

Ко многим механически обработанным деталям предъявляются определенные требования к физическим свойствам при эксплуатации, таким как твердость и ударная вязкость. Эти два физических параметра находятся в обратной зависимости: если материал обладает относительно высокой твердостью, его ударная вязкость, как правило, ниже; при высокой ударной вязкости прочность обычно снижается. Чтобы обеспечить безопасное использование деталей и избежать полного хрупкого разрушения или растрескивания, обычно контролируются прочность и вязкость как внутри, так и снаружи детали. Твердость поверхности не может быть такой же, как внутри. Это показывает важность упрочнения поверхностей металла. Ниже я кратко расскажу об упрочнении поверхностей металла.

Что такое поверхностная закалка
Поверхностная закалка — это технологический процесс, в котором с помощью физических, химических или механических методов улучшаются твердость, износостойкость, коррозионная стойкость и другие свойства поверхностного слоя материала при сохранении вязкости и прочности внутренних слоев.
В области механической обработки и производства металлических деталей многие заготовки не требуют “полного закаливания”. Часто износу, трению и контактной усталости подвергаются лишь самые внешние участки, которые вступают в контакт с другими деталями. Поэтому при производстве часто требуется закалка поверхности для повышения износостойкости рабочей части детали.
Например, такие детали, как шестерни, направляющие, седла подшипников, приводные валы, кулачки и поверхности форм, в процессе эксплуатации постоянно подвергаются скользящему, катящемуся или ударному контакту. Если вся деталь будет иметь очень высокую твердость, износостойкость повысится, но общая вязкость детали снизится. При ударных или переменных нагрузках деталь с большей вероятностью растрескается или даже сломается целиком, что приведет к необратимым потерям для машин и оборудования.
Основная цель поверхностной закалки заключается в том, чтобы придать поверхности детали достаточную твердость и износостойкость, при этом сохранив в ее внутренних слоях хорошую вязкость и ударопрочность.
Проще говоря:
Твердая поверхность: повышает износостойкость, усталостную прочность и срок службы;
Прочный внутренний слой: повышает внутреннюю ударопрочность детали и предотвращает полное хрупкое разрушение;
Незначительная деформация: по сравнению с сквозной закалкой этот метод более подходит для изготовления прецизионных деталей с высокими требованиями к размерам;
Более разумная стоимость: упрочнение проводится только в ключевых рабочих зонах, поэтому нет необходимости в высокоинтенсивной обработке всей детали.
Именно по этой причине многие высокопрочные металлические детали не подвергаются сквозной закалке, а проходят процесс поверхностной закалки.
Почему металлические заготовки обычно подвергаются только поверхностной закалке?
Существует три основные причины, по которым металлические заготовки подвергаются только поверхностной закалке.
1. Износ обычно происходит на поверхности
Когда механические детали находятся в работе, именно поверхностный слой подвергается непосредственному контакту, трению и износу при взаимодействии с другими деталями.
Например, при зацеплении зубчатых колес износ происходит в основном на поверхности зубьев; при скольжении по направляющим износ в основном сосредоточен на поверхности контакта; при нагрузке на детали вала усталостные трещины также часто возникают именно на поверхности.
Таким образом, при условии, что поверхностный слой обработан так, чтобы обеспечить достаточную твердость, срок службы детали можно значительно увеличить.
2. Внутренние силы должны сохранять твердость
Если деталь закалена целиком, материал становится более хрупким. В случае деталей, подвергающихся ударам, крутящему моменту или повторяющимся нагрузкам, чрезмерная общая твердость может, напротив, повысить риск разрушения.
Закалка поверхности позволяет придать заготовке структуру, характеризующуюся “твердостью снаружи и вязкостью внутри”:
Внешний слой обеспечивает износостойкость, а внутренний — несущую способность и амортизацию ударов;
В целом эксплуатационные характеристики оказываются более стабильными, чем при простом стремлении к высокой твердости.
Это особенно важно для зубчатых колес, валов, штифтов, деталей трансмиссии и элементов пресс-форм.
3. Это может уменьшить деформацию при термообработке
В процессе поверхностной закалки вся заготовка подвергается интенсивному нагреву и охлаждению, что может легко привести к деформации, растрескиванию и появлению остаточных напряжений.
Обработка поверхностного упрочнения повышает твердость лишь неглубоких поверхностных слоев и характеризуется небольшой зоной термического влияния, что делает её более подходящей для прецизионных деталей и заготовок с ограниченным запасом на последующую механическую обработку.
В случае деталей, изготовленных на станках с ЧПУ, поверхностная закалка также позволяет снизить нагрузку на последующую корректирующую обработку и повысить стабильность размеров.
Виды процессов поверхностной закалки
В зависимости от принципов упрочнения и методов нагрева, к основным методам поверхностного упрочнения относятся пять типов: газопламенная закалка, индукционная закалка, лазерная закалка, цементационная закалка и азотирование.
Среди них пламенная закалка, индукционная закалка и лазерная закалка относятся в основном к методам поверхностной закалки; цементация и азотирование относятся к методам химической термообработки.
1. Закалка пламенем: традиционный и простой метод, но более сложный в плане контроля
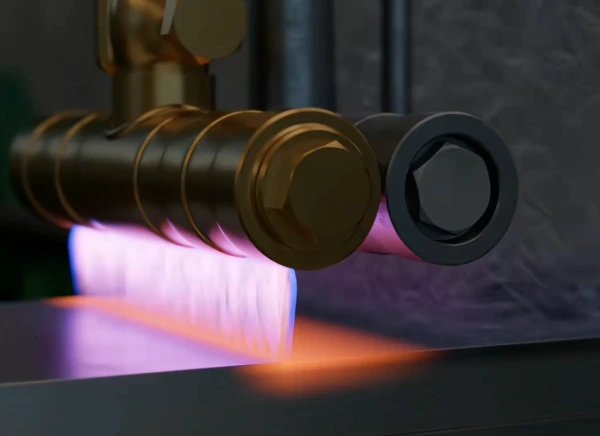
Газопламенная закалка — это давно известный метод поверхностной закалки. Обычно при этом методе используется кислородно-ацетиленовое пламя или другое высокотемпературное пламя для быстрого нагрева поверхности металлической заготовки с последующим немедленным охлаждением с помощью водяного распыления или облива.
После нагрева поверхности стальной детали до температуры аустенизации в результате быстрого охлаждения структура поверхности преобразуется в мартенсит.
Мартенсит представляет собой микроструктуру с высокой твердостью и является причиной упрочнения поверхности заготовки после газопламенной закалки. Это можно наблюдать по изменениям металлографической микроструктуры под микроскопом с большим увеличением.
Преимущества пламенной закалки
Процесс прост, а стоимость оборудования относительно невысока;
Подходит для закалки крупных деталей и отдельных участков;
Меньше ограничений по размерам заготовок;
Может использоваться для зубчатых колес, направляющих, деталей валов и т. п.
Недостатки пламенной закалки
Главная проблема закалки пламенем заключается в том, что точно регулировать температуру довольно сложно.
Диапазон нагрева пламенем относительно велик. При нестабильной работе в зонах, которые должны быть закалены, может наблюдаться недостаточная твердость, в то время как зоны, которые не должны закаливаться, могут перегреваться.
В случае небольших шестерен, тонких валов и тонкостенных деталей тепло пламени легко проникает внутрь, в результате чего нагревается весь профиль, что сводит на нет цель “только поверхностной закалки”.”
Кроме того, пламенная закалка может привести к: деформации заготовки; окислению поверхности; неравномерной глубине закаленного слоя; а также к необходимости последующей шлифовки или корректирующей механической обработки.
Следует отметить, что необходимость проведения отпуски после пламенной закалки зависит от материала, требуемой твердости и условий эксплуатации детали. Для некоторых деталей, подвергающихся высоким нагрузкам, обычно проводится низкотемпературная отпуск с целью снижения остаточных напряжений и уменьшения риска растрескивания при последующей механической обработке.
2. Индукционная закалка: эффективный метод поверхностной закалки, подходящий для серийного производства
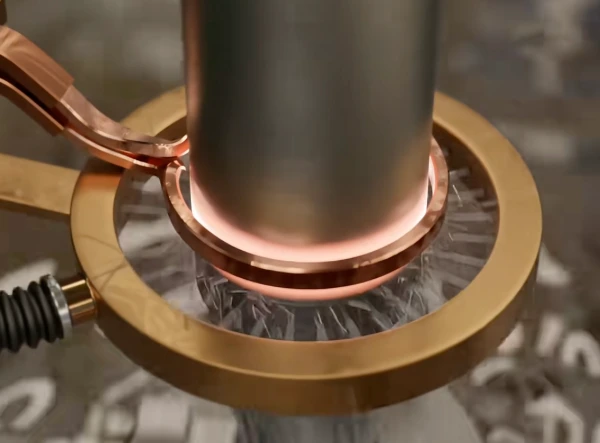
Индукционная закалка — это более современный и более контролируемый метод поверхностной закалки. При этом нагрев не осуществляется непосредственно с помощью пламени, а с помощью высоко- или среднечастотного переменного тока, создающего в катушке переменное магнитное поле.
Когда металлическая заготовка находится в переменном магнитном поле, на ее поверхности возникают вихревые токи. Вихревые токи вызывают трение и нагрев внутри металла, что приводит к быстрому нагреванию поверхностного слоя заготовки. Затем заготовка охлаждается с помощью водяного распыления или обдувания, в результате чего на поверхности металлической детали образуется мартенситная структура высокой твердости.
Почему при индукционной закалке нагревается только поверхность?
Ключевым фактором при индукционной закалке является “эффект скин”.”
Чем выше частота переменного тока, тем сильнее ток концентрируется на поверхности заготовки и тем меньше глубина нагрева; чем ниже частота, тем глубже проникает ток и тем толще получается закаленный слой.
Таким образом, при индукционной закалке глубину закаленного слоя можно регулировать путем изменения частоты, мощности и времени нагрева.
Преимущества индукционной закалки
Высокая скорость нагрева;
Регулируемая глубина закаленного слоя;
Незначительная деформация заготовки;
Меньшее окисление поверхности;
Легко автоматизировать;
Идеально подходит для массового производства.
Недостатки индукционной закалки
Стоимость оборудования для индукционной закалки относительно высока, а подходящие индукционные катушки необходимо заранее проектировать с учетом формы детали.
В случае деталей сложной формы или небольших партий затраты на разработку и наладку инструментов могут быть относительно высокими.
Однако после того как объем заказов на механическую обработку и сам технологический процесс стабилизируются, индукционная закалка обеспечивает высокую эффективность и стабильность производства.
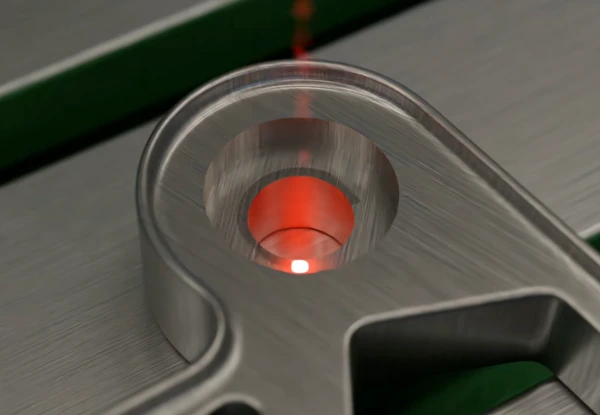
3. Лазерная поверхностная закалка: подходит для высокоточного локального упрочнения
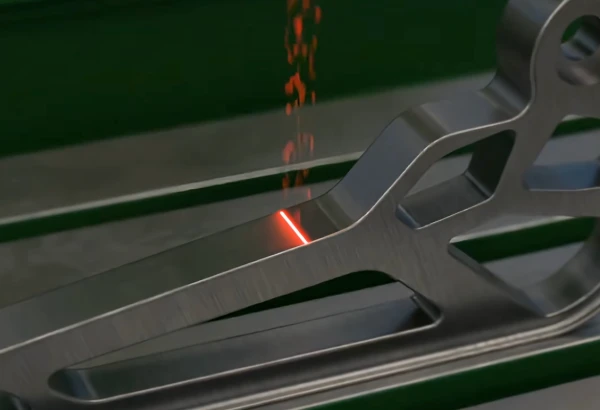
При лазерной закалке мощный лазерный луч быстро сканирует поверхность заготовки, в результате чего отдельные участки заготовки быстро нагреваются до температуры фазового перехода, а затем закалка завершается за счет собственной теплоотдачи и охлаждающей способности заготовки.
В отличие от газопламенной и индукционной закалки, процесс лазерной поверхностной закалки, как правило, не требует дополнительного водяного охлаждения. Поскольку зона нагрева лазером очень мала, окружающий ненагретый холодный металл быстро отводит тепло, обеспечивая самоохлаждающуюся закалку.
Преимущества лазерной закалки
Небольшая зона термического влияния;
Крайне незначительная деформация;
Точное положение закалки;
Меньшее окисление поверхности;
Подходит для сложных форм и локальной обработки;
Может использоваться для изготовления дорогостоящих прецизионных деталей.
Недостатки лазерной закалки
Стоимость оборудования для лазерной закалки относительно высока, а его технологическая эффективность, как правило, не так подходит для массового и недорогого производства, как индукционная закалка.
Поэтому его чаще всего применяют для изготовления деталей небольших размеров, требующих высокой точности и обладающих высокой добавленной стоимостью, таких как локальные усилительные элементы пресс-форм, прецизионные направляющие, специальные зубчатые поверхности или локальные износостойкие участки.
4. Цементация: упрочнение поверхности низкоуглеродистой стали
Упомянутые выше методы закалки пламенем, индукционной закалки и лазерной закалки имеют одно общее условие: сама сталь должна содержать достаточное количество углерода.
Если речь идет о низкоуглеродистой стали, то при прямой закалке обычно сложно добиться высокой твердости, поскольку содержание углерода недостаточное и не позволяет сформировать достаточно твердый мартенсит.
На этом этапе необходимо провести цементацию.
Цементация — это процесс, при котором заготовка из низкоуглеродистой стали помещается в высокотемпературную среду с высоким содержанием углерода (в основном состоящую из кокса, графита, древесного угля и карбоната бария), что позволяет атомам углерода постепенно проникать в поверхностный слой заготовки.
После цементации содержание углерода на поверхности заготовки увеличивается, в то время как внутренние слои остаются низкоуглеродистыми. Последующая закалка и отпуск позволяют придать поверхности высокую твердость, при этом внутренние слои сохраняют хорошую вязкость.
Преимущества цементации
Подходит для низкоуглеродистой и низкоуглеродистой легированной стали;
Высокая твердость поверхности;
Относительно глубокий закаленный слой;
Хорошая износостойкость;
Подходит для высоконагруженных зубчатых колес, приводных валов, штифтовых валов и других деталей.
Недостатки цементации
Цементация — это процесс высокотемпературной длительной термообработки, характеризующийся относительно длительным технологическим циклом и высоким энергопотреблением.
Из-за высокой температуры заготовка также может деформироваться, поэтому после цементации обычно проводится шлифование, чистовая обработка или корректировка размеров.
Типичные области применения цементации
Цементация отлично подходит для деталей, которые должны выдерживать удары и обладать высокой износостойкостью, например:
Автомобильные редукторы;
Редукторы;
Приводные валы;
Вал с шлицами;
Втулки;
Механические детали для тяжелых условий эксплуатации.
5. Азотирование: процесс упрочнения поверхности с минимальной деформацией и высокой износостойкостью
Азотирование обычно проводится при относительно высокой температуре. В этом процессе аммиак или азот разлагаются под воздействием высокой температуры и давления, что позволяет атомам и ионам азота проникать в поверхность стали и образовывать твердые нитриды с легирующими элементами стали, такими как алюминий, хром, молибден и ванадий. Эти нитридные пленки обладают очень высокой твердостью и износостойкостью, поэтому они могут значительно увеличить срок службы поверхности заготовки. Процесс азотирования в основном подразделяется на три вида: газовое азотирование, ионное азотирование и азотирование-карбурирование.
Преимущества азотирования
Температура обработки относительно невысокая (400–600 градусов по Цельсию);
Незначительная деформация заготовки;
Хорошая стабильность размеров;
Высокая твердость поверхности;
Хорошая износостойкость и усталостная прочность;
Также может в определенной степени повысить коррозионную стойкость.
Недостатки азотирования
Скорость азотирования относительно низкая, а цикл обработки длительный — иногда он занимает десятки часов или даже больше.
В то же время азотированный слой, как правило, тоньше цементированного и к его составу также предъявляются определенные требования.
Типичные области применения азотирования
Азотирование широко применяется для деталей, требующих высокой точности и длительного срока службы, таких как:
Прецизионные зубчатые колеса, пресс-формы, коленчатые валы, ходовые винты, штоки клапанов, высокоточные детали валов, а также ключевые компоненты для аэрокосмической и автомобильной промышленности.
Сравнение 5 видов процессов поверхностной закалки
| Процесс | Принцип укрепления | Требуется ли закалка | Основные преимущества | Основные недостатки | Подходящие детали |
| Закалка пламенем | Быстрое охлаждение после нагрева поверхности приводит к образованию мартенсита | Обязательно | Недорого, подходит для крупных деталей | Плохая термостойкость, склонность к деформации и окислению | Крупные зубчатые колеса, направляющие, валы |
| Индукционная закалка | Быстрое охлаждение после нагрева поверхности с помощью электромагнитной индукции | Обязательно | Высокая эффективность, регулируемая глубина, подходит для массового производства | Высокая стоимость оборудования и рулонов | Шестерни, валы, штифты, детали трансмиссии |
| Лазерная закалка | Самоохлаждающаяся закалка после локального лазерного нагрева | Обычно внешнее охлаждение не требуется | Высокая точность, незначительная деформация | Высокая стоимость, подходит для небольших площадей | Формы, направляющие, локальные износостойкие поверхности |
| Цементация | Перед закалкой содержание углерода на поверхности увеличивается | Обязательно | Высокая твердость поверхности, относительно глубокий слой закалки | Длительный цикл, подвержен деформации | Зубчатые колеса повышенной прочности, приводные валы |
| Азотирование | Атомы азота образуют твердые нитриды | Не требуется | Незначительная деформация, стабильность размеров, хорошая износостойкость | Длительный цикл, высокая стоимость, тонкий слой | Прецизионные зубчатые колеса, пресс-формы, ходовые винты |
Выберите подходящий метод поверхностной закалки для вашего проекта
Для различных деталей следует подбирать подходящий метод поверхностной закалки с учетом материала, размеров, требований к твердости, глубины закаленного слоя и объема производства.
Если это значительная часть
Можно рассмотреть возможность закалки пламенем.
Она оснащена простым оборудованием и подходит для обработки крупных зубчатых колес, направляющих рельсов и локального упрочнения поверхностей, однако требует от оператора значительного опыта.
Если это деталь серийного производства
Как правило, индукционная закалка является более подходящим вариантом.
Она отличается высокой скоростью, хорошей стабильностью и высокой степенью автоматизации, что делает её подходящей для крупносерийного производства зубчатых колес, валов и деталей трансмиссии.
Если требуется высокоточное локальное упрочнение
Лазерная закалка имеет больше преимуществ.
Он подходит для обработки небольших поверхностей, сложных форм и дорогостоящих деталей, особенно тех, к которым предъявляются очень высокие требования по контролю деформации.
Если материал представляет собой низкоуглеродистую сталь
Можно выбрать цементацию.
Сама по себе низкоуглеродистая сталь при прямой закалке обладает ограниченной твердостью. Благодаря цементации на поверхности образуется высокоуглеродистый слой, что позволяет добиться высокой твердости при закалке.
Если к детали предъявляются чрезвычайно высокие требования к стабильности размеров
Азотирование — это идеальный вариант.
При этом используется более низкая температура обработки и не требуется резкого охлаждения, благодаря чему деформация минимальна, что делает данный метод подходящим для изготовления прецизионных деталей и деталей с длительным сроком службы.
Какие металлы требуют поверхностной закалки
- Низкоуглеродистая сталь и низкоуглеродистая легированная сталь: широко применяется в процессах цементации, например, при изготовлении автомобильных шестерен, цепей, штифтов валов для инженерной техники и т. д. Благодаря цементации содержание углерода в поверхностном слое увеличивается, и после закалки достигается высокая твердость (HRC 58–64), при этом сохраняется вязкость сердцевины, позволяющая выдерживать удары и износ.
- Среднеуглеродистая сталь и среднеуглеродистая легированная сталь: подходят для поверхностной закалки (например, индукционной и пламенной), применяются для изготовления валов, шестерен, шлицевых валов и т. п. Благодаря быстрому нагреву и охлаждению в поверхностном слое образуется мартенситная структура, повышающая износостойкость и усталостную прочность; глубина этого слоя обычно составляет 0,5–2,5 мм.
- Легированная конструкционная сталь (например, 38CrMoAl): часто применяется в процессах азотирования. Температура обработки низкая (500–580 °C), деформация крайне мала, а на поверхности образуется нитридный слой высокой твердости (твердость >= 1000 HV), подходящий для высокоточных деталей с высокой износостойкостью, таких как прецизионные шпиндели, направляющие штифты пресс-форм, золотники клапанов и т. д.
- Ковкий чугун: может подвергаться поверхностной закалке или цементации для изготовления деталей, подвергающихся переменным нагрузкам, таких как коленчатые валы двигателей, шестерни и т. п., что позволяет повысить твердость поверхности и усталостную прочность.
- Титановый сплав: обычно подвергается лазерной поверхностной закалке или PVD-покрытие для высокотехнологичных деталей в аэрокосмической и медицинской отраслях, повышая износостойкость и коррозионную стойкость поверхностей.
Взаимосвязь между обработкой на станках с ЧПУ и процессами поверхностной закалки

В случае деталей, изготовленных на станках с ЧПУ, поверхностная закалка обычно проводится после черновой или получистовой обработки.
Поскольку термическая обработка может привести к некоторым деформациям, многие высокоточные детали после поверхностной закалки подвергаются шлифованию, чистовой обработке или коррекции размеров.
Обычный технологический процесс выглядит следующим образом:
Подготовка сырья: отбор металлических материалов с надежными сертификационными маркировками, приобретенных на заводах по переработке сырья в соответствии с чертежами заказчика.
Черновая обработка на станке с ЧПУ: выполнение черновой обработки на трехкоординатном станке для заготовок простой формы с фрезерованием приблизительного контура.
Получистовая обработка: для выполнения более точной обработки деталей на многоосевом станке, таких как канавки, пазы и простые углубления, может потребоваться замена приспособлений или инструментальных головок.
Обработка поверхностной закалки: выберите соответствующий метод поверхностной закалки с учетом количества деталей и требований к закалке, чтобы обеспечить соответствие твердости поверхности материала и внутренней прочности установленным стандартам.
Шлифование или финишная обработка: шлифовальные станки с ЧПУ могут использоваться для шлифования поверхности заготовки с точностью до микрона, удаления излишних заусенцев и обеспечения более высоких требований к качеству поверхности и допускам; также могут применяться процессы электроэрозионной резки, такие как быстрая и медленная электроэрозионная резка. Быстрая электроэрозионная резка подходит для внутренней резки заготовок с менее строгими требованиями к точности и для удаления излишков основного материала из углеродистой стали, используемого для зажима при обработке. Если требования к допуску высоки, а структура полости сложна, можно использовать медленную электроэрозионную резку с более высоким уровнем обработки, но стоимость и время обработки будут выше.

Обработка поверхности: включает в себя такие распространенные процессы, как анодирование, пассивация, черное оксидирование, хромирование, никелирование, окрашивание и т. д., направленные на дальнейшее улучшение качества поверхности.
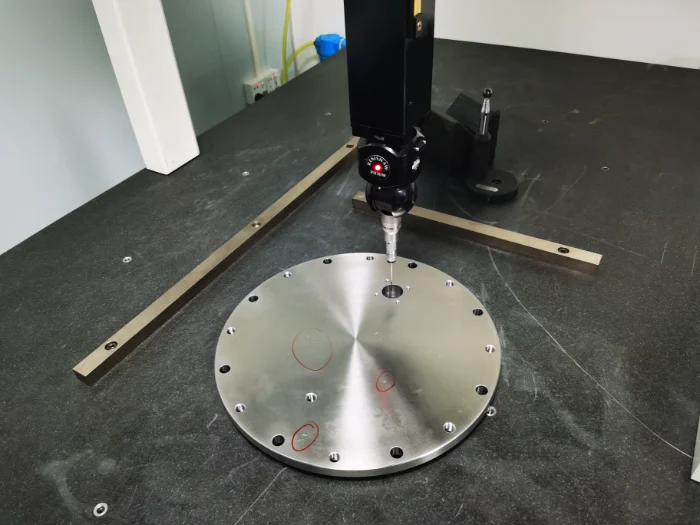
Контроль твердости, размеров и качества поверхности: для проверки и регистрации результатов готовых деталей используются профессиональные твердомеры, микрометры, штангенциркули и проекторы. Данные об обработке каждой детали поддаются отслеживанию. В отношении труднодоступных для измерения участков, КИМ используется измерение.
Поставка готовой продукции: специалисты проверяют каждую деталь, упаковывают её в пенопласт, прикрепляют этикетку с номером и фиксируют качество и количество деталей.
Если к детали предъявляются строгие требования по точности размеров, шероховатости поверхности и глубине закалки, то еще на этапе проектирования необходимо четко определить метод термообработки и припуск на последующую механическую обработку.
Часто задаваемые вопросы о поверхностной закалке
Всегда ли более высокая твердость является лучшим показателем при поверхностной закалке?
Нет. Чрезмерно высокая твёрдость может привести к повышению хрупкости поверхности и даже к появлению трещин.
Необходимо определить подходящую твердость с учетом материала, нагрузки, характера износа и условий эксплуатации.
Повлияет ли цементация на размеры детали?
Это окажет определенное влияние.
Пламенная закалка, индукционная закалка и цементация могут вызывать деформацию, поскольку сопровождаются нагревом и охлаждением. Азотирование и лазерная закалка обычно вызывают меньшую деформацию и лучше подходят для прецизионных деталей.
Можно ли проводить прямую поверхностную закалку низкоуглеродистой стали?
Эффект, как правило, ограничен.
Низкоуглеродистая сталь имеет низкое содержание углерода, поэтому при прямой закалке трудно добиться высокой твердости. Обычно её сначала необходимо цементации, а затем закалке.
В чём заключается разница между индукционной закалкой и цементацией?
Индукционная закалка в основном изменяет структуру поверхностного слоя за счет быстрого нагрева и охлаждения и подходит для среднеуглеродистой стали или стали с достаточным содержанием углерода.
В результате цементации сначала повышается содержание углерода на поверхности низкоуглеродистой стали, а затем посредством закалки достигается высокая твердость.
Почему азотирование вызывает незначительные деформации?
Температура азотирования относительно невысока, и обычно не требуется быстрое охлаждение распылением воды, поэтому термические напряжения незначительны, а стабильность размеров выше.
Можно ли упрочнить поверхность пластика?
К распространенным методам упрочнения пластиковых поверхностей относятся следующие:
1. Твердое покрытие поверхности
На поверхность пластика наносится покрытие высокой твердости, которое затем отвердевает под воздействием тепла, ультрафиолета или электронного облучения, образуя защитную пленку. Этот метод широко применяется для таких пластиков, как ПК, ПММА, ПЭТ, АБС и ПК/АБС, особенно в корпусах мобильных телефонов, оптических линзах, дисплеях, пластиковых листах и защитных пленках. Он позволяет значительно повысить твердость поверхности, устойчивость к царапинам и износостойкость, при этом твердость обычно достигает с 3 до 8 часов.
2. Покрытие поверхности методом физического осаждения из паровой фазы (PVD)
Метод физического осаждения из паровой фазы применяется в вакуумных условиях для нанесения тонкой пленки из металла или неорганического материала на поверхность пластика. Этот процесс подходит для таких пластиков, как АБС, ПК/АБС, ПК, ПБТ, ППС и ПИК, особенно для корпусов электронных устройств, декоративных деталей, элементов автомобильного салона и изделий из пластмассы, которым требуется металлический вид и повышенная прочность. Это повышает твердость поверхности и износостойкость, а также придает металлический блеск, отражающую способность или электропроводность.
3. Химическая или физическая модификация поверхности
Для изменения молекулярной структуры поверхности пластика используются лазерная обработка, плазменная обработка или химическая обработка, что приводит к сшиванию, кристаллизации или активации поверхности. Этот метод может применяться к таким конструкционным пластикам, как ПА, ПОМ, ПБТ, ППС, ПЭК, ПП и ПЭ. Он в основном применяется для изготовления высококачественных оптических компонентов, прецизионных механических деталей, шестерен, втулок и других высокотехнологичных изделий. Для пластиков с низкой поверхностной энергией, таких как ПП и ПЭ, перед поверхностным упрочнением обычно требуется предварительная обработка, например плазменная, коронная или газопламенная, для улучшения адгезии.
Резюме
Цель поверхностной закалки металлических заготовок заключается не в том, чтобы сделать всю деталь твердой, а в том, чтобы обеспечить комплексные эксплуатационные характеристики, сочетающие “износостойкость поверхности и высокую внутреннюю прочность”.”
Газовая закалка является недорогой, но ее сложнее контролировать; индукционная закалка отличается высокой эффективностью и подходит для серийного производства; лазерная закалка обеспечивает высокую точность и подходит для локального упрочнения; цементация подходит для деталей из низкоуглеродистой стали, подвергающихся высоким нагрузкам; азотирование подходит для высокоточных деталей с длительным сроком службы.
Для зубчатых колес, валов, направляющих, форм и Детали, изготовленные с помощью прецизионной обработки с ЧПУ, ... правильный выбор метода поверхностной закалки может значительно повысить износостойкость деталей, их усталостную прочность и общий срок службы. Если вы хотите узнать больше или разобраться в прозрачные расценки по вопросам изготовления деталей на заказ и обработки поверхностей вы можете обратиться Обработка Weldo обслуживание клиентов.
По-настоящему качественная металлическая деталь не является твердой по всей поверхности; она твердая там, где должна быть твердой, и прочная там, где должна быть прочной.









{kind=link}