









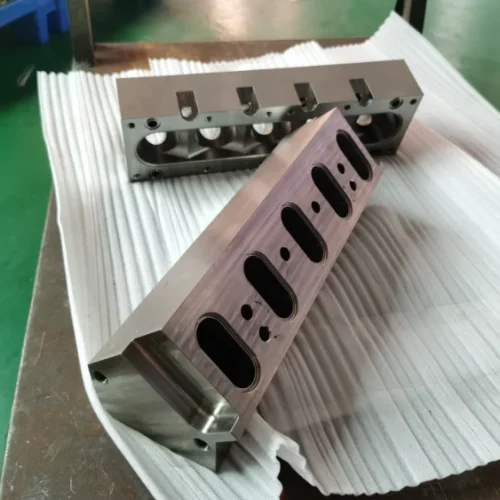
Usinage CNC en acier
Dureté extrêmement élevée, excellente résistance à l'usure et bonne dureté au rouge, permettant de maintenir des performances stables dans des conditions de coupe à grande vitesse et de formage à haute pression.
Il offre également une ténacité et une résistance à la fatigue appropriées, résistant à l'écaillage et à la déformation, ce qui le rend idéal pour les abrasifs, les outils de coupe et les outils de moletage.
Options de traitement :
Qu'est-ce que le matériau en acier ?
L'acier est composé de fer, de carbone et d'éléments d'alliage tels que le chrome, le molybdène, le tungstène et le vanadium. Il possède haute résistance, une grande résistance à l'usure et une ténacité adéquate — suffisante pour résister à des chocs et à des charges spécifiques.
Type principal d'acier :
1. Acier au carbone
Acier au carbone est l'une des qualités d'acier les plus couramment utilisées en usinage CNC. Selon la teneur en carbone, il est divisé en plusieurs types.
Acier à faible teneur en carbone (par exemple, AISI 1018, 1020,st52)
Facile à couper, faible coût, bonne plasticité.
Applications : Boulons, supports, bases de machines, pièces de tour, etc.
Acier à teneur moyenne en carbone (par exemple, AISI 1045)
Combine résistance et ténacité, bonne machinabilité.
Applications : Arbres, engrenages, accouplements, pièces hydrauliques.
Acier à haute teneur en carbone (par exemple, AISI 1095)
Dureté élevée, forte résistance à l'usure.
Applications : Outils de coupe, ressorts, outils de mesure, matrices d'emboutissage, etc.
2. Acier outil
Utilisé pour la fabrication de moules et d'outils de coupe, haute dureté et excellente résistance à l'usure. inclut D2O1, A2, etc.
Applications : Moules, poinçons, outils de coupe, outils de formage, etc.
3. Acier allié
L'ajout d'éléments d'alliage tels que le Cr, le Mo, le Ni et le V à l'acier au carbone améliore sa résistance mécanique, sa résistance à l'usure et sa ténacité.
Acier Cr-Mo (par exemple, 4140, 4340)
Haute résistance, résistance aux chocs, résistance à la fatigue.
Applications : Pièces aérospatiales, vilebrequins automobiles, composants de moules.
Acier Ni-Cr (par exemple, 8620)
Peut être carburé, possède une dureté de surface élevée et une bonne ténacité.
Applications : Engrenages, manchons de roulement, composants de transmission.
4. Aciers spéciaux
Notamment l'acier résistant à la chaleur, l'acier rapide, l'acier duplex, etc.
Applications : roulements, ressorts, composants d'engrenages et d'arbres, moules, pièces résistantes à l'usure, pièces résistantes à la chaleur, pièces résistantes à la corrosion et éléments de structure à haute résistance.
Acier allié
Acier inoxydable
ACIER AU CARBONE
ACIER OUTIL
Finition de la surface pour pièces en acier
Sur la base de plus de 15 ans d'expérience dans le domaine de l'usinage, nous avons dressé la liste suivante des éléments suivants finition de la surface procédés utilisés pour les pièces en acier.

Passivation
En utilisant la réaction entre les métaux et des substances telles que l'oxygène, l'eau et les acides, une couche de passivation se forme à la surface du métal pour améliorer la résistance à la corrosion du métal.

Traitement thermique
Grâce au processus de chauffage des métaux suivi du contrôle de leur vitesse de refroidissement — une technique connue sous le nom de traitement thermique—les exigences de performance spécifiques pour les applications prévues sont améliorées. Les exemples incluent l'aluminium 6061, 7075, les aciers martensitiques et les aciers alliés ; améliore les propriétés mécaniques globales.

Un procédé de revêtement de conversion chimique qui forme une fine couche protectrice conductrice et résistante à la corrosion sur les surfaces métalliques, en particulier l'aluminium.

Un procédé de revêtement métallique qui améliore la résistance à la corrosion, à l'usure et l'apparence. Convient pour les pièces automobiles et les fixations. Supporte l'acier, le cuivre, l'aluminium et d'autres métaux.

Phosphatation
Il forme un film protecteur phosphaté stable, dense et poreux sur la surface métallique, posant une base solide pour la peinture.

Polissage
Réduit la rugosité de la surface pour améliorer la brillance et la précision. Convient pour les pièces décoratives et de précision. Supporte l'acier inoxydable, l'aluminium, le cuivre, et plus encore.

Crée des motifs texturés pour améliorer la prise en main et la manipulation. Convient pour les poignées et boutons. Supporte l'acier, l'aluminium, le cuivre, et autres métaux.
Remarque : L'acier trempé et revenu ne peut pas être traité ; il doit être recuit pour l'adoucir avant que le moletage puisse être effectué.

Brossage
Produits une finition texturée fine pour améliorer l'apparence et dissimuler les défauts mineurs. Convient pour les pièces décoratives et les boîtiers. Supporte l'acier inoxydable et l'aluminium.

Sablage
Nettoie et abraser les surfaces pour améliorer l'adhérence du revêtement. Convient pour la préparation de surface. Supporte les métaux et certains matériaux non métalliques. matériaux.

Crée une couche d'oxyde pour la protection contre la rouille tout en maintenant la précision dimensionnelle. Convient pour les moules et pièces mécaniques. Supporte les matériaux en acier.

Lagging en caoutchouc
Améliore le frottement et réduit l'usure pour de meilleures performances. Convient pour les rouleaux de convoyeur. Supporte les rouleaux en acier avec revêtement en caoutchouc. Les matériaux en caoutchouc courants incluent le silicone, le NBR, l'EPDM, le FKM.

Plasma sans plomb
Dépôt d'un revêtement uniforme sans électricité, offrant une excellente résistance à la corrosion. Convient pour les pièces complexes. Supporte l'acier, l'aluminium, le cuivre et les plastiques.

Polissage électrolytique
Applique des couleurs stables par des processus électrochimiques. Convient pour les pièces architecturales et décoratives. Supporte l'aluminium et ses alliages.

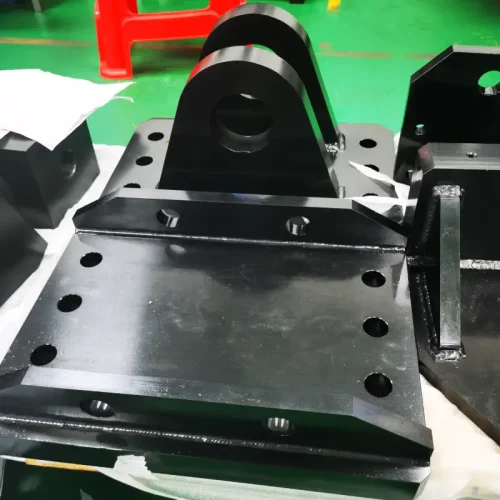
Revêtement (peinture)
Applique une couche protectrice pour isoler la surface de l'environnement, offrant résistance à la corrosion et décoration. Convient pour les cadres et boîtiers. Supporte les métaux et certains plastiques.

Électrodéposition (E-coating)
Applique une couche de revêtement uniforme avec des propriétés à la fois protectrices et décoratives. Convient pour les pièces automobiles et les boîtiers d'appareils électroménagers. Supporte l'acier, l'aluminium et d'autres métaux.
Avantage des pièces en acier
1. Dureté élevée et excellente résistance à l'usure, prolongeant considérablement la durée de vie des pièces.
2. Bonne dureté au rouge, pas facile à ramollir ou à casser dans des conditions de travail à haute température.
3. Résistance et robustesse bien équilibrées, pas de risque d'ébréchure ou de rupture.
4. Grande stabilité dimensionnelle, garantissant une précision d'usinage stable sans déformation lors d'une utilisation à long terme.
5. La dureté et les propriétés mécaniques peuvent être modifiées de manière flexible par traitement thermique.
Domaine d'application des pièces en acier
Aérospatiale: Composants structurels d'aéronefs, pièces de moteurs (nécessitant une résistance à la température et à la pression élevées).
Industrie automobile: Blocs moteurs, arbres de transmission (en mettant l'accent sur la solidité et la résistance à l'usure).
Équipement énergétique: Engrenages d'éoliennes, systèmes de montage de panneaux solaires (adaptables aux environnements difficiles).
Équipement médical: Implants orthopédiques, instruments chirurgicaux (nécessitant une biocompatibilité).
Machines de construction: Châssis de pelles, flèches de grues (capacité de charge préférée).
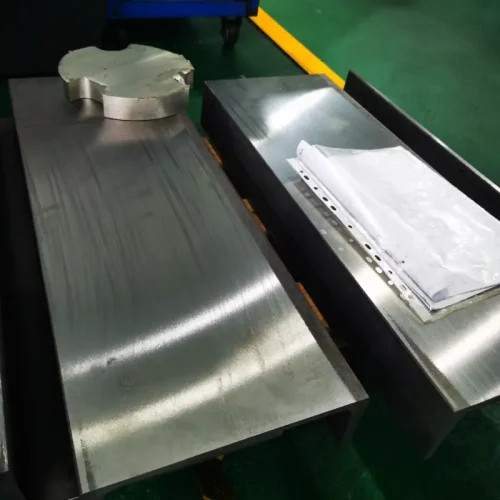
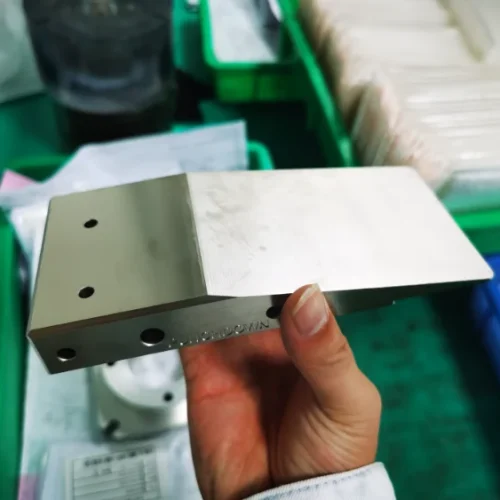
Projet d'usinage de l'acier










Pourquoi travailler avec Weldo machining
Plus de 60 machines
Plus de 60 machines CNC multi-axes et découpe EDM peuvent garantir la cohérence en production de masse.
Service DFM
Optimiser la conception structurelle ; réduire les coûts de fabrication, améliorer l'efficacité du traitement.








Contrôle qualité
Avec un CMM et d'autres systèmes d'inspection de qualité, la précision de détection peut atteindre 0,001 mm.
Livraison rapide
Les échantillons peuvent être expédiés en 1 jour, La production peut être expédiée en 3-15 jours
FAQ sur les matériaux en acier
L'acier est-il identique à l'acier inoxydable ?
L'acier à outils est principalement composé de carbone élevé et d'éléments d'alliage tels que le tungstène, le molybdène, le chrome et le vanadium. Il se caractérise par une dureté élevée, une excellente résistance à l'usure et une dureté rouge, et est principalement utilisé pour la fabrication d'outils de coupe, de moules et d'autres outils.
Acier inoxydable contient plus de 10,5% de chrome, et certains incluent également du nickel et du molybdène, qui forment un film de passivation pour la résistance à la rouille et à la corrosion, largement utilisé dans les pièces structurelles, les équipements et les produits quotidiens nécessitant une résistance à la corrosion.les deux diffèrent par leur composition, leurs propriétés et leurs applications.
L'acier à outils D2 est-il meilleur que le 4140 ?
Il n'est pas possible de dire simplement lequel est le meilleur ; cela dépend de l'application. Le D2 est un acier à outils à haute teneur en carbone et en chrome, avec une dureté élevée, une excellente résistance à l'usure et une bonne résistance à la compression, adapté aux moules, aux outils de coupe et aux pièces résistantes à l'usure, mais il a une ténacité inférieure et est plus difficile à usiner et à souder.
4140 est un acier de construction allié à teneur moyenne en carbone, avec une bonne ténacité, une résistance élevée et une excellente usinabilité et soudabilité, idéal pour les arbres, les engrenages et les pièces structurelles, mais sa résistance à l'usure et sa dureté à chaud sont bien inférieures à celles du D2.
L'acier est-il difficile à couper ?
Oui, l'acier à outils est généralement difficile à couper. Il présente une dureté élevée et une excellente résistance à l'usure, même à l'état recuit, et devient beaucoup plus dur après un traitement thermique, ce qui nécessite des outils de coupe très performants, des machines rigides et des paramètres d'usinage appropriés.