhöht sich das einseitige Maß um 1/3 der Schichtdicke, während beim Harteloxieren eine Erhöhung um 1/2 erfolgt. Eine harteloxierte Schicht von 15 μm ergibt beispielsweise eine einseitige Zunahme von 7,5 μm. Galvanische Abscheidungen Metall-Ionen (wie zum Beispiel Chrom und Nickel) auf der Oberfläche, mit typischen Schichtdicken von 5-50μm, wodurch sich die Abmessungen des Werkstücks direkt erhöhen.
Um diese Auswirkungen abzuschwächen, werden die Konstruktionsmaße durch Abzug der erwarteten Beschichtungsdicke angepasst. Wenn zum Beispiel erwartet wird, dass die Eloxierung die Abmessung auf einer Seite um 0,0003 Zoll erhöht, wird die Bearbeitungsabmessung um diesen Wert reduziert. A Laser-Dickenmessung Feedback-System überwacht die Schichtdicke in Echtzeit, um sicherzustellen, dass sie innerhalb der Toleranzen bleibt.
Wichtige Kontrollstrategien
Vorkompensation: Konstruktionsmaß = Fertigmaß - Erwartete Schichtdicke (z. B. 0,0003 Zoll für Eloxierung).
Abdecken: Schützen Sie unbehandelte Bereiche, um Maßabweichungen zu begrenzen.
Überwachung in Echtzeit: Das Lasersystem überwacht die Schichtdicke während der Bearbeitung.
Diese Methoden in Verbindung mit einer strengen Kontrolle der Prozessparameter (z.B. Anodisierungstemperatur 0-10°C, Stromdichte 1-5 A/dm²) gewährleisten, dass die CNC-Teile auch nach der Oberflächenbehandlung die strengen Bearbeitungstoleranzen einhalten.

Fallstudie: CNC-Bearbeitungstoleranzen in der internationalen Industrie
Sektor Luft- und Raumfahrt
Bei einem Projekt zur Bearbeitung von Turbinenschaufeln für Flugzeugtriebwerke (SUS304 rostfreier Stahl), die Anforderungen an die Maßhaltigkeit bei hohen Temperaturen und hohen Geschwindigkeiten wurden erfüllt, und die CNC-Bearbeitungstoleranzen für die Schlüssellöcher mussten mit einer Toleranz von ±0,01 mm eingehalten werden. Das Bauteil stand vor der doppelten Herausforderung, das Material zu härten (Härte HRC 45+) und Bearbeitungsdeformation aufgrund seiner dünnwandigen Struktur (1,8 mm). Bei der Lösung wurde ein 5-Achsen-CNC-Bearbeitungszentrum mit beschichteten Hartmetallwerkzeugen in einem "Schrupp- (Vorschubgeschwindigkeit 3000 mm/min) + 2 Schlichtverfahren" und unter Einbeziehung eines Online-Lasermesssystems zur Verformungskompensation in Echtzeit. Die geometrische Endgenauigkeit der Klinge betrug ≤±2 μm, und der dynamische Ausgleich lag bei <0,09 g-mm, was den strengen Anforderungen der ASME Y14.5 Normen für Luft- und Raumfahrtkomponenten.
Medizinische Industrie
Formen für künstliche Gelenke aus einer Kobalt-Chrom-Legierung verwenden 0,03 mm verzinkten Elektrodendraht in einer Bearbeitungsumgebung mit konstanter Temperatur (20±0,5℃), um eine CNC-Bearbeitungstoleranz von 0,005 mm für komplexe gebogene Konturen zu erreichen. Durch ein selbst entwickeltes "Mikrostress-Bearbeitungsverfahren" wird die Dicke der Wärmeeinflusszone von 50 μm auf unter 10 μm reduziert, wodurch die Ermüdungslebensdauer des Implantats um 30% verbessert wird. Dieses Verfahren erfüllt die FDA-Biokompatibilitätsanforderungen für implantierbare Geräte und vergrößert die Knochenintegrationsfläche der porösen Struktur des Hüftgelenkschaftes um 40% im Vergleich zu herkömmlichen Verfahren, mit einer Oberflächenrauhigkeit von Ra 0,05 μm.
Automobilherstellung
Ein neues Projekt zur Bearbeitung von Batteriegehäusen für Energiefahrzeuge (6061-T6 Aluminiumlegierung) erfordert stabile Maßtoleranzen von ±0,05 mm (f-level Genauigkeit) und eine Ebenheit von 0,02 mm/m während der Massenproduktion. Der Prozess verwendet ein "Schruppen fräsen + Hochgeschwindigkeits-Finish (10.000 U/min Spindel)" Technik mit einem japanischen Fanuc Robodrill-Bearbeitungszentrum, das eine einmalige T-Nut-Formung durch Schwingung der U-Achse. Die statistische Prozesskontrolle (SPC) zeigt einen CPK-Wert von 1,67 für die kritische Abmessung, wobei die Fehlerrate unter 0,3% gehalten wird. Mit dieser Lösung wird der Montagespalt zwischen dem Batteriegehäuse und dem Modul von 0,2 mm bei herkömmlichen Verfahren auf 0,08 mm reduziert, was die Wärmeableitungseffizienz um 15% verbessert.
Branchenübergreifender Vergleich von Toleranzkontrollen
| Branchen | Typische Toleranzanforderungen | Zentrale Herausforderungen | Wichtige technologische Methoden |
| Luft- und Raumfahrt | ±0,005~±0,01 mm | Materialverformung bei hohen Temperaturen | 5-Achsen-Bearbeitung + Online-Messung |
| Medizinische | ±0,005 mm | Gleichgewicht zwischen Biokompatibilität und Präzision | Mikro-Spannungsbearbeitung + konstante Temperaturkontrolle |
| Automobilindustrie | ±0,03~±0,05 mm | Konsistenz der Massenproduktion | Hochgeschwindigkeits-Präzisionsendbearbeitung + SPC-Prozesskontrolle |
Optimierungsstrategien für die CNC-Bearbeitungstoleranzkontrolle
Die Optimierung von Toleranzen bei der CNC-Bearbeitung erfordert die Integration von Entwurfs-, Bearbeitungs- und Prüfverfahren. In der Konstruktionsphase vereinfachen DFM-Prüfungen (Design for Manufacturability) die Toleranzanforderungen, indem sie unkritische Merkmale identifizieren und die Geometrie anpassen, z. B. die Wandstärke von dünnwandigen Strukturen auf ≥1,5 mm erhöhen, um Verformungen zu vermeiden. In der Bearbeitungsphase kommen adaptive Steuerungssysteme zum Einsatz, wie z. B. die Rückführung der Spindellast zur Anpassung der Vorschubgeschwindigkeit und mehrstufige Bearbeitungsstrategien (Schruppen → Halbschlichten → Schlichten) mit Parameteroptimierung (z. B. 1500-3000 U/min Spindeldrehzahl, 0,1-0,3 mm/r Vorschubgeschwindigkeit für die Aluminiumlegierung 6061). Die Inspektion erfolgt mit Laserinterferometern (Genauigkeit ±0,5 μm) zur Echtzeitüberwachung und regelmäßigen Kalibrierung (alle sechs Monate).
Fallstudie: Weldo Bearbeitungszentren nutzen die Technologie des digitalen Zwillings zur Simulation von Prozessen und reduzieren durch vorausschauende Fehlerkompensation die Toleranzschwankungen bei der CNC-Bearbeitung um 30%. Diese integrierte Strategie gewährleistet die Toleranzkontrolle in komplexen Szenarien, von Komponenten für die Luft- und Raumfahrt (±0,005 mm) bis hin zur Unterhaltungselektronik (±0,1 mm).
Zusammenfassung der wichtigsten Maßnahmen
Entwurf: Die DFM-Prüfung vereinfacht die Toleranzen und vermeidet unnötige Komplexität.
Zerspanung: Adaptive Parameteranpassung und mehrstufiges Schneiden mit Präzisionswerkzeugen.
Inspektion: Die Laserinterferometrie wird für die Echtzeitüberwachung und regelmäßige Kalibrierung eingesetzt.
Schlussfolgerung: Zukünftige Trends bei CNC-Bearbeitungstoleranzen
Die CNC-Bearbeitungstoleranzen, die ein Gleichgewicht zwischen Qualität und Kosten herstellen, entwickeln sich in Richtung intelligenter Präzision im Nanometerbereich. Die Quantensensorik könnte die Genauigkeit bis 2030 auf Sub-Nanometer erhöhen, während die KI-gesteuerte Programmierung die Entwicklungszeit verkürzt. Digitale Zwillinge und IoT ermöglichen die Fernüberwachung, wobei 55% der neuen Werkzeuge intelligent sind und die "digitalen Fabriken" vorantreiben. Umweltfreundliche und hochpräzise Fertigung gehen Hand in Hand, z. B. verlängern nanobeschichtete Werkzeuge die Lebensdauer und sparen Energie. Die Entwicklung von CNC-Toleranzen ist ein wichtiger Indikator für die Wettbewerbsfähigkeit und unterstützt die Luft- und Raumfahrt sowie die Medizintechnik, was das ständige Streben nach Präzisionsfertigung widerspiegelt.








