









表面粗さとは何か?
表面粗さは、部品表面の微細な山や谷を測定するために用いられる重要な指標です。これは単に部品が「滑らかに見えるか」という問題ではありません。むしろ、RaやRzといったパラメータを用いて、工具痕、山、谷、および微細な表面の質感などを定量的に評価するものです。.
CNC加工において、表面粗さは、組立精度、摩擦、耐摩耗性、シール性能、表面仕上げの仕上がり、および耐用年数に影響を及ぼす可能性があります。例えば、標準的な取り付けブラケットには、それほど微細な表面仕上げは必要ないかもしれません。しかし、シール面、摺動面、目に見える面、および陽極酸化処理が施された部品については、多くの場合、より厳密な表面粗さの管理が求められます。.
機械加工および品質検査の観点から、表面粗さの要件を早期に定義しておくことで、製造業者は適切な工具、切削条件、工具経路、および検査方法を選択しやすくなります。これにより、手直し作業、追加コスト、納期の遅れを削減することができます。 図面に「滑らかな表面」や「きめ細かな仕上げ」としか記載されていない場合、機械加工業者は実際の要件を正確に判断できない可能性があります。.

表面粗さチャート
CNC加工プロジェクトにおいて、表面粗さは通常、Ra値によって定義されます。Ra値が低いほど、表面は滑らかであると言えます。しかし、だからといってすべての部品で可能な限り低いRa値を目指すべきというわけではありません。表面を滑らかにするには、多くの場合、加工速度の低下やより厳格な検査が必要となり、場合によっては研削、研磨、その他の二次仕上げ工程が必要になることもあります。.
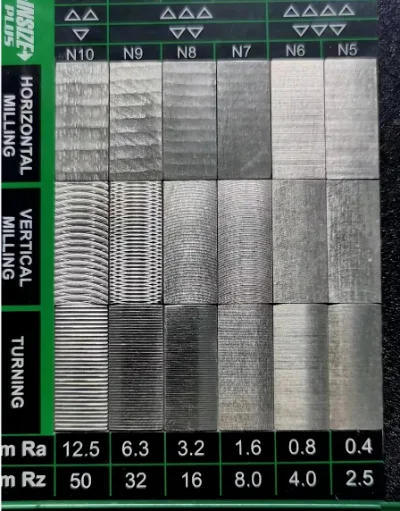
以下の表面粗さチャートは、CNC加工部品の一般的な目安としてご利用いただけます。実際の結果は、材料、切削工具、設備、治具、加工パラメータ、および後処理方法によって異なる場合があります。.
| Raの値の範囲 | 表面レベル | 一般的な機械加工工程 | 代表的なアプリケーション |
|---|---|---|---|
| Ra 6.3 μm | 粗加工面 | 荒フライス加工、荒旋盤加工、一般的な材料除去 | 重要度の低い構造部品、内部支持部、あらかじめ機械加工済みのブランク面 |
| Ra 3.2 μm | 標準加工面 | 一般的なCNCフライス加工および旋盤加工 | ブラケット、ハウジング、フレーム、一般組立部品 |
| Ra 1.6 μm | 精密に加工された表面 | 仕上げフライス加工、仕上げ旋盤加工、最適化された工具経路 | 外装面、組立面、アルミニウム製ハウジング、露出部分 |
| Ra 0.8 μm | 精密加工された表面 | 精密加工、研削、均一な工具痕 | シール面、摺動面、嵌合面、精密機械部品 |
| Ra 0.4 μm以下 | 高精度な表面 | 研削、研磨、超仕上げ | 金型部品、光学部品、高精度嵌合部品 |
注意: 表面粗さの値は、多くの場合、マイクロメートル(μm)またはマイクロインチ(μin)で表されます。換算式は次のとおりです: 1 μin = 0.0254 μm. 例えば、, 32 μin ≈ 0.8 μmそして 63 μin ≈ 1.6 μm.
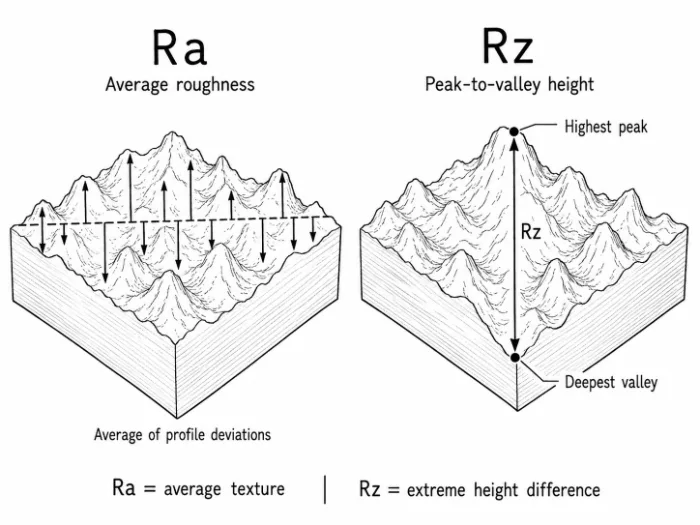
RaとRzの違いは何ですか?
RaとRzは、最も一般的な表面粗さパラメータの2つです。簡単に言えば、, Raは表面の平均レベルを表すのに対し、Rzは最も高いピークと最も深い谷の差を表します.
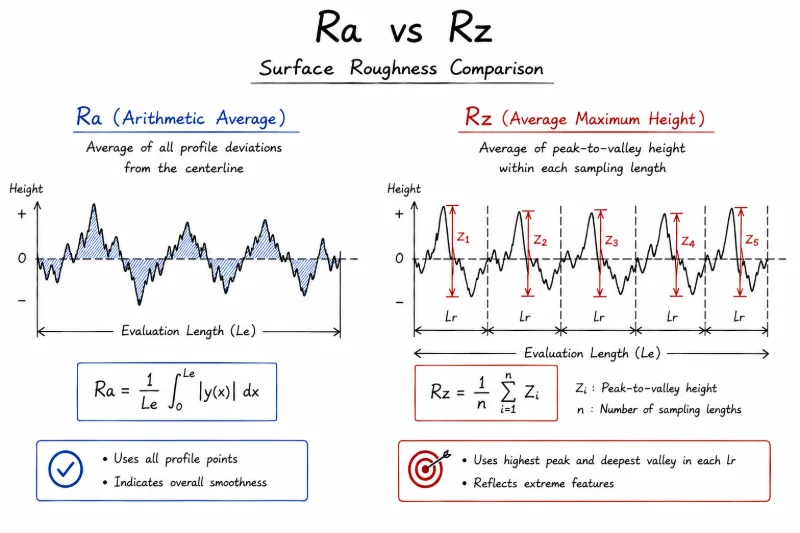
「ラー」とは何か?
- Raは平均粗さである
Raは、サンプリング長内における表面プロファイルと中心線との平均偏差を測定するものです。これは、表面全体が平均してどれほど粗いかを示す指標です。. - Raは、表面の全体的な平滑度を評価するのに役立ちます
一般的な研磨値には、Ra 3.2、Ra 1.6、Ra 0.8などがあります。通常、この数値が小さいほど、表面は滑らかになります。. - CNC図面において、Raは最も一般的に使用される粗さパラメータです
一般的な構造部品、ハウジング、ブラケット、パネル、および標準的な外観部品については、通常、Ra値で加工および検査には十分です。.
Rzとは何ですか?
- Rzは、ピークから谷までの高さに重点を置いている
Rz値は、主に表面プロファイルにおける高いピークと深い谷の標高差を反映しています。この値は、局所的な工具痕、傷、鋭いピーク、深い溝に対してより敏感に反応します。. - Rzは、重要な機能面の管理に適しています
部品がシール、摺動、摩擦、回転、あるいは長期荷重に用いられる場合、Ra値だけでは不十分な場合があります。平均粗さが許容範囲内であっても、局所的な深い傷や突起が、シール性能、耐摩耗性、あるいは疲労寿命に影響を及ぼす可能性があります。. - Rzは、より厳格な品質管理の用途でよく使用されます
シール面、ブッシュ、スライドブロック、ガイドレール、油圧部品、および精密な嵌合面については、Rz値に細心の注意を払う必要がある場合が多い。.
一般的なCNC加工部品のほとんどの場合、図面にRa値を指定すれば通常は十分です。ただし、部品にシール、摺動、摩擦、精密嵌合、あるいは長期的な荷重がかかる場合は、Ra値とRz値の両方を考慮する必要があります。.
図面上の表面粗さ記号の読み方とは?
CNC加工図面において、表面粗さの記号は、特定の領域にどのような表面品質が求められるかを製造業者に示すものです。エンジニアにとっては、これは設計要件となります。一方、機械加工業者にとっては、工具の選定、加工工程、検査方法、そして最終的な見積りに影響を及ぼします。.
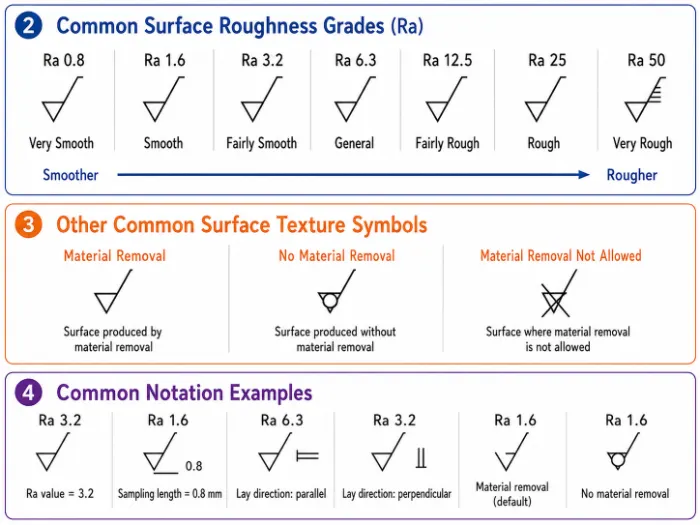
表面粗さ記号には通常、どのような情報が含まれていますか?
- 粗さパラメータ
Raは最も一般的なパラメータです。一部の精密部品では、Rzが指定される場合もあります。. - 粗さ値
一般的な例としては、Ra 3.2、Ra 1.6、Ra 0.8などが挙げられます。通常、数値が小さいほど、表面仕上げの要求水準が高くなります。. - 加工要件
図面によっては、機械加工、研削、研磨、あるいは特定の積層方向が必要かどうかが指定されている場合もあります。.
なぜ図面には表面粗さを明確に表記すべきなのでしょうか?
明確な図面注記は、顧客と機械加工業者間の誤解を減らすことができます。また、手直し、返品、納期遅延のリスクを低減するのにも役立ちます。 例えば、顧客が具体的なRa値を指定せずに単に「滑らかな表面」を要求した場合、製造業者は標準的な機械加工仕上げを適用する可能性があります。しかし、その仕上げでは、外観部品、シール部品、または陽極酸化処理された部品の要件を満たせない場合があります。.
一方、重要度の低い表面に対して非常に厳しい表面粗さ要件を指定すると、加工時間、検査コスト、納期へのプレッシャーが増大する可能性があります。したがって、顧客は図面上で機能面、見かけ面、重要度の低い表面を区別すべきです。各表面には、その実際の用途に基づいて、妥当な表面粗さ要件を設定する必要があります。.
表面粗さはCNC加工部品にどのような影響を与えるのか?
多くの購入者は、主に寸法公差に注目しています。しかし、表面粗さも同様に重要です。たとえ寸法が正確であっても、表面品質が適切でなければ、組み立て、シール、可動、あるいは表面仕上げの段階で部品が機能しなくなる可能性があります。.
組立精度への影響
表面粗さが過度になると、嵌合面間の接触品質が低下する可能性があります。精密組立部品では、クリアランスの不均一、位置決めが不安定、あるいは組立時の手応えが悪いといった問題が生じる場合があります。.
摩擦および摩耗への影響
摺動部、回転部、または案内部の表面が粗すぎると、摩擦が増大します。これにより、摩耗が早まる可能性があります。適切なRa値またはRz値を設定することで、動作の安定性と耐用年数を向上させることができます。.
シール性能への影響
シール面に深い工具痕、傷、あるいは過度な山と谷の高低差がある場合、漏れやシール性能の不安定さが生じる可能性があります。油圧部品、空圧部品、バルブ本体、およびシール部品については、通常、より厳格な表面粗さの管理が必要です。.
外観および表面仕上げへの影響
陽極酸化処理、サンドブラスト処理、電気めっき、研磨、またはコーティングの仕上がりは、仕上げ加工前のCNC加工面の状態に大きく左右されます。元の表面に明らかな工具跡、傷、またはクランプ跡がある場合、後処理を行ってもそれらを完全に隠せない可能性があります。場合によっては、欠陥がより目立つようになることもあります。.
コストとリードタイムへの影響
Ra値が低いほど、通常は加工精度が高く、検査基準が厳しく、加工時間も長くなります。常に最低のRa値を要求するよりも、部品の実際の機能に見合った表面粗さを選択するほうが、コスト効率に優れています。また、リードタイムの管理にも役立ちます。.
表面粗さを測定するための一般的な測定機器にはどのようなものがありますか?
CNCの品質検査において、表面粗さは目視や手触りだけでは確認できません。適切な測定機器を用いて検証する必要があります。どの測定機器を用いるかは、部品の精度要件、表面状態、材質、および検査環境によって異なります。.
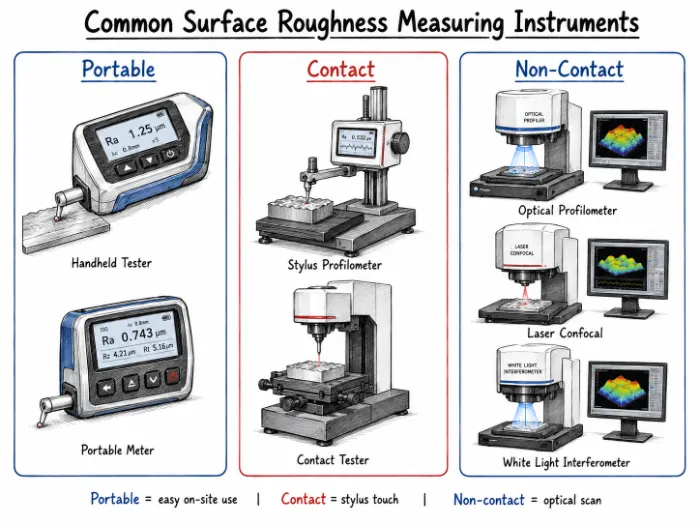
接触面粗さ測定器
接触式表面粗さ測定器は、CNC加工において最も一般的に使用される測定機器です。通常、プローブを用いてワークの表面を走査します。 プローブは微細な形状データを収集し、RaやRzなどのパラメータを算出します。この測定器は、ほとんどの金属およびプラスチック製加工部品に適しています。初回品検査、工程内検査、最終検査に使用できます。携帯型粗さ測定器もこのカテゴリーに属します。これらは現場でのチェックや大型部品の検査に役立ちます。.
プロファイル計
プロファイル計は、より詳細な表面プロファイル曲線を記録します。これは、粗さ分析や表面プロファイルの観察に使用できます。標準的な粗さ測定器と比較して、プロファイル計は、シール面、摺動面、精密嵌合面、およびその他の表面要件が厳しい機能領域に適しています。.
非接触式光学測定装置
非接触測定装置は、通常、レーザー、白色光干渉法、共焦点技術、またはその他の光学的手法を採用しています。部品表面にプローブを接触させる必要がありません。鏡面仕上げの部品、コーティングされた表面、軟質材料、繊細な表面、および微細構造を持つ部品に適しています。 しかし、この種の装置は高価です。標準的なCNC加工部品用の接触式粗さ測定器ほど一般的ではありません。.
表面粗さ比較器
表面粗さ比較器は、主に現場での迅速な比較に使用されます。フライス加工、旋盤加工、研削加工などの加工表面の質感を比較するために広く用いられています。ただし、正確なRa値やRz値を示すことはできません。また、正式な検査報告書の代わりとなるものでもありません。 しかし、表面の外観について話し合ったり、加工面の状態を確認したり、初期的な品質判断を下したりする際には有用です。.
CNC加工における表面粗さに影響を与える要因は何ですか?
CNC加工における表面粗さは、主に工具の状態、切削条件、材料特性、工作機械の安定性、および治具の影響を受けます。RaやRzの値を厳密に管理する必要がある部品については、表面品質を最終検査のみに委ねるべきではありません。工程計画の段階から考慮に入れる必要があります。.
工具の状態
工具の切れ味と摩耗は、加工面に直接影響を与えます。摩耗した工具を使用すると、バリ、キズ、切りくずの堆積、および明らかな工具痕が生じることがあります。これにより、Ra値が増加します。アルミニウムや銅合金などの軟質材料については、切りくずの堆積を抑制する必要があります。 ステンレス鋼やチタンなどの加工が困難な材料については、工具の摩耗と切削熱を慎重に管理する必要があります。.
切削パラメータ
切削速度、送り速度、切込み深さは重要な要素です。送り速度が高すぎると、工具痕が目立ちやすくなります。切削速度が適切でない場合、チャタリング痕や表面の引き裂きが生じることがあります。仕上げ加工では、より均一な表面を得るために、通常、より安定した切削パラメータが必要となります。.
材料特性
材料によって、加工時の挙動は異なります。アルミニウム合金は通常、より容易に良好な表面仕上げが得られますが、工具に付着したり、傷がつきやすかったりする可能性があります。ステンレス鋼は靭性が高く、加工硬化や表面の裂けを引き起こすことがあります。エンジニアリングプラスチックについては、熱変形やエッジの毛羽立ちに注意が必要です。 材料の選定は、達成可能な表面粗さレベルや加工コストに影響を与えます。.
機械および治具の安定性
機械の剛性が不十分だったり、治具の固定が不安定だったりすると、振動が発生する可能性があります。これにより、チャタリング痕、表面の波打ち、寸法ばらつきが生じる恐れがあります。特に、薄肉部品、長い軸、深いキャビティ、不規則な形状の部品については、治具の設計が極めて重要です。適切なクランプを行うことで、変形や振動を低減し、表面粗さをより安定させることができます。.
CNCプロジェクトに適した表面粗さをどのように選べばよいでしょうか?
表面粗さを決定する際、Ra値をできるだけ低くすることだけを目標とすべきではありません。適切な選択は、部品の機能、組立要件、外観上の要件、表面仕上げ方法、および予算に基づいて行う必要があります。表面粗さの要件が過度に厳しすぎると、加工時間、検査コスト、納期へのプレッシャーが増大する可能性があります。一方、要件が緩すぎると、部品の性能や耐用年数に影響を及ぼす恐れがあります。.
重要面と非重要面を区別する
同じ部品であっても、表面によって求められる粗さレベルが異なる場合があります。シール面、摺動面、嵌合面、および外観面については、通常、RaやRzの管理をより厳密に行う必要があります。一方、内部のクリアランス面、非接触面、および標準的な構造面については、多くの場合、一般的な機械加工仕上げで十分です。これにより、機能要件を満たしつつ、コストを抑えることができます。.
部品の機能に基づいてRa値を選択する
標準的なブラケット、フレーム、および内部構造部品には、通常、Ra 3.2 μm または Ra 6.3 μm が適用されます。外観部品、ハウジング、およびパネルには、Ra 1.6 μm または Ra 3.2 μm がよく用いられます。 シール面、摺動面、および精密な嵌合面については、Ra 0.8 μm またはそれ以上の高精度仕上げが必要となる場合があります。.
最終的な表面処理について検討する
部品に陽極酸化処理、サンドブラスト、研磨、電気めっき、またはコーティングが必要な場合、仕上げ処理前のCNC加工面の状態が最終的な仕上がりに影響を与えます。明らかな工具跡、傷、またはクランプ跡は、仕上げ処理後に目立ちやすくなる可能性があります。外観部品や表面処理が施される部品については、表面粗さの要件を早い段階で明確にしておく必要があります。.
見積もり前に要件を明確にする
より正確な見積もりと納期を把握するには、図面、材質、数量、公差、Ra/Rzの要件、表面仕上げの要件、および納期スケジュールを提示することをお勧めします。図面に「滑らかな表面」や「細かい仕上げ」としか記載されていない場合、要件が誤解される可能性があります。 表面粗さの要件を明確に伝えることで、メーカーは工程、コスト、納期をより正確に評価することができます。.
CNC加工部品の表面粗さをどのように制御すればよいでしょうか?
実際には CNC加工, 、表面粗さの制御は、機械の精度だけでなく、加工のノウハウにも左右されます。 有能な加工メーカーは、顧客の図面に記載されたRa、Rz、材質、公差、および表面仕上げの要件を確認します。必要に応じて、メーカーは顧客と調整の可能性について協議します。その後、チームはより安定した表面仕上げを実現するために、適切な切削工具、加工パラメータ、治具の取り付け方法、および検査方法を選択します。.
アルミニウム、ステンレス鋼、銅合金、エンジニアリングプラスチック、その他の材料について、部品の機能や表面要件に基づいた実用的な加工アドバイスを提供しています。 例えば、外観部品では、工具痕や傷を慎重に管理する必要があります。シール面では、ピーク・バレーの精度をより厳密に管理する必要があります。陽極酸化処理を施した部品では、仕上げ加工の前に、加工面を均一に整える必要があります。工程内検査や最終検査を行うことで、表面粗さの問題、表面の傷、および後処理による欠陥を低減することができます。.

概要
表面粗さは、CNC加工における重要な品質要素です。これは、部品の外観だけでなく、組立精度、摩擦、シール性能、表面仕上げ、コスト、納期にも影響を及ぼします。Ra、Rz、表面粗さの記号、粗さチャート、および測定方法を理解することで、購入者は加工要件をより明確に定義し、不必要な品質に関するトラブルを回避することができます。.
CNC加工部品の場合、適切な表面粗さは必ずしもRa値が最も低いものとは限りません。それは、部品の機能、材質、仕上げ工程、および予算に最も適した値です。表面粗さを管理したCNC部品が必要な場合は、, ウェルド加工 図面の確認をお手伝いし、実用的なRa/Rzの要件をご提案し、さらに 透明な見積もり お客様の材料、公差、表面仕上げ、数量、および納期に基づき。.








