










Анодирование не может скрыть проблемы с поверхностью детали. Напротив, оно часто делает более заметными следы механической обработки, царапины, масляные загрязнения, отпечатки пальцев, различия в структуре материала, неравномерную дробеструйную обработку, заусенцы и локальную коррозию. Многие дефекты, такие как изменение цвета, черные пятна, белые следы, точечная коррозия, выгорание или плохая герметизация, возникают не только в результате процесса анодирования. Обычно они являются результатом совместной работы условий материала, химических растворов, электрических параметров и производственных операций.
Поэтому, чтобы постоянно получать высококачественные детали из анодированного алюминия, контроль качества не должен дожидаться окончательного контроля. Он должен начинаться еще до стадии электролитического анодирования.

Распространенные дефекты анодирования и их внешний вид
За последние 15 лет компания Weldo Machining изготовила большое количество деталей из анодированного алюминия для клиентов, работающих в области электроники, оборудования для автоматизации, робототехники, медицинских приборов и промышленного оборудования. Благодаря отзывам клиентов, случаям доработки и проблемам с качеством серийного производства мы обобщили проблемы с отделкой поверхности, которые чаще всего встречаются в нашем отделе контроля качества, как показано ниже.
| Тип дефекта | Общий вид | Первоначальный диагноз |
|---|---|---|
| Изменение цвета | Детали из одной партии имеют разные оттенки; черное анодирование выглядит серым или желтым; цвета в разных партиях различаются | Проблемы с партиями материала, толщиной покрытия, дробеструйной обработкой, окрашиванием или герметизацией |
| Черные точки / белые пятна | Черные точки, белые пятна, водяные разводы, локальные пятна или побеление вблизи отверстий и краев | Остатки масла, недостаточная очистка, застой жидкости в отверстиях, включения материала, плохая герметизация |
| Неровные линии / следы обработки | После анодирования остаются видимые следы от инструмента, следы от дребезга, продольные линии или неровная текстура. | Качество обработанной поверхности, следы от крепежа, кислотная коррозия или неравномерная дробеструйная обработка |
| Ямы / небольшие ямки | Небольшие впадины или точечные дефекты на поверхности, в местах резьбы или вблизи отверстий | Дефекты обработки, заусенцы, локальная коррозия, чрезмерное кислотное травление или щелочное травление |
| Горящая / серая поверхность | Края или локальные участки становятся серыми, черными, шершавыми или порошкообразными | Концентрация тока, острые края, плохой контакт со стойкой, ненормальная температура ванны |
| Выцветание цвета / плохая коррозионная стойкость | Цвет стирается, становится светлее, поверхность легко окрашивается или не проходит испытание солевым туманом | Нестабильное окрашивание, недостаточная герметизация, неподходящий метод герметизации |
| Следы от стоек / царапины от обработки | Следы контакта, следы зажима, царапины, вмятины или следы давления упаковки на косметических поверхностях | Неправильное расположение в стойке, плохое крепление, недостаточная защита при транспортировке или упаковке |
4 Основные причины дефектов анодирования и способы их предотвращения
Проблемы, связанные с материалами
Материал - основа качества анодирования. Даже если процесс анодирования абсолютно одинаков, различные марки алюминия, партии материала, структуры зерна и микроструктуры основного металла могут привести к различным результатам анодирования.
Влияние марки алюминиевого сплава
Различные алюминиевые сплавы содержат разное количество магния, кремния, меди, цинка, железа и других элементов. Эти элементы напрямую влияют на цвет, яркость, однородность и устойчивость к коррозии после анодирования.
| Алюминиевый сплав | Характеристики анодирования | Рекомендация |
| 6061 | Хорошая общая производительность | Подходит для большинства анодированных деталей из обработанного алюминия |
| 6063 | Хороший косметический вид | Подходит для декоративных и косметических деталей |
| 6082 | Относительно стабильные характеристики анодирования | Подходит для конструкционных и механических деталей |
| 7075 | Высокая прочность, но цвет, как правило, более темный | Подходит для функциональных деталей; повышенный риск косметического изменения цвета |
| 2024 | Высокое содержание меди, повышенный косметический и коррозионный риск | Не рекомендуется использовать для анодированных деталей с высокой степенью защиты |
| ADC12 / A380 | Высокое содержание кремния, склонность к появлению серых, черных или пестрых пятен | Не подходит для высококачественного косметического анодирования |
Различия в партии материала и микроструктуре
Даже при использовании одного и того же сорта 6061 разные поставщики, партии или условия термообработки могут вызвать видимые различия в цвете после анодирования. Для нескольких косметических деталей, используемых в одном изделии, смешение партий материала может легко привести к различиям в сером, черном или желтоватом цвете.
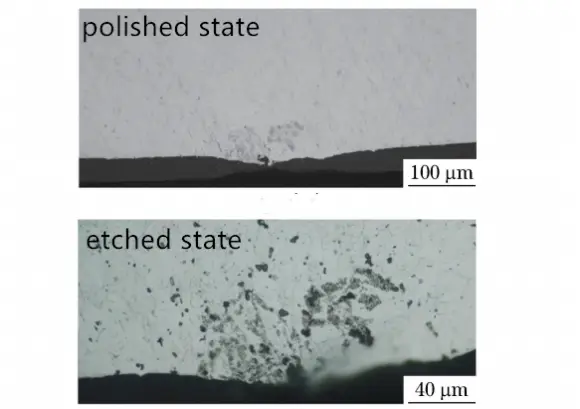
Микроструктура материала также влияет на результаты анодирования. Поверхностные включения, ненормальное распределение дисперсоидов или различия в зерне могут вызвать черные пятна, разводы, изменение цвета, крапчатость или двухцветный вид.
Поскольку первопричина кроется в самом материале, эти дефекты обычно не могут быть полностью устранены путем корректировки параметров крашения или запечатывания.
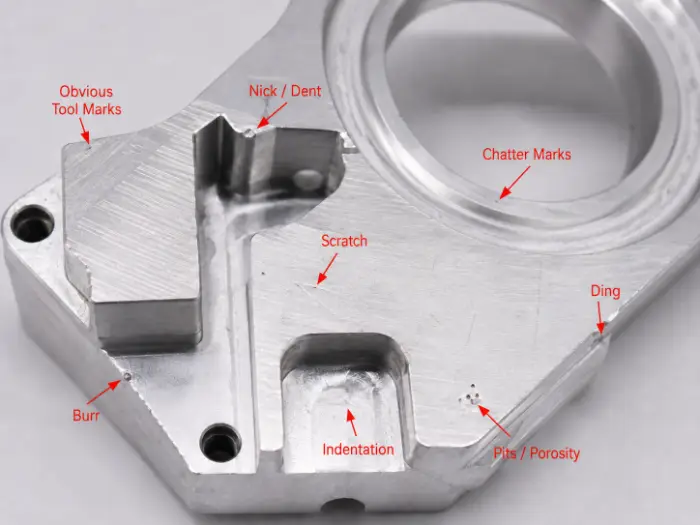
Дефекты механической обработки
Многие дефекты анодирования возникают в процессе обработки. Например, следы от инструмента, заусенцы, дефекты резьбы, вмятины от крепежа и локальная коррозия, образовавшаяся в процессе обработки. Фрезерование с ЧПУ может стать более очевидным после анодирования.
Типичные примеры включают:
- Рельефные линии обработки могут подвергаться локальной коррозии во время кислотного травления или химической полировки, образуя шероховатые линии после анодирования.
- Дефекты резьбы или заусенцы могут вызвать коррозию и проявиться в виде точечной коррозии после анодирования.
- После анодирования вмятины могут стать видимыми цветовыми различиями или темными пятнами.
- Глубокие следы от инструмента могут оставаться видимыми даже после дробеструйной обработки.
- Заусенцы вокруг отверстий, дно пазов и острые края могут привести к почернению краев, точечной коррозии или локальным нарушениям покрытия после анодирования.
Анодирование не является процессом для скрытия дефектов обработки. Косметические поверхности перед анодированием должны быть стабильными, чистыми и не иметь явных дефектов.
Решения
- Для деталей с высокой степенью эстетичности отдавайте предпочтение 6061 или 6063 и избегайте литых алюминиевых материалов, таких как ADC12 и A380.
- По возможности используйте одну и ту же партию материала для косметических деталей одного и того же изделия, чтобы уменьшить разброс цветов после анодирования.
- Для материалов с повышенным риском, таких как 7075 и 2024, выполните пробное анодирование перед серийным производством, чтобы проверить цвет и внешний вид.
- Если после обработки обнаружены явные следы от инструмента, царапины, заусенцы или острые кромки, устраните их путем шлифования, снятия фаски, доработки или повторной обработки перед отправкой деталей на анодирование.
- Если обнаружены крупные зерна, поверхностные включения, аномальная микроструктура или другие дефекты материала, сначала замените материал и, при необходимости, добавьте проверку микроструктуры поверхности вместо того, чтобы многократно настраивать параметры анодирования.
Решение химических задач
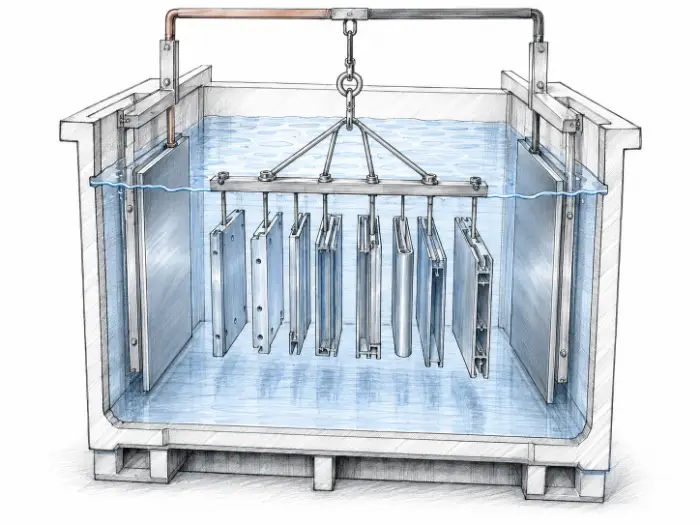
Анодирование включает в себя не только одну емкость для анодирования. Полный процесс обычно включает в себя обезжиривание, щелочное травление, десмуттинг, анодирование, окрашивание, герметизацию и несколько этапов промывки. Любые аномальные условия в этих растворах могут привести к окончательным дефектам.
Недостаточное обезжиривание и очистка
Если смазочно-охлаждающая жидкость, масло, средство против ржавчины, отпечатки пальцев или полировочный состав на обработанных алюминиевых деталях удалены не полностью, они могут препятствовать образованию оксидной пленки. Это может привести к появлению черных пятен, белых следов, неравномерному окрашиванию, локальным непокрытым участкам или пятнам от воды после герметизации. Сложные участки, такие как отверстия, пазы, резьба и внутренние полости, с большей вероятностью будут удерживать загрязнения и обрабатывающие растворы, что делает их более склонными к появлению белых пятен, коррозии или нарушению цвета.
Ненормальное щелочное травление, кислотное травление или обессмысливание
Щелочное травление часто используется для удаления естественного оксидного слоя, легких загрязнений и локальных неровностей поверхности. Обычной средой является раствор гидроксида натрия. Однако если параметры щелочного травления, кислотного травления или химической полировки не контролируются должным образом, они могут чрезмерно воздействовать на алюминиевую подложку. Например, чрезмерное щелочное травление может увеличить шероховатость поверхности, а чрезмерное кислотное травление может вызвать локальную коррозию.
Кроме того, после щелочного травления на поверхности алюминия могут оставаться темно-серые остатки, образованные кремнием, медью, железом, цинком или другими легирующими элементами. Если десмуттинг недостаточен, эти остатки могут препятствовать равномерному росту оксидной пленки и вызывать черные пятна, серый налет, крапчатость или неравномерное окрашивание.
Ненормальный электролит для анодирования, красящий раствор и раствор для герметизации
Для анодирования типа II обычно используется сернокислый электролит, а типичная толщина покрытия составляет около 5-25 мкм. Твердое анодирование типа III требует более низкой температуры, более высокой плотности тока и более строгого контроля процесса, при этом типичная толщина покрытия составляет около 25-75 мкм.
Если концентрация электролита, температура, уровень примесей или состояние ванны не соответствуют норме, это может привести к нестабильной толщине покрытия, серой поверхности, выгоранию, рыхлому покрытию, нестабильному цвету или снижению коррозионной стойкости.
Красящие и уплотняющие растворы также влияют на конечное качество. Нестабильные параметры крашения могут привести к изменению цвета. Недостаточная герметизация может привести к выцветанию цвета, появлению пятен, водяных знаков или снижению коррозионной стойкости.
К распространенным методам герметизации относятся:
| Метод герметизации | Обычная среда | Приложение |
| Уплотнение горячей воды | Кипящая или близкая к кипению деионизированная вода | Прозрачное анодирование и общая защита от коррозии |
| Уплотнение из ацетата никеля | Раствор ацетата никеля | Черное и цветное анодирование |
| Холодная герметизация | Система на основе фторида никеля | Высокопроизводительное декоративное анодирование |
| Дихроматное уплотнение | Раствор дихромата | Специальные коррозионностойкие, аэрокосмические и военные применения |
Окрашенное анодирование типа II обычно требует герметизации для улучшения стабильности цвета и коррозионной стойкости. Нужно ли запечатывать твердое анодирование типа III, зависит от области применения. При принятии решения необходимо соблюдать баланс между износостойкостью и коррозионной стойкостью.
Решения
- Обезжиривающий раствор должен эффективно удалять смазочно-охлаждающую жидкость, масло, отпечатки пальцев и полировочные составы.
- Время щелочного травления и кислотного травления не должно быть слишком большим, чтобы избежать чрезмерной коррозии поверхности.
- Десмутирование должно быть достаточным, особенно для 7075, 2024 и кремнийсодержащих материалов.
- В ваннах для анодирования серной кислотой необходимо контролировать концентрацию, температуру и уровень примесей.
- При запечатывании раствора необходимо контролировать pH, температуру, время и качество воды, чтобы обеспечить устойчивость цвета и коррозионную стойкость.
Проблемы с электрическими параметрами
Анодирование - это электрохимический процесс. Ток, напряжение, время, температура, электрический контакт и распределение тока - все это влияет на качество покрытия.
Неправильная плотность тока и контроль температуры
Чрезмерная плотность тока может вызвать слишком быструю реакцию на острых углах, тонких стенках и участках с плохим электрическим контактом, что приведет к пригоранию, серым поверхностям, шероховатости или порошкообразному покрытию. Для твердого анодирования особенно важен контроль температуры в ванне. Чрезмерно высокая температура может нарушить баланс между ростом и растворением оксидной пленки.
Неправильное время анодирования и контроль толщины покрытия
Анодирование Толщина покрытия зависит от времени, плотности тока, сплава и состояния ванны. Если время слишком мало, покрытие может быть слишком тонким, что снижает коррозионную стойкость и впитываемость красителя. Если время слишком велико, покрытие может стать слишком толстым, что приведет к отклонениям в размерах, увеличению шероховатости или потемнению цвета.
Анодирование типа II обычно имеет толщину покрытия около 5-25 мкм и подходит для внешнего вида, защиты от коррозии и окрашивания. Твердое анодирование типа III обычно имеет толщину покрытия около 25-75 мкм и подходит для обеспечения износостойкости, изоляции и функционального усиления.
Плохой электрический контакт
Стойки используются не только для хранения деталей; они также обеспечивают электрическую проводимость. Если площадь контакта стойки слишком мала, контактные площадки неплотно прилегают друг к другу или имеющийся оксидный слой влияет на проводимость, на деталях могут появиться участки без покрытия, неравномерная толщина, нарушения цвета, локальные подгорания или почернения вблизи точек стойки.

Решения
- Рассчитайте необходимый ток, исходя из площади поверхности детали, и контролируйте плотность тока и температуру ванны, чтобы избежать ожогов и нарушения покрытия на кромках и тонких стенках.
- Оптимизируйте стойки и электрический контакт, чтобы обеспечить стабильную проводимость, улучшить распределение тока и уменьшить неравномерность толщины или локальные различия в цвете.
- Контролируйте время анодирования в соответствии с требованиями к толщине, проверяйте, можно ли достичь требуемой толщины в глубоких отверстиях, узких щелях и внутренних полостях, и заранее учитывайте компенсацию размеров.
Операционные ошибки
Помимо материала, химических растворов и электрических параметров, ручные операции и управление процессом также могут стать причиной дефектов анодирования, особенно на косметических деталях и деталях с черным анодированием.
Несоответствующая предварительная обработка поверхности
Дробеструйная обработка, чистка и полировка напрямую влияют на однородность цвета и внешнего вида после анодирования. Несоответствие параметров дробеструйной обработки может привести к различиям в блеске и цвете. Детали, обработанные щеткой, должны сохранять одинаковое направление зерен. Полированные детали должны быть тщательно очищены для удаления полировочного состава и воска; в противном случае возможно неравномерное окрашивание, появление пятен или отклонений в покрытии.
Недостаточное ополаскивание и сушка
Ополаскивание и сушка после анодирования напрямую влияют на конечный внешний вид и коррозионную стойкость. Если жидкость для обработки остается в отверстиях, щелях, резьбе или внутренних полостях, это может привести к появлению белых следов, водяных пятен, коррозии, неравномерному окрашиванию или плохой герметизации. Глубокие отверстия, глухие отверстия и сложные конструкции должны подвергаться дополнительной промывке, продувке и сушке.
Неправильное маскирование и планирование стоек
Определенные участки обработанных алюминиевых деталей, такие как резьба, отверстия под подшипники, поверхности заземления, поверхности прессовой посадки и уплотнительные поверхности, часто нуждаются в маскировке в соответствии с функциональными требованиями. Неправильное планирование маскировки может привести к изменению размеров, проблемам при сборке, снижению электропроводности или появлению следов от стоек на косметических поверхностях.
Плохое обращение и упаковка
Многие анодированные детали выглядят приемлемо по завершении процесса, но при проверке, передаче, упаковке или транспортировке на них появляются царапины или загрязнения. Это особенно заметно на деталях с черным анодированием, где легкие царапины, вмятины или трение между деталями могут обнажить блестящий алюминий под ними.
Решения
- Перед анодированием проверьте расположение меток на стойках.
- При необходимости замаскируйте резьбу, отверстия в подшипниках, уплотнительные поверхности, поверхности заземления и поверхности прессовой посадки.
- Ополаскивание и сушка должны закрывать отверстия, щели и внутренние полости.
- Черные анодированные детали не должны тереться друг о друга.
- Косметические детали следует упаковывать в индивидуальную упаковку, мягкие разделители или блистерные лотки.

Требования к чертежам и заказам на поставку
Для обработанных алюминиевых деталей написать на чертеже или в заказе на поставку только “анодированный” или “черный анодированный” обычно недостаточно четко. Чтобы избежать изменения цвета, несоответствия толщины покрытия, проблем с размерами, выцветания цвета или проблем со сборкой, необходимо определить, по крайней мере, следующие шесть требований.
Тип анодирования: Четко определите тип анодирования, например, тип II, тип III, прозрачное анодирование, черное анодирование или анодирование бронзы, Потому что разные процессы соответствуют разным требованиям к внешнему виду, защите от коррозии, износостойкости и функциональности.
Толщина покрытия: Толщина покрытия влияет на коррозионную стойкость, износостойкость, цвет и размеры. На чертеже должен быть указан диапазон толщины. При твердом анодировании следует одновременно учитывать допуски на размеры и монтажные зазоры.
Класс материала: Четко указывайте марку алюминиевого сплава и по возможности используйте одну и ту же партию материала. Это помогает улучшить согласованность цвета после анодирования и уменьшить разброс цветов.
Внешний вид стандартный: Четко определите требования к цвету и косметике. В качестве стандарта приемки рекомендуется использовать утвержденный образец.
Требования к герметичности: Четко определите, требуется ли герметизация и какой метод герметизации следует использовать, поскольку качество герметизации напрямую влияет на стойкость цвета, устойчивость к пятнам и коррозии.
Требования к маскировке и размерам: Четко определите области, требующие маскировки, и требования к окончательным размерам, чтобы анодированный слой не повлиял на точность сборки или электропроводность.
Пример упрощенной спецификации
Материал: Алюминий 6061-T6
Процесс: Черное сернокислотное анодирование типа II
Толщина покрытия: 10-15 мкм
Цвет: Соответствие утвержденного образца
Уплотнение: Требуется уплотнение из никель-ацетата
Маскировка: Резьба и отверстия в подшипниках должны быть замаскированы
Заключение
Дефекты анодирования редко вызываются каким-то одним фактором. Как правило, они являются совокупным результатом состояния материала, параметров процесса, химической обработки и производственных операций. Только контролируя весь процесс, от подготовки к обработке до обработки после анодирования, можно добиться стабильного внешнего вида и функциональных характеристик.
Чтобы уменьшить количество таких дефектов, лучше сотрудничать с опытным заводом по комплексной обработке, таким как Обработка Weldo. Это позволяет обеспечить более стабильное качество деталей и поверхности. Если вы хотите узнать больше или сравнить цитаты, Не стесняйтесь обращаться к нам.









{kind=link}
{kind=link}