









Che cos’è la rugosità superficiale?
La rugosità superficiale è un indicatore importante utilizzato per misurare i picchi e le depressioni microscopiche presenti sulla superficie di un pezzo. Non si tratta semplicemente di stabilire se un pezzo “sembri liscio”; si utilizzano invece parametri quali Ra e Rz per quantificare i segni lasciati dall’utensile, i picchi, le depressioni e le sottili strutture superficiali.
Nella lavorazione CNC, la rugosità superficiale può influire sulla precisione di assemblaggio, sull’attrito, sulla resistenza all’usura, sulle prestazioni di tenuta, sui risultati della finitura superficiale e sulla durata. Ad esempio, una staffa di montaggio standard potrebbe non richiedere una superficie particolarmente fine. Tuttavia, le superfici di tenuta, quelle di scorrimento, quelle a vista e i componenti anodizzati richiedono spesso un controllo più rigoroso della rugosità superficiale.
Dal punto di vista della lavorazione e del controllo qualità, definire tempestivamente i requisiti di rugosità superficiale aiuta il produttore a scegliere utensili, parametri di taglio, percorsi utensile e metodi di ispezione adeguati. Ciò può ridurre le rilavorazioni, i costi aggiuntivi e i ritardi nelle consegne. Se un disegno riporta solo l’indicazione “superficie liscia” o “finitura fine”, l’officina meccanica potrebbe non essere in grado di valutare con precisione il requisito effettivo.

Tabella della rugosità superficiale
Nei progetti di lavorazione CNC, la rugosità superficiale viene solitamente definita dai valori Ra. Un valore Ra più basso indica in genere una superficie più liscia. Tuttavia, ciò non significa che ogni pezzo debba avere il valore Ra più basso possibile. Una superficie più liscia richiede spesso una lavorazione più lenta, controlli più rigorosi e, talvolta, operazioni di rettifica, lucidatura o altri processi di finitura secondari.
La seguente tabella relativa alla rugosità superficiale può essere utilizzata come riferimento generale per i pezzi lavorati con macchine CNC. I risultati effettivi possono variare a seconda del materiale, degli utensili da taglio, delle attrezzature, dei sistemi di fissaggio, dei parametri di lavorazione e dei metodi di post-lavorazione.
| Intervallo di valori Ra | Livello superficiale | Processo di lavorazione comune | Applicazioni tipiche |
|---|---|---|---|
| Ra 6,3 μm | Superficie lavorata grossolanamente | Fresatura di sgrossatura, tornitura di sgrossatura, asportazione di materiale in generale | Parti strutturali non critiche, supporti interni, superfici grezze pre-lavorate |
| Ra 3,2 μm | Superficie lavorata standard | Lavorazioni generali di fresatura e tornitura CNC | Staffe, alloggiamenti, telai, componenti per l'assemblaggio in generale |
| Ra 1,6 μm | Superficie lavorata con precisione | Fresatura di finitura, tornitura di finitura, percorsi utensile ottimizzati | Superfici a vista, superfici di montaggio, alloggiamenti in alluminio, parti a vista |
| Ra 0,8 μm | Superficie lavorata con precisione | Lavorazione di precisione, rettifica, segni di utensile controllati | Superfici di tenuta, superfici di scorrimento, superfici di accoppiamento, componenti meccanici di precisione |
| Ra pari o inferiore a 0,4 μm | Superficie ad alta precisione | Smerigliatura, lucidatura, superfinitura | Componenti stampati, parti ottiche, parti di accoppiamento ad alta precisione |
Nota: I valori di rugosità superficiale sono spesso espressi in micrometri (μm) o micropollici (μin). La conversione è la seguente: 1 μin = 0,0254 μm. Ad esempio, 32 μin ≈ 0,8 μm, e 63 μin ≈ 1,6 μm.
Qual è la differenza tra Ra e Rz?
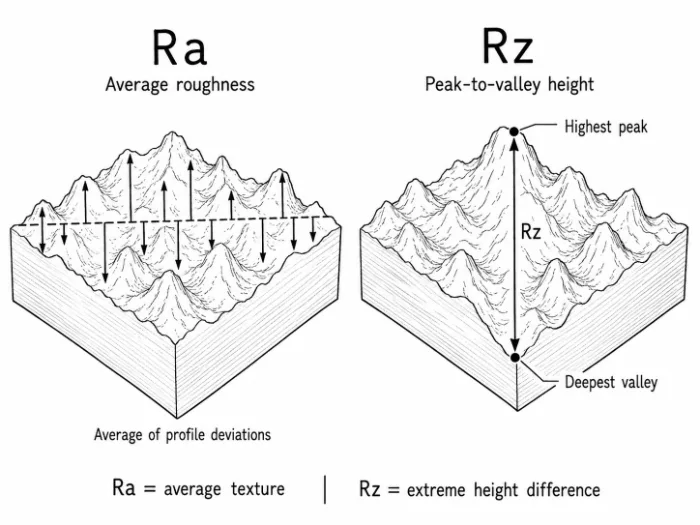
Ra e Rz sono due dei parametri di rugosità superficiale più comuni. In parole povere, Ra tiene conto del livello medio della superficie, mentre Rz considera la differenza tra i picchi più alti e le valli più profonde.
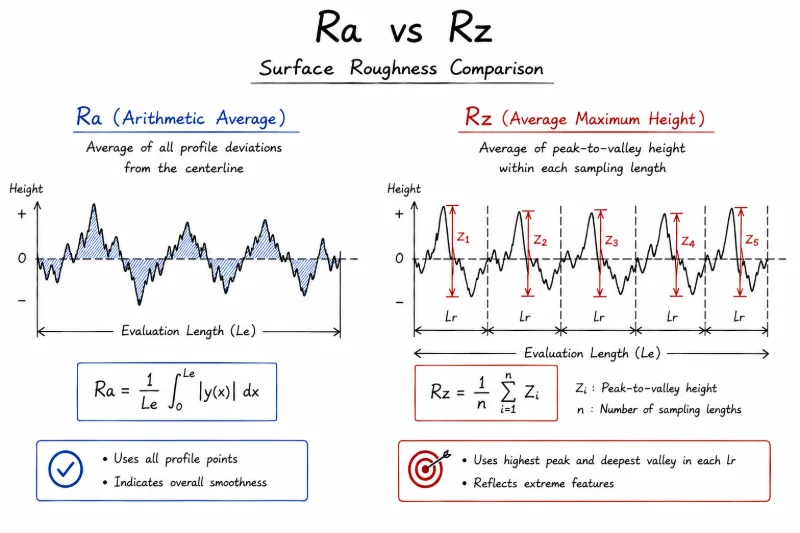
Che cos’è Ra?
- Ra è la rugosità media
Ra misura la deviazione media del profilo superficiale rispetto alla linea centrale entro una lunghezza di campionamento. Indica il grado medio di rugosità della superficie complessiva. - Ra è utile per valutare la levigatezza generale della superficie
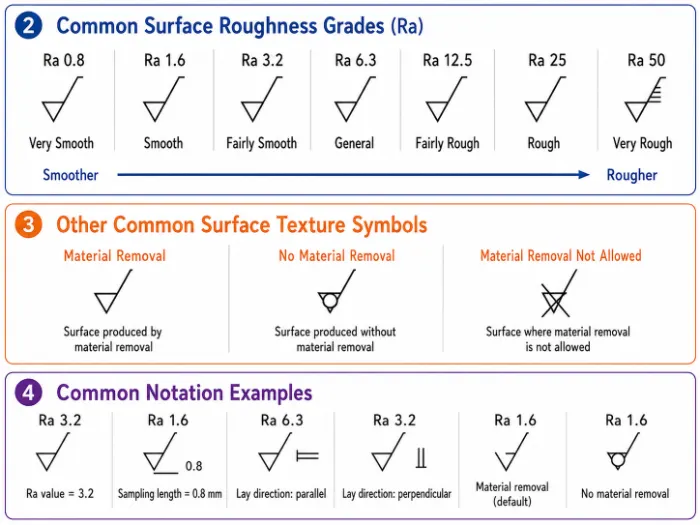
I valori più comuni indicati nei disegni tecnici sono Ra 3,2, Ra 1,6 e Ra 0,8. In genere, più basso è il valore, più fine è la superficie. - Ra è il parametro di rugosità più comunemente utilizzato nei disegni CNC
Per i componenti strutturali generici, gli alloggiamenti, le staffe, i pannelli e i componenti estetici standard, il valore Ra è solitamente sufficiente ai fini della lavorazione e del controllo.
Che cos’è Rz?
- Rz si concentra maggiormente sull'altezza tra il picco e il minimo
Il valore Rz riflette principalmente la differenza di altezza tra i picchi più alti e le valli più profonde presenti sul profilo superficiale. È più sensibile ai segni lasciati dagli utensili, ai graffi, ai picchi appuntiti e alle scanalature profonde. - L'Rz è più indicato per il controllo delle superfici funzionali critiche
Se un componente viene utilizzato per la tenuta, lo scorrimento, l'attrito, la rotazione o il carico a lungo termine, il valore Ra da solo potrebbe non essere sufficiente. Anche quando la rugosità media è accettabile, eventuali segni profondi o picchi locali possono comunque influire sulla tenuta, sulla resistenza all'usura o sulla durata a fatica. - L'Rz viene spesso utilizzato in applicazioni di controllo qualità più rigorose
Le superfici di tenuta, le boccole, i blocchi di scorrimento, le guide, i componenti idraulici e le superfici di accoppiamento di precisione richiedono spesso un'attenzione particolare al valore Rz.
Per la maggior parte dei pezzi lavorati con macchine CNC standard, di solito è sufficiente specificare il valore Ra sul disegno. Tuttavia, se il pezzo è soggetto a tenuta, scorrimento, attrito, accoppiamento di precisione o sollecitazioni a lungo termine, è necessario tenere in considerazione sia il valore Ra che quello Rz.
Come interpretare i simboli relativi alla rugosità superficiale nei disegni tecnici?
Nei disegni di lavorazione CNC, il simbolo della rugosità superficiale indica al produttore quale qualità superficiale è richiesta per una determinata area. Per gli ingegneri, si tratta di un requisito di progettazione. Per le officine meccaniche, influisce sulla scelta degli utensili, sul processo di lavorazione, sul metodo di controllo e sul preventivo finale.
Quali informazioni contiene solitamente un simbolo di rugosità superficiale?
- Parametro di rugosità
Ra è il parametro più comune. Per alcuni componenti di precisione può essere specificato anche Rz. - Valore di rugosità
Esempi comuni sono Ra 3,2, Ra 1,6 e Ra 0,8. Un valore più basso indica solitamente requisiti di finitura superficiale più elevati. - Requisiti di lavorazione
Alcuni disegni possono inoltre specificare se sono necessarie operazioni di lavorazione, rettifica, lucidatura o se è richiesto un determinato senso di posa.
Perché la rugosità superficiale dovrebbe essere chiaramente indicata sui disegni?
Note di disegno chiare possono ridurre i malintesi tra il cliente e l’officina meccanica. Contribuiscono inoltre a ridurre il rischio di rilavorazioni, resi e ritardi nelle consegne. Ad esempio, se un cliente richiede semplicemente una “superficie liscia” senza specificare un valore Ra, il produttore potrebbe applicare una finitura standard ottenuta mediante lavorazione meccanica. Tale finitura potrebbe non soddisfare i requisiti richiesti per parti estetiche, parti di tenuta o componenti anodizzati.
D'altra parte, specificare requisiti di rugosità molto rigorosi per le superfici non critiche può comportare un aumento dei tempi di lavorazione, dei costi di ispezione e della pressione sulle scadenze di consegna. Pertanto, i clienti dovrebbero distinguere nel disegno le superfici funzionali, quelle visibili e quelle non critiche. A ciascuna superficie dovrebbe essere assegnato un requisito di rugosità ragionevole, in base al suo effettivo utilizzo.
In che modo la rugosità superficiale influisce sui pezzi lavorati con macchine CNC?
Molti acquirenti prestano attenzione soprattutto alle tolleranze dimensionali. Tuttavia, anche la rugosità superficiale è importante. Anche se le dimensioni sono corrette, un componente potrebbe comunque presentare problemi durante il montaggio, la tenuta, il movimento o la finitura superficiale se la qualità della superficie non è adeguata.
Effetto sulla precisione di assemblaggio
Una rugosità eccessiva può compromettere la qualità del contatto tra le superfici di accoppiamento. I componenti di assemblaggio di precisione possono presentare giochi irregolari, un posizionamento instabile o una scarsa sensazione al tatto durante l'assemblaggio.
Effetti sull'attrito e sull'usura
Se la superficie di un componente scorrevole, rotante o di guida è troppo ruvida, l’attrito aumenta. Ciò può accelerare l’usura. Un valore Ra o Rz adeguato contribuisce a migliorare la stabilità del movimento e la durata.
Effetto sulle prestazioni di tenuta
Se una superficie di tenuta presenta segni profondi lasciati dagli utensili, graffi o un'eccessiva escursione tra picco e valle, potrebbero verificarsi perdite o una tenuta instabile. I componenti idraulici, quelli pneumatici, i corpi valvola e i componenti di tenuta richiedono solitamente un controllo più rigoroso della rugosità.
Effetti sull'aspetto e sulla finitura superficiale
I risultati delle operazioni di anodizzazione, sabbiatura, galvanizzazione, lucidatura o rivestimento dipendono in larga misura dalla superficie lavorata con macchine CNC prima della finitura. Se la superficie originale presenta evidenti segni di utensili, graffi o segni di serraggio, la post-lavorazione potrebbe non riuscire a nasconderli completamente. In alcuni casi, potrebbe addirittura rendere i difetti più visibili.
Impatto sui costi e sui tempi di consegna
Un valore Ra più basso comporta solitamente una lavorazione più accurata, un controllo più rigoroso e tempi di lavorazione più lunghi. Scegliere una rugosità superficiale adeguata alla funzione effettiva del pezzo è più conveniente dal punto di vista economico rispetto a richiedere sempre il valore Ra più basso possibile. Ciò contribuisce inoltre a contenere i tempi di consegna.
Quali sono gli strumenti più comunemente utilizzati per misurare la rugosità superficiale?
Nel controllo qualità CNC, la rugosità superficiale non può essere accertata solo tramite controlli visivi o al tatto. Deve essere verificata con strumenti di misura adeguati. La scelta dello strumento giusto dipende dai requisiti di precisione del pezzo, dalle condizioni della superficie, dal materiale e dall'ambiente di ispezione.
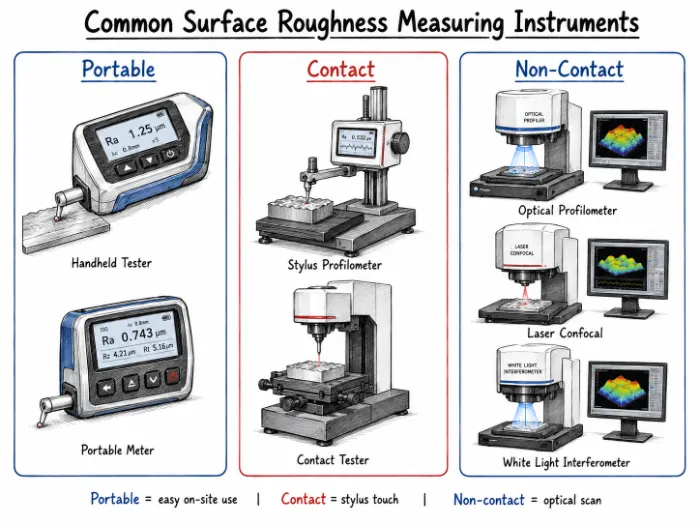
Misuratore di rugosità delle superfici di contatto
Un rugosimetro a contatto è lo strumento più comunemente utilizzato nella lavorazione CNC. Di solito impiega una sonda che si sposta lungo la superficie del pezzo. La sonda raccoglie dati microscopici sul profilo e calcola parametri quali Ra e Rz. Questo strumento è adatto alla maggior parte dei pezzi lavorati in metallo e plastica. Può essere utilizzato per l’ispezione del primo articolo, l’ispezione in corso di lavorazione e l’ispezione finale. Anche i rugositàmetri portatili rientrano in questa categoria. Sono utili per i controlli in officina e per i pezzi di grandi dimensioni.
Profilometro
Un profilometro registra una curva del profilo superficiale più completa. Può essere utilizzato per l'analisi della rugosità e l'osservazione del profilo superficiale. Rispetto a un rugosimetro standard, il profilometro è più indicato per superfici di tenuta, superfici di scorrimento, superfici di accoppiamento di precisione e altre aree funzionali con requisiti superficiali più elevati.
Apparecchiature di misurazione ottica senza contatto
Le apparecchiature di misurazione senza contatto utilizzano solitamente il laser, l’interferometria a luce bianca, la tecnologia confocale o altri metodi ottici. Non richiedono che una sonda entri in contatto con la superficie del pezzo. Sono adatte a pezzi con superficie a specchio, superfici rivestite, materiali morbidi, superfici delicate e pezzi con microstrutture. Tuttavia, questo tipo di apparecchiatura è più costosa. Non è così diffusa come i rugositàmetri a contatto per i pezzi standard lavorati con macchine CNC.
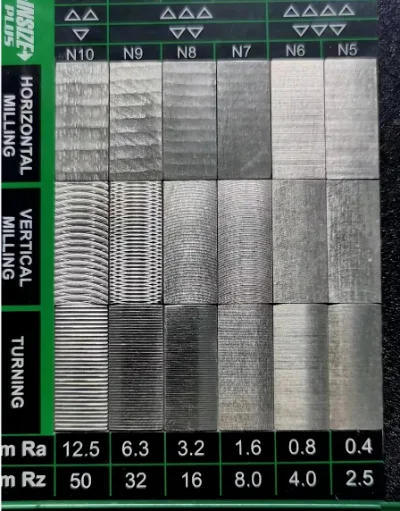
Comparatore di rugosità superficiale
Un comparatore di rugosità superficiale viene utilizzato principalmente per effettuare rapidi confronti in officina. È comunemente impiegato per confrontare le finiture ottenute mediante fresatura, tornitura, rettifica e altre lavorazioni meccaniche. Non è in grado di fornire valori precisi di Ra o Rz, né può sostituire un rapporto di ispezione formale. Tuttavia, è utile per discutere dell’aspetto superficiale, verificare le finiture di lavorazione ed esprimere un primo giudizio sulla qualità.
Quali fattori influenzano la rugosità superficiale nella lavorazione CNC?
La rugosità superficiale nella lavorazione CNC dipende principalmente dalle condizioni dell'utensile, dai parametri di taglio, dalle proprietà del materiale, dalla stabilità della macchina e dal sistema di fissaggio. Per i pezzi che richiedono valori controllati di Ra o Rz, la qualità superficiale non dovrebbe dipendere esclusivamente dal controllo finale, ma dovrebbe essere presa in considerazione già in fase di pianificazione del processo.
Stato dell'utensile
L'affilatura e l'usura dell'utensile influiscono direttamente sulla superficie lavorata. Un utensile usurato può causare bave, graffi, accumuli di materiale e evidenti segni di utensile. Ciò aumenta il valore Ra. Per i materiali più morbidi, come l'alluminio e le leghe di rame, è necessario tenere sotto controllo l'accumulo di materiale. Per i materiali difficili, come l’acciaio inossidabile e il titanio, l’usura dell’utensile e il calore di taglio devono essere gestiti con attenzione.
Parametri di taglio
La velocità di taglio, la velocità di avanzamento e la profondità di taglio sono fattori fondamentali. Se la velocità di avanzamento è troppo elevata, i segni lasciati dall’utensile diventano più visibili. Se la velocità di taglio non è adeguata, possono comparire segni di vibrazione o strappi superficiali. Durante la finitura, di solito sono necessari parametri di taglio più stabili per ottenere una superficie più uniforme.
Proprietà dei materiali
I diversi materiali si comportano in modo diverso durante la lavorazione. Le leghe di alluminio consentono solitamente di ottenere più facilmente una finitura superficiale migliore, ma possono aderire all’utensile o graffiarsi facilmente. L’acciaio inossidabile presenta un’elevata tenacità e può causare incrudimento o strappi superficiali. Le materie plastiche tecniche richiedono particolare attenzione alla deformazione termica e alla sfaldatura dei bordi. La scelta del materiale influisce sul livello di rugosità ottenibile e sui costi di lavorazione.
Stabilità delle macchine e delle attrezzature
Una scarsa rigidità della macchina o un fissaggio instabile possono causare vibrazioni. Ciò può portare alla formazione di segni da vibrazione, ondulazioni superficiali e variazioni dimensionali. La progettazione del sistema di fissaggio è particolarmente importante per pezzi con pareti sottili, alberi lunghi, cavità profonde e pezzi di forma irregolare. Un corretto serraggio può ridurre la deformazione e le vibrazioni, rendendo più stabile la rugosità superficiale.
Come scegliere la rugosità superficiale adeguata per un progetto CNC?
Nella scelta della rugosità superficiale, l’obiettivo non dovrebbe essere quello di ottenere il valore Ra più basso possibile. La scelta corretta dovrebbe basarsi sulla funzione del pezzo, sui requisiti di assemblaggio, sulle esigenze estetiche, sul metodo di finitura superficiale e sul budget. Requisiti di rugosità eccessivamente rigorosi possono aumentare i tempi di lavorazione, i costi di ispezione e la pressione sui tempi di consegna. Requisiti troppo permissivi possono invece compromettere le prestazioni e la durata del pezzo.
Distinguere le superfici critiche da quelle non critiche
Superfici diverse dello stesso componente possono richiedere livelli di rugosità diversi. Le superfici di tenuta, di scorrimento, di accoppiamento e quelle visibili richiedono solitamente un controllo più rigoroso dei valori Ra o Rz. Le superfici interne di gioco, quelle senza contatto e le superfici strutturali standard possono spesso essere sottoposte a una finitura di lavorazione generica. Ciò contribuisce a contenere i costi pur soddisfacendo i requisiti funzionali.
Scegliere i valori Ra in base alla funzione del componente
Per le staffe standard, i telai e le parti strutturali interne è solitamente possibile utilizzare una finitura Ra 3,2 μm o Ra 6,3 μm. Per le parti estetiche, gli alloggiamenti e i pannelli si utilizzano spesso finiture Ra 1,6 μm o Ra 3,2 μm. Le superfici di tenuta, le superfici di scorrimento e le superfici di accoppiamento di precisione possono richiedere una finitura Ra 0,8 μm o ancora più fine.
Considerare il trattamento superficiale finale
Se il pezzo deve essere sottoposto ad anodizzazione, sabbiatura, lucidatura, galvanizzazione o rivestimento, la superficie lavorata con macchine CNC prima della finitura influirà sul risultato finale. Segni evidenti lasciati dagli utensili, graffi o segni di serraggio potrebbero diventare più visibili dopo la finitura. Per i pezzi destinati all’aspetto estetico e quelli sottoposti a trattamenti superficiali, i requisiti di rugosità devono essere definiti sin dalle prime fasi.
Chiarire i requisiti prima di presentare il preventivo
Per ottenere un preventivo e tempi di consegna più precisi, è consigliabile fornire disegni, tipo di materiale, quantità, tolleranze, requisiti Ra/Rz, requisiti di finitura superficiale e tempistiche di consegna. Se il disegno riporta solo “superficie liscia” o “finitura fine”, il requisito potrebbe essere frainteso. Requisiti chiari relativi alla rugosità superficiale aiutano il produttore a valutare con maggiore precisione il processo, i costi e i tempi di consegna.
Come controllare la rugosità superficiale dei pezzi lavorati con macchine CNC?
In realtà Lavorazione CNC, il controllo della rugosità superficiale dipende non solo dalla precisione della macchina, ma anche dall’esperienza nel processo. Un produttore qualificato nel settore della lavorazione meccanica esaminerà i requisiti relativi a Ra, Rz, materiale, tolleranza e finitura superficiale indicati sul disegno del cliente. Se necessario, il produttore concorderà eventuali adeguamenti con il cliente. Successivamente, il team sceglierà utensili da taglio, parametri di lavorazione, metodi di fissaggio e metodi di ispezione adeguati per ottenere una finitura superficiale più stabile.
Per l’alluminio, l’acciaio inossidabile, le leghe di rame, le materie plastiche tecniche e altri materiali, forniamo consigli pratici sulla lavorazione in base alla funzione del pezzo e ai requisiti superficiali. Ad esempio, i componenti estetici richiedono un attento controllo dei segni lasciati dagli utensili e dei graffi. Le superfici di tenuta necessitano di un migliore controllo del rapporto tra picchi e valli. I componenti anodizzati richiedono superfici lavorate uniformi prima della finitura. Grazie a controlli in corso d’opera e all’ispezione finale, è possibile ridurre i problemi di rugosità, i graffi superficiali e i difetti post-lavorazione.

Sintesi
La rugosità superficiale è un fattore chiave per la qualità nella lavorazione CNC. Influisce non solo sull’aspetto del pezzo, ma anche sulla precisione di assemblaggio, sull’attrito, sulle prestazioni di tenuta, sulla finitura superficiale, sui costi e sui tempi di consegna. Comprendere i valori Ra e Rz, i simboli della rugosità superficiale, le tabelle di rugosità e i metodi di misurazione aiuta gli acquirenti a definire con maggiore chiarezza i requisiti di lavorazione ed evitare inutili controversie relative alla qualità.
Per i pezzi lavorati a CNC, la rugosità superficiale corretta non è sempre quella corrispondente al valore Ra più basso. È invece il valore che meglio si adatta alla funzione del pezzo, al materiale, al processo di finitura e al budget. Se avete bisogno di pezzi CNC con rugosità superficiale controllata, Lavorazione Weldo può aiutarti a esaminare i tuoi disegni, consigliarti requisiti pratici relativi a Ra/Rz e fornirti preventivi trasparenti in base al materiale, alla tolleranza, alla finitura superficiale, alla quantità e ai tempi di consegna.








