

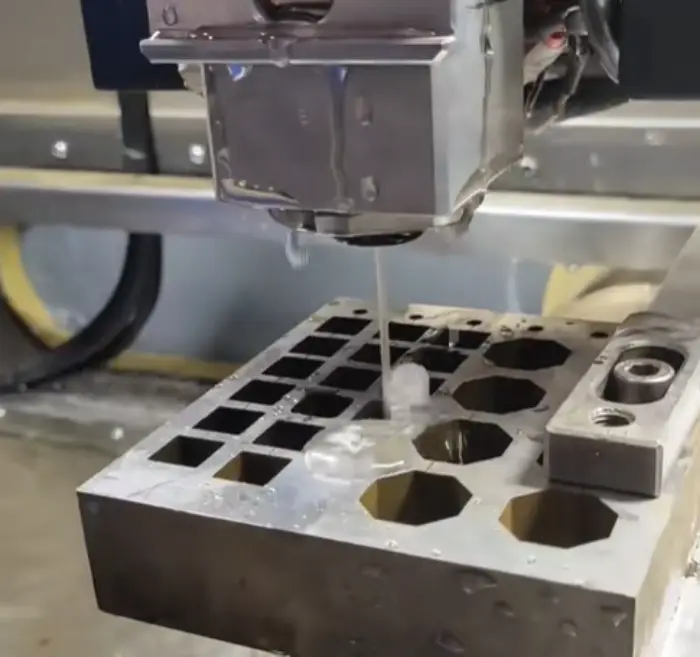
В металлообрабатывающей промышленности применяется электроэрозионная обработка (EDM) широко используется для прецизионной обработки, например, при изготовлении пресс-форм и обработке деталей сложной формы. Как быстрое электроэрозионное резание проволоки (Wire Cut EDM), так и медленное электроэрозионное резание проволоки (Slow Wire Cut EDM) являются двумя важными типами электроэрозионной обработки, каждый из которых имеет свои уникальные преимущества и сценарии применения. В этой статье мы подробно сравним эти две технологии по нескольким параметрам, включая принципы работы, электродную проволоку, охлаждающую жидкость, скорость обработки, точность, качество поверхности, стоимость, сценарии применения, особенности обработки и альтернативные технологии.

Принципы работы быстрого и медленного электроэрозионного резания проволоки
Быстрый обрез провода: Быстрая проволочная резка EDM работает с помощью высокочастотных электрических разрядов между электродной проволокой и поверхностью заготовки для преобразования электрической энергии в тепловую, испаряя, газируя или расплавляя металл для завершения резки. Поскольку электродная проволока толще, а сила тока выше, она позволяет быстро выполнять задачи по резке более толстых материалов, но за счет снижения точности и качества поверхности.
Медленное разрезание проволоки: При медленной резке проволокой используются меньшие токи и более тонкие электродные проволоки. Скорость резки ниже, но она позволяет получить более детальные электрические разряды для точной резки. Медленная резка проволокой делает упор на высокоточную обработку и подходит для задач, требующих чрезвычайно высокого качества поверхности и допусков на размеры.
Сравнение электродных проводов
Быстрый обрез провода: Для быстрой резки проволокой обычно используются более толстые электродные проволоки (0,2-0,25 мм), подходящие для быстрой резки более толстых металлических материалов. Хотя толстые электродные проволоки повышают эффективность резки, они также приводят к увеличению следов резки и снижению точности обработки.
Медленное разрезание проволоки: При медленной резке используется более тонкая электродная проволока (0,03 мм ~ 0,15 мм). Более тонкая проволока уменьшает площадь разряда в процессе резки, что повышает точность и качество поверхности. Тонкая электродная проволока эффективно снижает шероховатость поверхности.
Сравнение материалов электродной проволоки
Электродная проволока играет важнейшую роль в электроэрозионной обработке, непосредственно влияя на точность обработки, качество поверхности, эффективность резания и срок службы электродной проволоки. Материалы, используемые для электродной проволоки, различаются для быстрой и медленной резки. К распространенным материалам электродной проволоки относятся медь, медные сплавы, молибден и латунь.
Медный/латунный электродный провод
Медные электродные проволоки являются одним из наиболее часто используемых материалов в EDM, с хорошей устойчивостью к окислению и используются в медленной обработке проволочной резки.
Отличная электро- и теплопроводность: Медная проволока имеет отличные электропроводность и теплопроводностьоптимизирует производительность разгрузки и обеспечивает стабильную резку.
Одноразовое использование: Используется медная проволока однажды за каждый цикл обработки, с точностью до диаметра проволоки ±0,001 ммПодходит для средне- и высокоточной обработки.
Широкие возможности адаптации: Он подходит для обработки широкого спектра металлические материалы, в том числе углеродистая сталь, нержавеющая сталь, алюминиевые сплавы и медные сплавыОсобенно для серийного производства с низкими требованиями к точности.
Механическая прочность: Медная проволока имеет прочность на разрыв около 600 МПачто достаточно для поддержания стабильного напряжения в процессе резки. Несмотря на то, что прочность на разрыв ниже, чем у молибденовой проволоки, медная проволока может обеспечить хорошую стабильность обработки в режиме медленного электроэрозионного резания с пониженным напряжением, предотвращая поломку или вибрацию проволоки.
Молибденовая электродная проволока
Молибденовые электродные проволоки широко используются в прецизионной обработке благодаря высокой температуре плавления и прочности, особенно при быстрой резке проволоки.
Высокая температура плавления и высокая прочность на разрыв: Молибденовая проволока имеет температура плавления 2610°C и прочность на разрыв около 1000 МПачто делает его пригодным для работы в условиях высоких температур и напряжений при быстром электроэрозионном резании проволокой.
Использование циклов: Молибденовая проволока может быть использована 5-10 раз в повторяющиеся циклы, предоставляя экономическая эффективность для грубой и полугрубой обработки.
Сильная приспособляемость: Идеально подходит для обработки материалы такие как углеродистая сталь, нержавеющая сталь и твердые сплавыИ может использоваться в быстрой электроэрозионной резке для заготовок средней толщины (до 300 мм).
Высокая скорость обработки: Молибденовая проволока предлагает высокая эффективность обработкиособенно для высокоскоростная черновая резкаБлагодаря этому он подходит для регулярных требований к точности.
Вольфрамовая проволока
Чрезвычайно высокая температура плавления : Вольфрам имеет температура плавления 3410°Cчто делает его очень устойчивым к эрозии в высокотемпературных средах и обеспечивает минимальный износ в процессе резки.
Высокая прочность на разрыв : С прочность на разрыв ≥1500 МПаВольфрамовая проволока остается стабильной при высоком напряжении, предотвращая обрыв провода и вибрация во время процесса резки.
Отличная жесткость : Вольфрамовая проволока поддерживает высокая жёсткостьдаже при сверхтонких диаметрах (0,02 мм), что делает его идеальным для Ультратонкие микрожелобки и микроотверстия которые трудно достичь с помощью других проводов.
Устойчивость к высокотемпературной эрозии : Вольфрамовая проволока сопротивляется высокотемпературная эрозия эффективно, позволяя ему справляться с температуры импульсного разряда до 8000-10000°C без значительного износа, что делает его пригодным для экстремальных условий резки.
Ниже приводится краткое описание и сравнение трех типов электродных проводов.
| Тип электрода | Медная проволока (латунь/оцинкованная/чистая медь) | Молибденовая проволока (Стандартный Mo2) | Вольфрамовая проволока (Чистый вольфрам / вольфрамовый сплав) |
|---|---|---|---|
| Применяемая машина | Эксклюзив для WEDM-LS (низкоскоростной проволочный электроэрозионный станок) | Эксклюзив для WEDM-HS (высокоскоростной проволочной электроэрозионной обработки) | Обычное использование для WEDM-HS / Специальные условия работы для высококлассного WEDM-LS |
| Основные характеристики | Отличная электрическая/тепловая проводимость, температура плавления 1083℃, низкий износ | Температура плавления 2610℃, пригоден для вторичной переработки, умеренная прочность на разрыв | Температура плавления 3410℃, высочайшая прочность на разрыв, почти не изнашивается, высокая жесткость ультратонкой проволоки |
| Точность обработки | ±0,005~0,01 мм | ±0,01~0,02 мм | В пределах ±0,001 мм |
| Шероховатость поверхности | Ra0.2~1.6μm | Выше Ra3,2 мкм | Ниже Ra0,2 мкм |
| Режим использования | Одноразовые | Перерабатывается 5~10 раз | Одноразовые (для особых условий работы) |
| Сценарий применения | Рутинная/высокоточная обработка WEDM-LS (пресс-формы, прецизионные детали) | Черновая/получистовая обработка WEDM-HS (общие пресс-формы, серийные детали) | Обработка сверхтолстых заготовок, сверхтонких канавок, сверхтвердых хрупких материалов |
| Уровень затрат | Средний и высокий | Крайне низкий | Чрезвычайно высокий |
| Основная этикетка | Стандарт для WEDM-LS, высокая точность/высокая степень отделки | Стандарт для WEDM-HS, низкая стоимость/высокая эффективность | Специальный электрод, только для сложной обработки |
Проволока из черного золота - новый дизайн проволоки для обработки edm
Проволока из черного золота это высокопроизводительная композитная электродная проволока, используемая исключительно для медленного проволочного электроэрозионного станка. На рынке ее обычно называют "черной проволокой" или "проволокой с покрытием из черного золота". Сердечник обычно изготавливается из высокопрочной латуни, а на внешний слой наносится покрытие из специального сплава (например, цинк-никель, кобальтовый сплав или алмазоподобное углеродное покрытие), что придает ему черно-серый или матовый черно-золотой вид. Она считается более совершенной моделью, чем обычная оцинкованная проволока.
- Высокая прочность на разрыв по сравнению с обычной оцинкованной проволокой, что делает ее пригодной для резки толстых высокопрочных материалов.
- Более стабильная разрядкаБлагодаря этому снижается скорость обрыва проволоки, уменьшается износ и увеличивается скорость резки.
- Сайт покрытие препятствует возникновению дугиулучшает удаление стружки, обеспечивает более высокое качество обработки поверхности и точность, чем обычная оцинкованная проволока.
- Используется исключительно для медленной проволочной электроэрозионной обработки, для одноразового использования. Это дороже, чем обычная проволока с цинковым покрытием, но дешевле, чем проволока из чистого вольфрама.
- Позиционируется как проволока высокого качестваМежду обычной медной проволокой с цинковым покрытием и специальной вольфрамовой проволокой.
Роль и требования к охлаждающей жидкости
Быстрый обрез провода: При быстром проволочно-вырезном электроэрозионном станке выбор охлаждающей жидкости имеет решающее значение, поскольку при резке выделяется значительное количество тепла. Обычно используется эмульгированная масляная СОЖ. Она обеспечивает превосходное охлаждение, быстро отводя тепло, выделяемое при резке, предотвращая перегрев и деформацию заготовки. Кроме того, эмульгированное масло обеспечивает некоторую смазку, уменьшая трение между электродной проволокой и заготовкой, тем самым продлевая срок службы электродной проволоки. Очищающая функция СОЖ также помогает удалять остатки режущего инструмента, поддерживая стабильность процесса разряда, тем самым повышая эффективность обработки и качество поверхности.
Медленное разрезание проволоки: При медленной электроэрозионной обработке проволокой выбор охлаждающей жидкости в большей степени ориентирован на требования к точности обработки, обычно используется деионизированная вода или керосин. Деионизированная вода обладает чрезвычайно низкой электропроводностью и не содержит ионов, что позволяет избежать электролиза и обеспечить стабильность электрических разрядов. Она обеспечивает хорошее охлаждение, эффективно отводя тепло, выделяемое в процессе резки, и предотвращая перегрев или окисление поверхности заготовки. В то же время деионизированная вода обладает сильными очищающими способностями, помогая удалять остатки режущего инструмента, уменьшать износ электродной проволоки и загрязнения, обеспечивая стабильность высокоточной обработки и качество поверхности.
Сравнение скорости обработки
Быстрый обрез провода: Быстрый проволокорез обладает более высокой скоростью резки, линейная скорость обработки составляет от 8 до 10 метров в секунду, что делает его подходящим для массового производства или задач, требующих быстрого выполнения. Он может быстро завершить резку более толстых металлических материалов, что дает ему значительное преимущество в эффективности производства.
Медленное разрезание проволоки: Медленная проволочная резка имеет более низкую скорость обработки, линейная скорость обработки не превышает 0,2 метра в секунду. Она идеально подходит для высокоточной обработки и обработки сложных форм. Из-за более низкой скорости резки она требует больше времени на обработку и подходит для высокоточной обработки и мелкосерийного производства.
Сравнение точности обработки и качества поверхности
Быстрый обрез провода: Поскольку при быстрой проволочной резке используются более толстые электродные проволоки и более высокие токи, хотя она и позволяет быстро завершить резку, но приводит к увеличению площади разряда, что приводит к снижению точности. Типичная точность обработки составляет от ±0,02 мм до ±0,08 мм, а шероховатость поверхности обычно варьируется от Ra 3,0 мкм до 4,0 мкм. Для улучшения качества поверхности обычно требуются такие методы последующей обработки, как шлифование.
Медленное разрезание проволоки: Медленная проволочная резка, благодаря более тонкой электродной проволоке и низкотоковому разряду, обеспечивает более высокую точность обработки и качество поверхности. Точность обработки может достигать от ±0,002 мм до ±0,01 мм, а шероховатость поверхности может варьироваться от Ra 0,2 мкм до 0,8 мкм. Поскольку при медленной проволочной резке зона термического влияния меньше, гладкость поверхности выше, что практически не требует последующей обработки. Если требуется очень высокая гладкость поверхности, шлифование с ЧПУ может дополнительно улучшить качество поверхности.
Сравнение требований к рабочей среде
Быстрое электроэрозионное резание проволокой Имеет относительно мягкие требования к температуре, обычно работая в диапазоне 10°C - 30°C. Хотя температура строго не контролируется, все же важно поддерживать ее в разумных пределах, чтобы избежать проблем со стабильностью СОЖ и плавностью процессов резки при больших объемах работ.
В отличие от, медленная проволочная резка EDM К рабочей среде предъявляются гораздо более жесткие требования по температуре. Чтобы обеспечить высокоточная обработкаДля медленной резки проволоки требуется постоянная температура окружающей средытемпература регулируется в диапазоне 20°C и 26°C. Колебания температуры могут привести к небольшим ошибкам при обработке заготовки, что повлияет на точность и качество поверхности, поэтому стабильная температура имеет решающее значение для медленных операций резки проволоки.
Сравнение методов подачи электродной проволоки
На сайте быстрое электроэрозионное резание проволокойМетод подачи электродной проволоки обычно с ручным управлением. Поскольку при быстрой резке проволокой скорость резки выше, а электродная проволока толще, ручная подача более приспособлена к быстрой обработке и заготовкам большого размера.
На сайте медленная проволочная резка EDMСпособ подачи электродной проволоки автоматический. Автоматизированный метод подачи обеспечивает точное попадание электродной проволоки в зону резки, сводя к минимуму ошибки при ручном управлении, что необходимо для высокоточной и долговременной стабильной обработки.
Сравнение использования электродной проволоки
Быстрое электроэрозионное резание проволокой обычно использует молибденовая проволока для электродной проволоки благодаря высокой температуре плавления и прочности, позволяющей стабильно работать при высоких температурах. Молибденовая проволока может быть использована повторноНо в процессе эксплуатации он изнашивается, поэтому его необходимо регулярно проверять на износ и при необходимости заменять, чтобы обеспечить эффективность и точность резки.
С другой стороны, медленная проволочная резка EDM использует медная проволока для изготовления электродной проволоки. Медная проволока обычно для одноразового использованиято есть после обработки каждой заготовки ее необходимо заменять новой электродной проволокой. Медная проволока подвержена износу и окислению в процессе резки, поэтому для обеспечения высокой точности и качества поверхности обычно используется одноразовая медная проволока, что позволяет минимизировать ошибки и повысить точность.
Сравнение стоимости
Быстрый обрез провода: Быстрая резка проволокой имеет более низкую себестоимость, в основном с точки зрения затрат на приобретение оборудования, расходных материалов (электродной проволоки) и затрат на оплату труда. Благодаря высокой скорости резки она подходит для массового производства, что приводит к снижению общей стоимости. Поэтому быстрая резка проволокой идеально подходит для неточных задач резки, где стоимость является критическим фактором.
Медленное разрезание проволоки: Медленная резка проволоки имеет более высокую стоимость, поскольку требует более дорогостоящего оборудования и электродной проволоки, а также более длительного времени обработки, что приводит к увеличению трудозатрат. Хотя удельная стоимость медленной резки проволоки выше, она подходит для высокотехнологичных рынков, требующих высокой точности, таких как прецизионная обработка пресс-форм и аэрокосмическая промышленность.

Сравнение областей применения
Быстрый обрез провода: Благодаря высокой скорости обработки и низкой стоимости, при которой трудозатраты составляют от $10 до $50 в час, быстрая резка проволокой подходит для массового производства, изготовления пресс-форм, резки толстых металлов и автомобильных деталей. В основном она используется для резки деталей, не требующих высокой точности.
Медленное разрезание проволоки: Медленная резка проволокой подходит для задач, требующих чрезвычайно высокой точности, с трудозатратами от $30 до $200 в час. Он широко используется в производстве прецизионных пресс-форм, медицинского оборудования, аэрокосмической промышленности, высокоточных компонентов и при резке сложных форм. Он идеально подходит для задач, требующих высокого качества поверхности и малых допусков на размеры.
Особенности обработки и решения
Особенности обработки быстрой резки проволоки:
- Износ электродной проволоки: При быстрой резке проволокой используются более толстые электродные проволоки и большие токи, что может привести к их быстрому износу или поломке. Поэтому важно регулярно проверять состояние электродной проволоки и своевременно заменять ее. Использование более износостойких материалов электродной проволоки или оптимизация силы тока в процессе резки могут помочь снизить износ.
- Шероховатость поверхности: После резки может возникнуть большая шероховатость поверхности. Это можно улучшить, отрегулировав скорость резки, оптимизировав ток и диаметр электродной проволоки. Увеличение расхода охлаждающей жидкости также помогает уменьшить тепловой эффект.
- Управление охлаждающей жидкостью: Поскольку при резке выделяется большое количество тепла, эффективное использование охлаждающей жидкости имеет решающее значение. Обеспечение достаточного охлаждения помогает предотвратить перегрев и поддерживает стабильность обработки.
Особенности обработки медленной проволочной резки:
- Контроль тепловой деформации: При медленной резке проволокой ток меньше, а электродная проволока тоньше, что снижает тепловую деформацию. Однако она все равно требует контроля над теплом, выделяемым в процессе обработки. Этого можно достичь путем оптимизации использования охлаждающей жидкости (например, деионизированной воды) и снижения тока резки для минимизации накопления тепла и обеспечения точности обработки и качества заготовки.
- Износ/загрязнение электродной проволоки: Деионизированная вода может уменьшить влияние ионов и примесей. Для поддержания хорошей проводимости необходима регулярная замена электродной проволоки.
- Скорость резки: Медленная проволока режет медленнее, требуя более длительных производственных циклов. Регулировка параметров резки, использование проволоки соответствующего диаметра, увеличение частоты разряда и сокращение чрезмерно длинных траекторий резки могут помочь повысить эффективность обработки.
Сравнение альтернативных технологий
Альтернативные технологии для быстрой резки проводов:
- Лазерная резка: Подходит для быстрой резки, особенно металлов сложной формы, но уступает по качеству поверхности и точности резки медленной проволочной резке.
- Гидроабразивная резка: Подходит для резки большинства металлов и неметаллов. Гидроабразивная резка обеспечивает более высокую точность резки, но работает медленнее и не подходит для очень толстых материалов.
Альтернативные технологии для медленной резки проволоки:
- Лазерная обработка: Лазерная обработка обеспечивает такую же высокую точность и качество поверхности, как и медленная резка проволокой, но является более дорогостоящей с точки зрения оборудования и затрат на обслуживание.
- Электроформование или точное литье: Для некоторых высокоточных деталей гальванопластика или точное литье являются жизнеспособной альтернативой, хотя они менее гибкие и не подходят для всех видов резки.
Всестороннее сравнение и предложения по выбору
В целом, как быстрая, так и медленная резка проволоки имеют свои преимущества и ограничения. При выборе подходящего метода обработки пользователи должны учитывать конкретные требования к обработке, технические характеристики изделия и бюджет:
- Быстрая резка проволоки подходит для:
- Быстрая скорость обработки и низкая стоимость при массовом производстве.
- Резка толстых металлов или неточных деталей.
- Задачи, не предъявляющие жестких требований к шероховатости или точности поверхности.
- Медленная резка проволоки подходит для:
- Высокоточные детали с высоким качеством поверхности.
- Производство прецизионных пресс-форм, сложная фигурная резка, аэрокосмическое и медицинское оборудование.
- Мелкосерийная продукция с высокой добавленной стоимостью.
В реальных условиях применения многие заводы выбирают комбинацию быстрой и медленной резки проволоки в зависимости от конкретных характеристик заготовки для достижения максимальной эффективности производства и качества продукции.
Сводная таблица для сравнения быстрой резки проволоки и медленной резки проволоки
| Предмет сравнения | Быстрый обрез провода | Медленное разрезание проволоки |
|---|---|---|
| Принцип работы | Высокочастотные электрические разряды, более толстая электродная проволока, больший ток, подходит для быстрой резки | Низкотоковый разряд, более тонкая электродная проволока, ориентированная на высокоточную обработку |
| Диаметр электродной проволоки | 0,2-0,25 мм | 0,03 мм-0,15 мм |
| Материал электродной проволоки | Молибденовая проволока | Медная проволока |
| Охлаждающая жидкость | Эмульгированное масло | Деионизированная вода / керосин |
| Скорость обработки | Быстро, подходит для массового производства | Медленный, подходит для высокоточной и мелкосерийной обработки |
| Точность обработки | ±0,02 мм до ±0,08 мм | ±0,002 мм до ±0,01 мм |
| Качество поверхности | Ra 3,0 мкм - 4,0 мкм | Ra от 0,2 мкм до 0,8 мкм |
| Стоимость | Низкая, подходит для массового производства | Высокая, подходит для точной обработки |
| Области применения | Изготовление пресс-форм, массовое производство, резка толстых металлов, автомобильные детали | Производство прецизионных пресс-форм, высокоточных компонентов, мелкосерийное производство |
Заключение
При детальном сравнении технологий быстрой и медленной электроэрозионной резки становится ясно, что каждая из них имеет явные преимущества с точки зрения скорости обработки, точности, качества поверхности, стоимости и областей применения. Быстрая проволочная резка идеально подходит для крупносерийного производства и задач, не требующих высокой точности, благодаря высокой скорости резки и низкой стоимости. С другой стороны, медленная резка проволоки отличается высокой точностью и качеством поверхности, что делает ее подходящей для высокоточных деталей в таких отраслях, как производство пресс-форм и аэрокосмическая промышленность. Пользователи должны выбирать подходящую технологию, исходя из конкретных потребностей в обработке, требований к точности изделий и бюджета. Эффективно сочетая оба метода, производители могут повысить общую производительность, сохраняя баланс между качеством продукции и эффективностью затрат.








