

L'anodisation ne peut pas masquer les problèmes de surface d'une pièce. Au contraire, elle rend souvent plus visibles les marques d'usinage, les rayures, la contamination par l'huile, les empreintes digitales, les différences de structure des matériaux, le microbillage inégal, les bavures et la corrosion locale. De nombreux défauts, tels que les variations de couleur, les taches noires, les marques blanches, les piqûres, les brûlures ou une mauvaise étanchéité, ne sont pas dus au seul processus d'anodisation. Ils sont généralement le résultat de la combinaison des conditions du matériau, des solutions chimiques, des paramètres électriques et des opérations de production.
Par conséquent, pour obtenir systématiquement des pièces en aluminium anodisé de haute qualité, le contrôle de la qualité ne doit pas attendre l'inspection finale. Il doit commencer avant l'étape de l'anodisation électrolytique.

Défauts d'anodisation courants et leur apparence
Au cours des 15 dernières années, Weldo Machining a fabriqué un grand nombre de pièces en aluminium anodisé pour des clients des secteurs de l'électronique, de l'équipement d'automatisation, de la robotique, des appareils médicaux et des machines industrielles. Grâce aux commentaires des clients, aux cas de reprise et aux problèmes de qualité de la production de masse, nous avons résumé les problèmes de finition de surface les plus souvent rencontrés dans notre service d'inspection de la qualité, comme le montre le tableau ci-dessous.
| Type de défaut | Apparence commune | Diagnostic initial |
|---|---|---|
| Variation de couleur | Les pièces d'un même lot présentent des nuances différentes ; l'anodisation noire apparaît grise ou jaune ; les couleurs varient d'un lot à l'autre. | les problèmes de lots de matériaux, d'épaisseur du revêtement, de microbillage, de teinture ou d'homogénéité du scellement |
| Taches noires / marques blanches | Points noirs, marques blanches, taches d'eau, taches locales ou blanchiment près des trous et des bords. | Résidus d'huile, nettoyage insuffisant, liquide piégé dans les trous, inclusions de matériaux, mauvaise étanchéité |
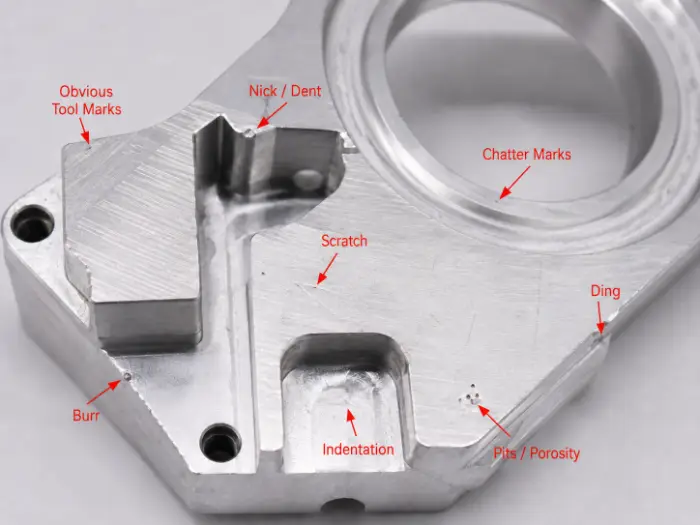
| Lignes rugueuses / marques d'usinage | Les marques d'outils, les marques de frottement, les lignes longitudinales ou une texture locale inégale restent visibles après l'anodisation. | Qualité de la surface usinée, marques de fixation, corrosion acide ou décapage par billes irrégulier |
| Piqûres / petites piqûres | Petites dépressions ou défauts en pointillés à la surface, dans les zones filetées ou à proximité des orifices. | Défauts d'usinage, bavures, corrosion locale, décapage acide ou alcalin excessif |
| Surface brûlante / grise | Les bords ou certaines zones deviennent gris, noirs, rugueux ou poudreux. | Concentration de courant, arêtes vives, mauvais contact avec le support, température anormale du bain |
| Altération de la couleur / mauvaise résistance à la corrosion | La couleur s'efface, devient plus claire, la surface se tache facilement ou le test au brouillard salin échoue. | Teinture instable, scellage insuffisant, méthode de scellage inadaptée |
| Marques d'usure / rayures de manutention | Marques de contact, marques de serrage, rayures, bosses ou marques de pression de l'emballage sur les surfaces cosmétiques | Mauvais emplacement du rack, mauvaise fixation, manipulation insuffisante ou protection de l'emballage |
4 Principales causes de défauts d'anodisation et comment les prévenir
Problèmes liés aux matériaux
Le matériau est à la base de la qualité de l'anodisation. Même lorsque le processus d'anodisation est exactement le même, des qualités d'aluminium, des lots de matériaux, des structures de grain et des microstructures de métal de base différents peuvent conduire à des résultats d'anodisation différents.
Effet de la qualité de l'alliage d'aluminium
Les différents alliages d'aluminium contiennent des quantités différentes de magnésium, de silicium, de cuivre, de zinc, de fer et d'autres éléments. Ces éléments affectent directement la couleur, la brillance, l'uniformité et la résistance à la corrosion après l'anodisation.
| Alliage d'aluminium | Performance de l'anodisation | Recommandation |
| 6061 | Bonne performance globale | Convient à la plupart des pièces usinées en aluminium anodisé |
| 6063 | Bon aspect cosmétique | Convient pour les pièces décoratives et cosmétiques |
| 6082 | Performance d'anodisation relativement stable | Convient aux pièces structurelles et mécaniques |
| 7075 | Haute résistance, mais la couleur tend à être plus foncée | Convient pour les pièces fonctionnelles ; risque plus élevé de variation de couleur cosmétique |
| 2024 | Teneur élevée en cuivre, risque cosmétique et de corrosion plus élevé | Non recommandé pour les pièces anodisées à haute teneur en carbone |
| ADC12 / A380 | Teneur élevée en silicium, tendance à l'apparition d'un aspect gris, noir ou tacheté. | Ne convient pas à l'anodisation cosmétique de haute qualité |
Différences entre les lots de matériaux et les microstructures
Même avec la même qualité de 6061, des fournisseurs, des lots ou des conditions de traitement thermique différents peuvent entraîner des variations de couleur visibles après l'anodisation. Pour les pièces cosmétiques multiples utilisées dans le même produit, le mélange des lots de matériaux peut facilement entraîner des différences de couleur grise, noire ou jaunâtre.
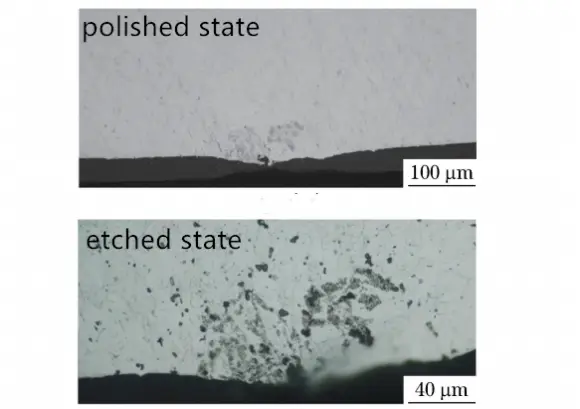
La microstructure du matériau affecte également les résultats de l'anodisation. Les inclusions superficielles, la distribution anormale des dispersoïdes ou les différences de grain peuvent provoquer des taches noires, des stries, des variations de couleur, des marbrures ou un aspect bicolore.
Étant donné que la cause première provient de la matière elle-même, ces défauts ne peuvent généralement pas être complètement résolus en ajustant les paramètres de teinture ou de scellage.
Défauts d'usinage
De nombreux défauts d'anodisation proviennent de l'usinage. Par exemple, les marques d'outils, les bavures, les défauts de filetage, les bosses de fixation et la corrosion locale formée pendant l'usinage. Fraisage CNC peuvent devenir plus évidents après l'anodisation.
Voici quelques exemples typiques :
- Les lignes d'usinage surélevées peuvent subir une corrosion locale lors du décapage à l'acide ou du polissage chimique, formant des lignes rugueuses après l'anodisation.
- Les défauts de filetage ou les bavures peuvent se corroder et apparaître sous forme de piqûres après l'anodisation.
- Les bosses de fixation peuvent devenir des différences de couleur visibles ou des marques sombres après l'anodisation.
- Des marques d'outils profondes peuvent rester visibles même après le microbillage.
- Les bavures autour des trous, les fonds de fentes et les arêtes vives peuvent provoquer des bords noircis, des piqûres ou des anomalies locales du revêtement après l'anodisation.
L'anodisation n'est pas un procédé permettant de masquer les défauts d'usinage. Les surfaces cosmétiques doivent être stables, propres et exemptes de défauts évidents avant l'anodisation.
Solutions
- Pour les pièces à forte valeur esthétique, privilégiez les matériaux 6061 ou 6063 et évitez les matériaux en aluminium moulé sous pression tels que ADC12 et A380.
- Dans la mesure du possible, utiliser le même lot de matériaux pour les pièces cosmétiques d'un même produit afin de réduire les variations de couleur après l'anodisation.
- Pour les matériaux à haut risque tels que le 7075 et le 2024, effectuez un essai d'anodisation avant la production en série afin de vérifier la couleur et l'aspect.
- Si des marques d'outil, des rayures, des bavures ou des arêtes vives apparaissent après l'usinage, il convient de les réparer en les rectifiant, en les chanfreinant, en les retravaillant ou en les réusinant avant d'envoyer les pièces à l'anodisation.
- Si des gros grains, des inclusions superficielles, une microstructure anormale ou d'autres défauts du matériau sont constatés, il faut d'abord envisager de changer de matériau et, si nécessaire, d'ajouter une inspection de la microstructure superficielle au lieu d'ajuster à plusieurs reprises les paramètres d'anodisation.
Problèmes de solutions chimiques
L'anodisation n'implique pas qu'une seule cuve d'anodisation. Un processus complet comprend généralement un dégraissage, une attaque alcaline, un décapage, une anodisation, une teinture, un scellement et plusieurs étapes de rinçage. Toute condition anormale dans ces solutions peut entraîner des défauts finaux.
Dégraissage et nettoyage insuffisants
Si le liquide de coupe, l'huile, le produit antirouille, les empreintes digitales ou le produit de polissage sur les pièces d'aluminium usinées ne sont pas entièrement enlevés, ils peuvent interférer avec la formation du film d'oxyde. Cela peut provoquer des taches noires, des marques blanches, une coloration inégale, des zones locales non revêtues ou des taches d'eau après le scellement. Les zones complexes telles que les trous, les fentes, les filetages et les cavités internes sont plus susceptibles de retenir les contaminants et les solutions de traitement, ce qui les rend plus sujettes aux marques blanches, à la corrosion ou aux anomalies de couleur.
Gravure alcaline, décapage à l'acide ou démoulage anormaux
La gravure alcaline est souvent utilisée pour éliminer la couche d'oxyde naturelle, la contamination légère et les irrégularités locales de la surface. La solution d'hydroxyde de sodium est un moyen courant. Toutefois, si les paramètres de l'attaque alcaline, du décapage acide ou du polissage chimique ne sont pas bien contrôlés, ils risquent d'attaquer excessivement le substrat d'aluminium. Par exemple, une attaque alcaline excessive peut augmenter la rugosité de la surface, tandis qu'un décapage acide excessif peut provoquer une corrosion locale.
En outre, après l'attaque alcaline, la surface de l'aluminium peut conserver des résidus gris foncé formés par le silicium, le cuivre, le fer, le zinc ou d'autres éléments d'alliage. Si le décapage est insuffisant, ces résidus peuvent entraver la croissance uniforme du film d'oxyde et provoquer des taches noires, des taches grises, des marbrures ou une coloration inégale.
Électrolyte d'anodisation, solution de teinture et solution de scellement anormaux
L'anodisation de type II utilise généralement un électrolyte à base d'acide sulfurique, avec une épaisseur de revêtement typique d'environ 5-25 μm. L'anodisation dure de type III nécessite une température plus basse, une densité de courant plus élevée et un contrôle plus strict du processus, avec une épaisseur de revêtement typique d'environ 25-75 μm.
Si la concentration de l'électrolyte, la température, le niveau d'impureté ou l'état du bain sont anormaux, l'épaisseur du revêtement peut être instable, la surface grise, brûlante, le revêtement décollé, la couleur instable ou la résistance à la corrosion réduite.
Les solutions de teinture et de scellage ont également une incidence sur la qualité finale. Des paramètres de teinture instables peuvent entraîner des variations de couleur. Un scellement insuffisant peut entraîner une décoloration, des taches, des traces d'eau ou une diminution de la résistance à la corrosion.
Les méthodes de scellement les plus courantes sont les suivantes :
| Méthode de scellement | Moyen commun | Application |
| Etanchéité à l'eau chaude | Eau désionisée bouillante ou proche de l'ébullition | Anodisation transparente et protection générale contre la corrosion |
| Scellement en acétate de nickel | Solution d'acétate de nickel | Anodisation noire et colorée |
| Scellement à froid | Système à base de fluorure de nickel | Anodisation décorative à haut volume |
| Scellement au bichromate | Solution de bichromate | Applications spéciales résistantes à la corrosion, aérospatiales ou militaires |
L'anodisation teintée de type II nécessite généralement un scellement pour améliorer la stabilité de la couleur et la résistance à la corrosion. La nécessité de sceller l'anodisation dure de type III dépend de l'application. La décision doit équilibrer la résistance à l'usure et la résistance à la corrosion.
Solutions
- La solution de dégraissage doit permettre d'éliminer efficacement le liquide de coupe, l'huile, les empreintes digitales et les produits de polissage.
- La durée du décapage alcalin et du décapage acide ne doit pas être trop longue pour éviter une corrosion excessive de la surface.
- Le démoulage devrait être suffisant, en particulier pour les matériaux 7075, 2024 et les matériaux contenant du silicium.
- Les bains d'anodisation à l'acide sulfurique doivent contrôler la concentration, la température et les niveaux d'impureté.
- La solution de scellement doit contrôler le pH, la température, la durée et la qualité de l'eau afin de garantir la stabilité de la couleur et la résistance à la corrosion.
Problèmes liés aux paramètres électriques
L'anodisation est un processus électrochimique. Le courant, la tension, la durée, la température, le contact électrique et la répartition du courant sont autant d'éléments qui influent sur la qualité du revêtement.
Densité de courant et contrôle de la température inappropriés
Une densité de courant excessive peut provoquer des réactions trop rapides dans les angles vifs, les parois minces et les zones où le contact électrique est mauvais, ce qui entraîne des brûlures, des surfaces grises, des rugosités ou un revêtement poudreux. Pour l'anodisation dure, le contrôle de la température du bain est particulièrement important. Une température excessive peut perturber l'équilibre entre la croissance et la dissolution du film d'oxyde.
Temps d'anodisation et contrôle de l'épaisseur du revêtement inappropriés
Anodisation L'épaisseur du revêtement dépend du temps, de la densité du courant, de l'alliage et de l'état du bain. Si le temps est trop court, le revêtement peut être trop fin, ce qui réduit la résistance à la corrosion et l'absorption des colorants. Si le temps est trop long, le revêtement peut devenir trop épais, ce qui entraîne des écarts dimensionnels, une rugosité accrue ou une couleur plus foncée.
L'anodisation de type II a généralement une épaisseur de revêtement d'environ 5-25 μm et convient pour l'apparence, la protection contre la corrosion et la teinture. L'anodisation dure de type III a généralement une épaisseur de revêtement d'environ 25-75 μm et convient pour la résistance à l'usure, l'isolation et le renforcement fonctionnel.
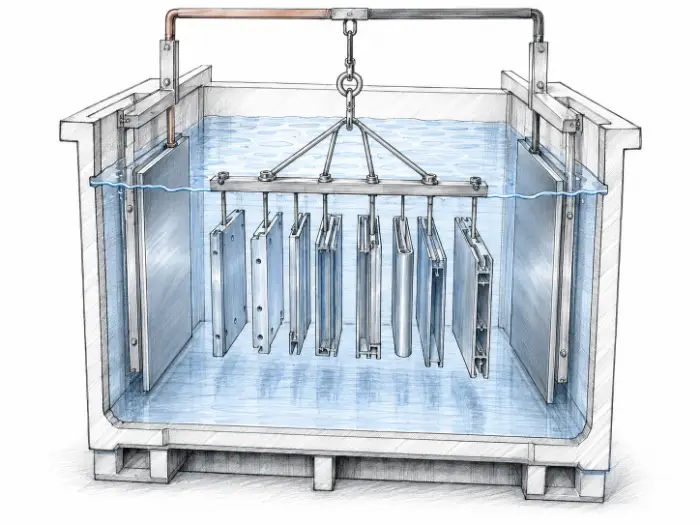
Mauvais contact électrique
Les crémaillères ne servent pas seulement à maintenir les pièces, elles assurent également la conduction électrique. Si la surface de contact du support est trop petite, si les points de contact sont mal fixés ou si une couche d'oxyde existante affecte la conductivité, les pièces peuvent présenter des zones non revêtues, une épaisseur inégale, des anomalies de couleur, des brûlures locales ou un noircissement à proximité des points du support.

Solutions
- Calculez le courant approprié en fonction de la surface de la pièce et contrôlez la densité du courant et la température du bain pour éviter les brûlures et les anomalies de revêtement sur les bords et les parois minces.
- Optimiser le rayonnage et le contact électrique pour assurer une conductivité stable, améliorer la distribution du courant et réduire les inégalités d'épaisseur ou les différences de couleur locales.
- Contrôler le temps d'anodisation en fonction des exigences d'épaisseur, vérifier si l'épaisseur requise peut être atteinte dans les trous profonds, les fentes étroites et les cavités internes, et envisager une compensation dimensionnelle à l'avance.
Erreurs opérationnelles
Outre le matériau, les solutions chimiques et les paramètres électriques, les opérations manuelles et le contrôle du processus peuvent également être à l'origine de défauts d'anodisation, en particulier sur les pièces cosmétiques et les pièces anodisées noires.
Traitement de surface incohérent
Le microbillage, le brossage et le polissage ont une incidence directe sur l'homogénéité de la couleur et de l'aspect après l'anodisation. Des paramètres de microbillage incohérents peuvent entraîner des différences de brillance et de couleur. Les pièces brossées doivent conserver la même direction de grain. Les pièces polies doivent être soigneusement nettoyées afin d'éliminer le produit de polissage et la cire ; dans le cas contraire, des colorations inégales, des taches ou des anomalies de revêtement peuvent apparaître.
Rinçage et séchage insuffisants
Le rinçage et le séchage après l'anodisation ont une incidence directe sur l'aspect final et la résistance à la corrosion. Si le liquide de traitement reste dans les trous, les fentes, les filets ou les cavités internes, il peut provoquer des marques blanches, des taches d'eau, de la corrosion, une coloration inégale ou une mauvaise étanchéité. Les trous profonds, les trous borgnes et les structures complexes doivent faire l'objet d'un rinçage, d'un soufflage et d'un séchage supplémentaires.
Mauvais masquage et mauvaise planification des supports
Certaines zones des pièces usinées en aluminium, telles que les filetages, les alésages des roulements, les surfaces de mise à la terre, les surfaces d'emmanchement et les surfaces d'étanchéité, doivent souvent être masquées en fonction des exigences fonctionnelles. Une mauvaise planification du masquage peut entraîner des modifications dimensionnelles, des problèmes d'assemblage, une réduction de la conductivité électrique ou des traces de rayures sur les surfaces esthétiques.
Mauvaise manipulation et mauvais emballage
De nombreuses pièces anodisées sont acceptables lorsque le processus est terminé, mais elles sont rayées ou contaminées lors de l'inspection, du transfert, de l'emballage ou de l'expédition. Cela est particulièrement évident sur les pièces anodisées noires, où de légères rayures, des bosses ou le frottement d'une pièce à l'autre peuvent révéler l'aluminium brillant en dessous.
Solutions
- Confirmer l'emplacement des marques de la crémaillère avant de procéder à l'anodisation.
- Masquer les filetages, les alésages des roulements, les surfaces d'étanchéité, les surfaces de mise à la terre et les surfaces d'emmanchement si nécessaire.
- Le rinçage et le séchage doivent couvrir les trous, les fentes et les cavités internes.
- Les pièces anodisées noires ne doivent pas frotter directement les unes contre les autres.
- Les pièces cosmétiques doivent être emballées individuellement, à l'aide de séparateurs souples ou de plateaux blister.

Exigences à définir sur les plans et les bons de commande
Pour les pièces usinées en aluminium, écrire seulement “anodisé” ou “anodisé noir” sur un dessin ou un bon de commande n'est généralement pas assez clair. Pour éviter les variations de couleur, les différences d'épaisseur du revêtement, les problèmes dimensionnels, l'altération de la couleur ou les problèmes d'assemblage, il convient de définir au moins les six exigences suivantes.
Type d'anodisation : Définir clairement le type d'anodisation, par exemple Type II, Type III, anodisation claire, anodisation noire, ou anodisation du bronze, Les produits de l'industrie alimentaire sont souvent utilisés dans des conditions difficiles, car les différents procédés correspondent à des exigences différentes en matière d'aspect, de protection contre la corrosion, de résistance à l'usure et de fonctionnalité.
Épaisseur du revêtement : L'épaisseur du revêtement influe sur la résistance à la corrosion et à l'usure, la couleur et les dimensions. Le dessin doit préciser la fourchette d'épaisseur. Pour l'anodisation dure, la tolérance dimensionnelle et le jeu d'assemblage doivent être pris en compte en même temps.
Qualité du matériau : Indiquez clairement la qualité de l'alliage d'aluminium et utilisez le même lot de matériaux dans la mesure du possible. Cela permet d'améliorer la constance de la couleur après l'anodisation et de réduire les variations de couleur.
Norme d'apparence : Définir clairement les exigences en matière de couleur et d'esthétique. Un échantillon approuvé est recommandé comme norme d'acceptation.
Exigences en matière d'étanchéité : Définir clairement si un scellement est nécessaire et quelle méthode de scellement doit être utilisée, car la qualité du scellement affecte directement la stabilité de la couleur, la résistance aux taches et la résistance à la corrosion.
Exigences en matière de masquage et de dimensions : Définir clairement les zones à masquer et les exigences dimensionnelles finales pour éviter que la couche anodisée n'affecte la précision de l'assemblage ou la conductivité électrique.
Exemple de spécification simplifiée
Matériau : Aluminium 6061-T6
Procédé : Anodisation noire à l'acide sulfurique de type II
Épaisseur du revêtement : 10-15 μm
Couleur : conforme à l'échantillon approuvé
Scellage : Joint en acétate de nickel requis
Masquage : Les filetages et les alésages des roulements doivent être masqués.
Conclusion
Les défauts d'anodisation sont rarement causés par un seul facteur. Ils sont généralement le résultat combiné de l'état du matériau, des paramètres du processus, du traitement chimique et des opérations de production. Ce n'est qu'en contrôlant l'ensemble du processus, de la préparation de l'usinage à la manipulation post-anodisation, que l'on peut obtenir un aspect stable et des performances fonctionnelles.
Pour réduire ces défauts, il est préférable de travailler avec une usine d'usinage unique expérimentée telle que Weldo Machining. Cela permet de garantir une plus grande stabilité des pièces personnalisées et de la qualité de la surface. Si vous souhaitez en savoir plus ou comparer citations, N'hésitez pas à nous contacter.









{kind=link}
{kind=link}