









Internal grinding
Our precision internal grinding services deliver IT5-grade accuracy and Ra 0.2μm surface finish for critical components in aerospace, automotive, and medical industries. Contact us now for customized machining solutions and receive a detailed quote within 24 hours.
- Accuracy up to 0.001''
- Include metal,plastic internal surface grinding
- ISO 9001:2015-gecertificeerd
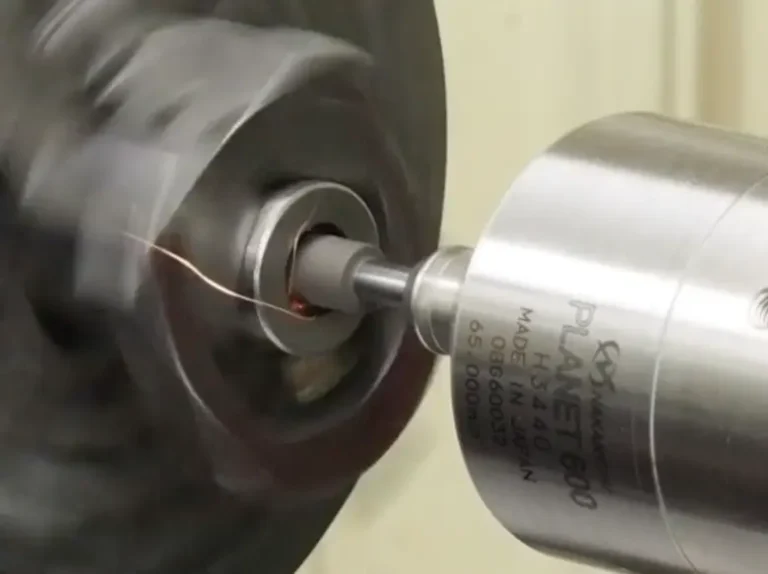
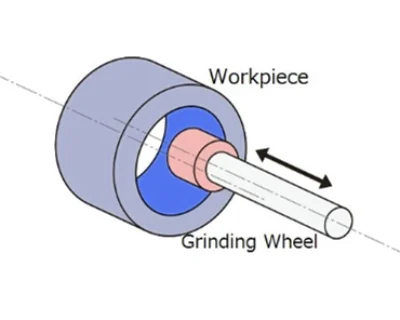
What is Internal Grinding ?
Internal Grinding is a composite process that simultaneously covers the finishing of both internal bores (inner circles) and outer cylindrical surfaces. By integrating specialized grinding wheels with high-precision control systems, it enables simultaneous dimensional control of both internal and external features on shafts, sleeves, mating surfaces, and similar components. This technology finds extensive application in industries such as hydraulic components, transmission systems, precision instruments, and energy equipment.
Materials suitable for internal grinding
Internal grinding supports 80+ metal and non-metal materials. We optimize materials and processes based on performance, environment, cost, and precision needs.
Metaalsoort:

Aluminium
Aluminium is het meest gebruikte materiaal voor precisiebewerkte onderdelen. Het heeft een lage dichtheid, een harde structuur en is een zacht materiaal. Dankzij zijn corrosiebestendigheid wordt het op grote schaal gebruikt in de lucht- en ruimtevaart, bij de productie van bionische botten en bij de fabricage van auto-onderdelen.
Kleur : Zilver.
Soorten : Aluminium 6061、7075、2024、5052、6063 en MIC-6.
Oppervlakteafwerking : Polijsten, borstelen, zandstralen, verchromen, anodiseren, galvaniseren, poedercoaten, laseretsen.
Levertijd : 1-5 dagen.
Roestvrij staal
Roestvrij staal biedt een hoge corrosiebestendigheid en een glad, gemakkelijk te reinigen oppervlak. Het wordt voornamelijk gebruikt in onderdelen van keukenapparatuur, medische hulpmiddelen, bouwmaterialen en de bouw, evenals in auto-onderdelen.
Kleur : Zilver.
Soorten : Roestvrij staal 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Oppervlakteafwerking : Polijsten, borstelen, zandstralen, galvaniseren, spuiten, PVD (Physical Vapor Deposition), passiveren, beitsen, kleuren.
Levertijd : 2-5 dagen.

Koper
Het materiaal bezit elektrische geleidbaarheid, trekductiliteit en antimicrobiële eigenschappen, en wordt voornamelijk gebruikt voor de verwerking tot ambachtelijke producten, decoratieve voorwerpen en medische apparatuur.
Kleur :Oranje, geel.
Soorten : koper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Oppervlakteafwerking: Passivering, galvaniseren, chemisch beplaten, kogelstoten, zandstralen, chemische filmbehandeling, polijsten, glansreiniging.
Levertijd : 1-5 dagen.

Brons
Bronze (Cu-Sn alloy) has low melting point and good fluidity. Corrosion-resistant, used in bearings, gears, valves, sculptures, and marine parts.
Kleur : goud/bruin.
Soorten : Tinbrons, aluminiumbrons, berylliumbrons, siliciumbrons, mangaanbrons.
Oppervlakteafwerking : Zandstralen, polijsten, kartelen, slijpen, passiveren, chemische coating, impregneren en kleuren, kleuren met een kwast of spuit, galvaniseren, anodiseren, poedercoaten, borstelen.
Levertijd : 1-5 dagen.

Staal
Steel (iron with 0.1–1.7% carbon and alloys) offers strength, toughness, wear and corrosion resistance. Used for bolts, shafts, gears, tools, valves, and turbine parts.
Kleur : Zilver. .
Soorten : Staal S20C, S45C, S50C, SK85, SK95, 40Cr, 4140, 4130, H13, D2, W1, A2, D2, M2, SKD11, ASP-23, S136.
Oppervlakteafwerking:Zandstralen, spiegelglans, PVD-coating, geborstelde afwerking, spuitcoating, galvaniseren.
Levertijd : 1-5 dagen

Magnesium
Magnesium is ultra-light with low cutting force and good machinability. High strength-to-weight and damping outperform aluminum, ideal for aerospace, automotive, and electronics.
Kleur : Zilver.
Soorten : Magnesiumlegering AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Oppervlakteafwerking: Chemische conversielak, anodiseren, vernikkelen, galvaniseren, composietcoating, spuitlakken, poedercoating, elektroforetische coating.
Levertijd : 1-5 dagen.
Kunststof:

PC
High-performance thermoplastic with toughness and rigidity, ideal for CNC machining. Lightweight, creep-resistant, and insulating. Recyclable; used in electronics housings and mounts.
Kleur : wit of zwart.
Soorten : Algemeen bewerkbaar/vlamvertragend/versterkt/gemengd PC.
Oppervlakteafwerking: Polijsten, harden, spuiten, lasergraveren, galvaniseren, warmstempelen.
Levertijd : 1-5 dagen.

POM
High strength, low friction, and stable dimensions. Easy to machine and can replace metal in wear parts like gears and bearings. Used in automotive, machinery, and medical tools.
Kleur : wit, zwart, blauw, geel, enz.
Soorten : POM-H, POM-C.
Oppervlakteafwerking: Polijsten, zandstralen, chemisch polijsten, laserpolijsten, anodiseren/lakken.
Levertijd : 1-5 dagen.
PA
PA (Nylon) offers 62–85 MPa strength, low friction, and heat resistance. Ideal for gears and bearings in automotive, electronics, and industrial machinery components.
Kleur : Gekleurd.
Soorten : PA6, PA66, PA6T, PA9T.
Oppervlakteafwerking:Mechanisch slijpen, etsen met zuren of basen, hydrolysetchnologie, coating.
Levertijd : 1-5 dagen.

PEEK
PEEK is a high-strength, high-temp, low-friction engineering plastic with excellent chemical resistance, used in aerospace, medical devices, and precision parts.
Kleur : Beige, zwart.
Soorten : CF-PEEK, GF-PEEK, PEEK met vulstoffen zoals roet, keramiek, PTFE of grafiet.
Oppervlakteafwerking:Zandstralen, polijsten, metaalcoating, polymeercoating.
Levertijd : 1-5 dagen.
Internal Grinding Capabilities
| Artikel | Specificatie |
|---|---|
| Roundness | ≤0.001mm (precision grade), ≤0.005mm (medium precision grade) |
| Cylindricity | ≤0.002mm/m (precision grade) |
| Oppervlakteruwheid | Ra 0.025μm (mirror grinding) ~ Ra 3.2μm (rough grinding) |
| Maximum Machining Diameter | ≤500mm (external) / ≤300mm (internal) |
| Maximum Machining Length | ≤2000mm |
| Minimum Machining Diameter | ≥0.5mm (external) / ≥2mm (internal) |
| Average Delivery Cycle | 5-7 days for precision parts, 3-5 days for regular parts |
| Process Capability Index | CPK≥1.33 (key dimensions) |
Guide to Internal Grinding
Grinding Wheel Selection Recommendations
| WORKPIECE MATERIAL | RECOMMENDED ABRASIVE | CHARACTERISTICS |
|---|---|---|
| Carbon steel, alloy steel | White corundum | High hardness, low heat generation, suitable for precision grinding |
| Stainless steel/titanium alloy | Cubic boron nitride | Good thermal stability, wear resistance is 100 times that of corundum |
| Aluminum alloy/brass | Green silicon carbide | High sharpness, avoids chip clogging |
| Ceramics/glass | Diamond | Superhard abrasive, suitable for hard and brittle materials |
Coarse grinding (Ra 1.6-3.2μm): 24#-60# grit size, soft grade (G-J) grinding wheel
Precision grinding (Ra 0.4-0.8μm): 80#-120# grit size, medium grade (K-M) grinding wheel
Super-precision grinding (Ra≤0.2μm): 150#-240# grit size, hard grade (N-P) grinding wheel
Processing Parameters for Common Workpiece Materials
Appropriate processing parameters are essential for achieving stable quality, dimensional accuracy, and consistent surface finish. The following parameters apply to both external grinding and internal grinding, covering key factors such as grinding wheel speed, feed speed, grinding depth, cooling method, and surface roughness.
The tables below provide recommended grinding parameters for metallic en non-metallic workpiece materials.
| MATERIAL | GRINDING WHEEL SPEED (M/S) | FEED SPEED (MM/MIN) | GRINDING DEPTH (MM) | COOLING METHOD |
|---|---|---|---|---|
| 45# steel | 30 – 35 | 100 – 150 | 0.05 – 0.1 | Emulsion high – pressure spraying |
| 304 roestvrij staal | 25 – 30 | 80 – 120 | 0.03 – 0.08 | Extreme – pressure cutting fluid + internal cooling |
| 7075 aluminum alloy | 20 – 25 | 150 – 200 | 0.1 – 0.2 | Kerosene spray cooling |
| NON – METALLIC MATERIAL | GRINDING WHEEL TYPE | FEED SPEED (MM/MIN) | SURFACE ROUGHNESS TARGET |
|---|---|---|---|
| POM | Atmospheric pore resin grinding wheel | 60 – 100 | Ra 0.8μm |
| PEEK | CBN grinding wheel | 40 – 60 | Ra 0.4μm |
| GFRP | Carbonized silicon grinding wheel | 80 – 120 | Ra 1.6μm |
Advantage Of Internal Grinding
High Precision Machining
Internal/external grinding achieves ±0.001mm accuracy and ≤0.0005mm roundness, ideal for aerospace shafts and hydraulic components.
Superior Surface Quality
Surface roughness reaches Ra≤0.04μm, or Ra≤0.01μm for ultra-precision, meeting optical, mold, and high-finish requirements.
Broad Material Compatibility
Supports metals, ceramics, glass, plastics, and composites, covering hard, brittle, and soft materials for diverse applications.
Hoge efficiëntie
CNC grinding with high-speed tools like CBN ensures stable machining, improving productivity and reducing cycle times.
Application Fields for Internal Grinding
1.Aerospace:Turbine shafts, engine blades, landing gear struts, navigation system precision shafts.
2.Automotive Manufacturing: Crankshafts, camshafts, transmission gears, hydraulic cylinder blocks, steering system bushings.
3.Mold and Die Making: Plastic mold cores/cavities, stamping die guide posts/bushings, die-casting mold bores.
4.Medical Devices:Artificial joints (hip/knee), surgical instruments (drills, mills), implant bores.
FAQ of internal grinding
What factors affect the surface roughness in internal - external cylindrical grinding, and how to adjust them?
Several factors influence surface roughness. The grinding wheel’s grit size is a key factor. A finer grit size generally produces a smoother surface as it can remove smaller amounts of material per pass. However, it may also result in a slower material-removal rate. The workpiece material also plays a role. Softer materials are more likely to be smear-ground, potentially leading to a rougher surface if not properly managed. To adjust surface roughness, you can change the grinding wheel to one with a different grit size. For example, if a smoother surface is required, switch to a grinding wheel with a finer grit. Additionally, optimizing the grinding parameters such as the feed speed and grinding depth can help. A slower feed speed and a smaller grinding depth usually contribute to a better surface finish.
How to choose the appropriate grinding wheel for internal - external cylindrical grinding?
When selecting a grinding wheel for external cylindrical grinding, factors such as the workpiece material, hardness, and the required surface finish should be considered. For hard-material workpieces like hardened steel, a cubic boron nitride (CBN) grinding wheel is often a good choice due to its high hardness and wear resistance. For softer materials, a corundum grinding wheel may be more suitable. For internal cylindrical grinding, the size of the inner hole is crucial. The grinding wheel must be small enough to enter the hole and have sufficient strength for effective grinding. For small-diameter inner holes, a thin and small-sized grinding wheel is required.
What are the common surface defects that may occur during internal - external cylindrical grinding and how to prevent them?
Common surface defects include scratches, burns, and chatter marks. Scratches can be caused by impurities on the grinding wheel surface or improper feeding. Prevent scratches by regularly dressing the grinding wheel and ensuring stable feed speed. Burns result from excessive grinding heat; use effective cooling methods like high-pressure coolant spraying and control grinding parameters. Chatter marks may result from unbalanced grinding wheels or poor workpiece clamping; balance the grinding wheel and improve clamping methods.
How to control the dimensional accuracy during internal - external cylindrical grinding?
Dimensional accuracy is controlled through precise measurement using instruments like micrometers. Optimize grinding parameters (wheel speed, feed speed, grinding depth) based on material and accuracy requirements. For high precision, use smaller grinding depths and slower feed speeds. Ensure machine stability through regular maintenance and calibration to reduce vibrations.
What are the advantages of using CNC technology in internal - external cylindrical grinding?
CNC technology enables high-precision, consistent results through accurate control of wheel and workpiece movement. It improves production efficiency via automated operations and continuous grinding processes. CNC machines store multiple programs, allowing easy switching between workpiece types and grinding requirements, providing flexibility in diverse manufacturing environments.