Aluminium 6061-T6 zeichnet sich durch eine gute Zugfestigkeit, Streckgrenze, Scherfestigkeit, Dauerfestigkeit und Härte aus. Es wird häufig für CNC-gefräste Halterungen, Verbindungselemente, Montageplatten und leichte Konstruktionsteile verwendet. Diese Eigenschaften bestimmen nicht nur die Tragfähigkeit eines Bauteils, sondern beeinflussen auch die Schnittkräfte, die Werkzeugbelastung, die Spannstabilität und die endgültige Maßgenauigkeit.
Die Gesamtfestigkeit von 6061-T6 ist höher als die von reinem Aluminium und vielen Aluminiumlegierungen mit geringer Festigkeit, jedoch geringer als die typischer hochfester Aluminiumlegierungen und der meisten Baustähle. Sein Hauptvorteil besteht nicht darin, in einer einzelnen Festigkeitskategorie den höchsten Wert zu erreichen, sondern darin, ein praktisches Gleichgewicht zwischen Festigkeit, Gewicht und Bearbeitbarkeit zu erzielen.
Festigkeitsdaten für Aluminium 6061-T6
Die folgenden Werte geben typische Eigenschaften von Aluminium 6061-T6 wieder. Die tatsächlichen Ergebnisse können je nach Materialstärke, Produktform, Probenahmerichtung und Prüfnorm variieren. Für den Einsatz in der Produktion ist das Materialzertifikat des Lieferanten als maßgebliche Referenz heranzuziehen.
| Festigkeitseigenschaft | Typischer Wert |
| Bruchzugfestigkeit | ca. 290–310 MPa |
| Streckgrenze | ca. 240–276 MPa |
| Scherfestigkeit | ca. 190–210 MPa |
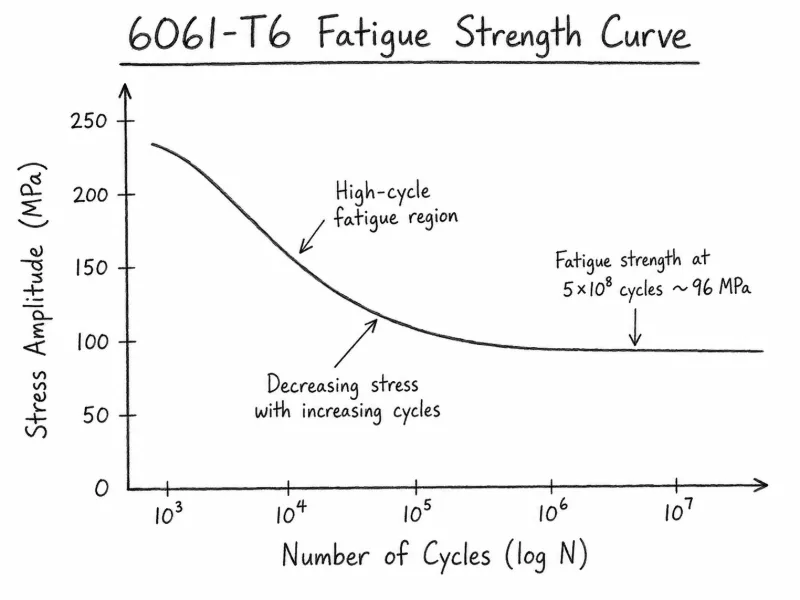
| Ermüdungsfestigkeit | ca. 95–100 MPa |
| Brinell-Härte | ca. 95 HBW |
MPa ist die international anerkannte Einheit für die Spannung, und 1 MPa entspricht 1 N/mm². Bei Berechnungen wird die Belastung üblicherweise in Newton (N) oder Kilonewton (kN) angegeben, während die Querschnittsfläche in Quadratmillimeter (mm²) angegeben wird. HBW ist die Standardbezeichnung für die Brinell-Härte und stellt keine Belastungseinheit dar.
Zugfestigkeit und CNC-Bearbeitung
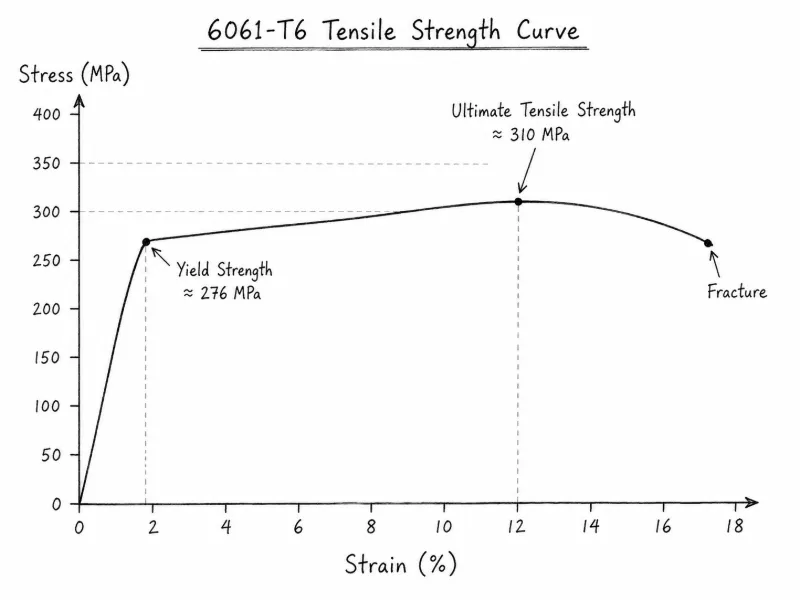
Die typische Zugfestigkeit von Aluminium 6061-T6 beträgt etwa 290–310 MPa. Die Zugfestigkeit gibt die maximale technische Belastung an, der das Material standhalten kann, bevor es unter Zugspannung bricht, und wird in der Regel durch einen standardisierten Zugversuch gemessen. Bei der Prüfung wird ein standardisiertes Prüfstück in einer Universalprüfmaschine bis zum Bruch gedehnt, wobei die maximal aufgebrachte Last aufgezeichnet wird.
Die Berechnung lautet wie folgt:
Zugfestigkeit (MPa) = Maximale Zugkraft (N) ÷ Ursprüngliche Querschnittsfläche (mm²)
Erreicht beispielsweise ein Prüfkörper mit einer ursprünglichen Querschnittsfläche von 50 mm² eine maximale Zugkraft von 15.000 N, beträgt seine Zugfestigkeit 300 MPa.
Diese Festigkeit beruht hauptsächlich auf feinen, festigkeitssteigernden Ausscheidungen aus Magnesium und Silizium. Diese Partikel sind in der gesamten Aluminiummatrix verteilt und hemmen die Versetzungsbewegung, wodurch eine kontinuierliche plastische Verformung erschwert wird. Auch eine geringe Menge Kupfer kann zur Aushärtungsfestigkeit beitragen.
Mit einer Zugfestigkeit von 290–310 MPa eignet sich 6061-T6 für Gerätehalterungen, mechanische Verbindungselemente, Rahmenkomponenten und Befestigungsplatten, die mäßigen Belastungen ausgesetzt sind. Bei der CNC-Bearbeitung spiegelt die Zugfestigkeit die allgemeine Widerstandsfähigkeit des Werkstoffs gegen Zugversagen wider, kann jedoch nicht allein zur Vorhersage der Schnittkraft herangezogen werden. Die tatsächliche Bearbeitungsbelastung wird auch von der Scherfestigkeit, der Härte, der Werkzeuggeometrie und den Schnittparametern beeinflusst.
Streckgrenze und Bearbeitungsverformung
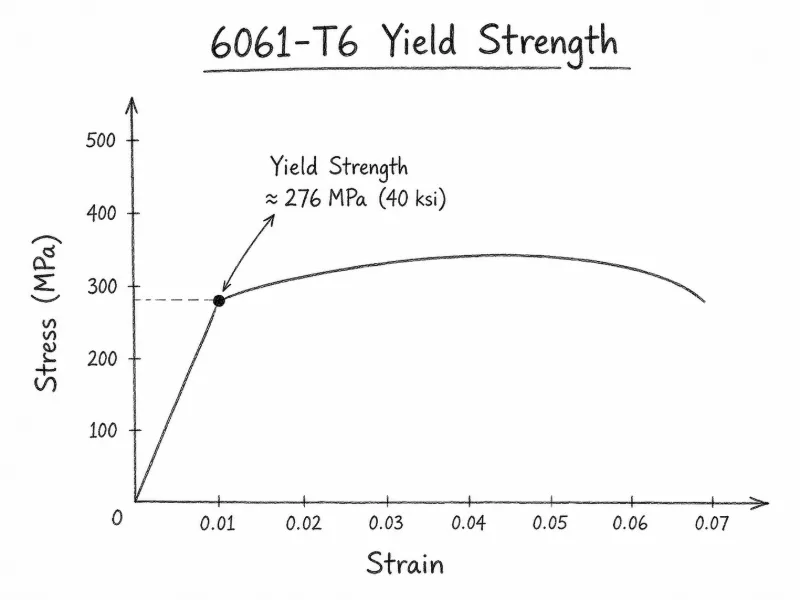
Die typische Streckgrenze von Aluminium 6061-T6 beträgt etwa 240–276 MPa. Sie gibt die Spannung an, bei der das Material eine bleibende plastische Verformung zu zeigen beginnt. Da 6061-T6 in der Regel kein klar definiertes Streckgrenzenplateau aufweist, wenden Ingenieure üblicherweise die 0,2%-Offset-Methode an und ermitteln den Wert aus der bei einem Zugversuch ermittelten Spannungs-Dehnungs-Kurve.
Die grundlegende Beziehung lautet:
Streckgrenze (MPa) = Strecklast (N) ÷ ursprüngliche Querschnittsfläche (mm²)
Erreicht beispielsweise ein Prüfkörper mit einer Querschnittsfläche von 50 mm² unter einer Belastung von 13.000 N eine bleibende Dehnung von 0,2%, so beträgt die entsprechende Streckgrenze etwa 260 MPa.
Die Streckgrenze ist ebenfalls hauptsächlich auf durch Magnesium und Silizium gebildete Ausscheidungen zurückzuführen, die eine Alterungshärtung bewirken. Diese feinen Partikel hemmen das Gleiten von Versetzungen, sodass das Material einer höheren Beanspruchung standhalten muss, bevor eine bleibende Verformung einsetzt. Eine unzureichende künstliche Alterung oder eine übermäßige Vergröberung der Ausscheidungen kann die Streckgrenze verringern.
Die relativ hohe Streckgrenze trägt dazu bei, dass Bauteile aus 6061-T6 einer dauerhaften Verformung durch Spann- und Schnittkräfte widerstehen. Dadurch eignet sich das Material für Spannvorrichtungssockel, Verbindungsplatten und Strukturbauteile, die Montagebelastungen ausgesetzt sind. Bei dünnwandigen, langgestreckten oder lokal nicht abgestützten Bauteilen können jedoch dennoch Beulen, Verformungen oder Maßabweichungen auftreten, wenn der Spanndruck zu stark konzentriert ist.
Scherfestigkeit und Schneidkraft
Die typische Scherfestigkeit von 6061-T6-Aluminium beträgt etwa 190–210 MPa. Die Scherfestigkeit beschreibt die Fähigkeit eines Werkstoffs, einem Versagen unter parallel wirkenden, in entgegengesetzte Richtungen gerichteten Kräften standzuhalten. Sie wird in der Regel mithilfe eines Einzelscherversuchs oder Doppelscherversuch.
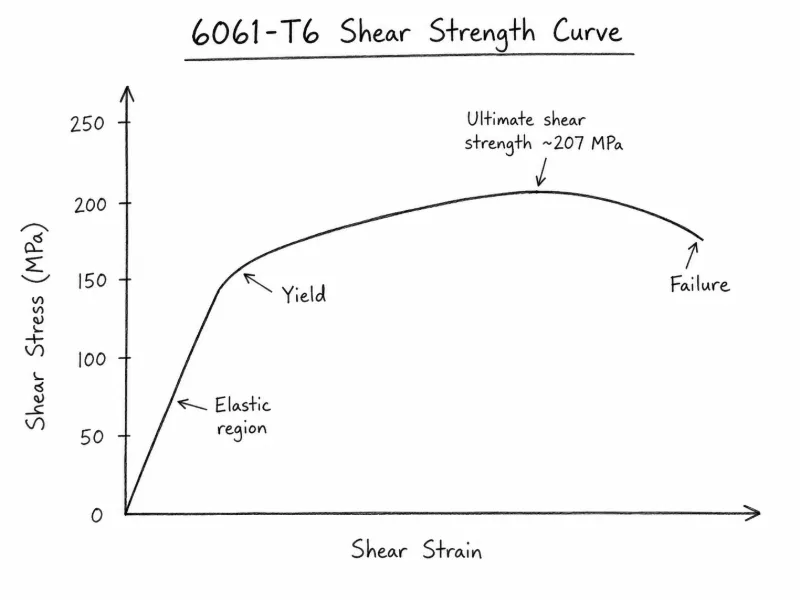
Die Berechnung lautet wie folgt:
Scherfestigkeit (MPa) = Maximale Scherkraft (N) ÷ Wirksche Scherfläche (mm²)
Beträgt beispielsweise die wirksame Scherfläche 40 mm² und die maximale Scherbelastung 8.000 N, so beträgt die Scherfestigkeit 200 MPa. Bei einem Doppelscherversuch gibt es zwei Scherflächen, daher müssen die Flächen beider Ebenen in die Berechnung einbezogen werden.
Die Scherfestigkeit wird durch die Aluminiummatrix, Mg₂Si-Verstärkungsausscheidungen, geringe Mengen an Kupfer und die Kornstruktur beeinflusst. Feine, gleichmäßig verteilte Ausscheidungen verbessern die Beständigkeit gegen Scherverformung, während grobe Sekundärphasenpartikel zu lokalen Rissausgangsstellen werden können.
Beim CNC-Schneiden wird Material im Wesentlichen durch Scherverformung und Abtrennung vor der Schneidkante abgetragen. Die Scherfestigkeit steht daher in einem relativ direkten Zusammenhang mit der Schnittkraft, der Spanbildung und der Spindelbelastung. Bei der Bearbeitung von schmalen Nuten, Lochkanten oder dünnen Abschnitten können ein stumpfes Werkzeug oder ein zu hoher Vorschub zu vermehrten Graten, Kantenausrissen und lokalen Verformungen führen.
Brinell-Härte und Werkzeugbelastung
Die typische Brinell-Härte von 6061-T6-Aluminium beträgt ungefähr 95 HBW, was bei gängigen Aluminiumlegierungen als mittlerer bis hoher Härtegrad gilt. Die Bezeichnung HBW gibt an, dass der Härtewert mit einem Indenter aus Wolframkarbidkugel gemessen wurde. Es handelt sich dabei nicht um eine Spannungseinheit wie MPa oder N/mm².
Bei der Prüfung wird eine Kugel aus Wolframkarbid mit einer vorgegebenen Kraft in die Materialoberfläche gedrückt. Nach Entlastung wird der durchschnittliche Eindringdurchmesser gemessen, und die Härte wird anhand der Prüfkraft, des Kugeldurchmessers und der Eindringgröße berechnet. Die Prüfkraft wird in Newton (N) angegeben, der Kugel- und Eindrückdurchmesser in Millimetern (mm) und die Einwirkzeit in Sekunden (s).
Ein vollständiges Ergebnis lässt sich wie folgt schreiben:
95 HBW 10/500/30
Wo:
10 steht für einen Kugeldurchmesser von 10 mm
500 gibt die Höhe der Prüfkraft an
30 steht für eine Verweilzeit von 30 s
Die Härte von 6061-T6 beruht hauptsächlich auf feinen Ausscheidungen aus Magnesium und Silizium. Eine geringe Menge Kupfer kann das Aushärtungsverhalten verstärken, während Chrom dazu beiträgt, die Kornstruktur und die Rekristallisation zu steuern. Eisen ist kein primäres Verstärkungselement, und übermäßige, grobe Eisen-Silizium-Phasen können die Duktilität und die Oberflächenbeschaffenheit nach der Bearbeitung beeinträchtigen.
Eine Härte von etwa 95 HBW verleiht 6061-T6 eine angemessene Eindrückfestigkeit und trägt dazu bei, saubere Bohrungskanten, Gewinde und bearbeitete Profile zu erhalten. Bei der CNC-Bearbeitung beeinflusst die Härte das Eintauchen des Werkzeugs und den Verschleiß der Schneidkante. Wenn das Werkzeug stumpf wird, kann sich der Bearbeitungsprozess von sauberem Scheren hin zu Reibung und Kompression verlagern, was zu erhöhtem Aufbauschleifen, Graten, Oberflächenrissen und Maßabweichungen führt.
Ermüdungsfestigkeit und Oberflächenqualität
Die typische Ermüdungsfestigkeit von 6061-T6-Aluminium beträgt etwa 95–100 MPa, dieser Wert muss jedoch stets im Zusammenhang mit der angegebenen Anzahl von Belastungszyklen betrachtet werden. Aluminiumlegierungen weisen im Allgemeinen keine klar definierte Dauerermüdungsgrenze auf, daher sollte die Ermüdungsfestigkeit nicht ohne Angabe der Zyklenanzahl herangezogen werden.
Das Ermüdungsverhalten wird in der Regel durch Rotations-Biege- oder axiale zyklische Belastungsversuche gemessen. Die Probekörper werden wiederholt mit unterschiedlichen Spannungswerten belastet, die Anzahl der Zyklen bis zum Versagen wird aufgezeichnet und eine S-N-Kurve erstellt. In dieser Kurve steht S für die zyklische Spannung in MPa, während N die Anzahl der Zyklen bis zum Bruch angibt.
Die zyklische Beanspruchung lässt sich weiterhin aus der Belastung und der Querschnittsfläche berechnen:
Zyklische Beanspruchung (MPa) = Zyklische Belastung (N) ÷ Wirksame Querschnittsfläche (mm²)
Das Ermüdungsverhalten wird nicht nur durch magnesium-siliziumhaltige, festigkeitssteigernde Ausscheidungen beeinflusst, sondern auch durch die Korngröße, grobe Partikel der Sekundärphase, Einschlüsse und Oberflächenfehler. Feine und gleichmäßig verteilte Ausscheidungen tragen zur Festigung der Matrix bei, während grobe Partikel und Einschlüsse zu Ausgangspunkten für Ermüdungsrisse werden können.
Bei CNC-gefrästen Bauteilen, die Vibrationen, Hin- und Herbewegungen oder wechselnden Belastungen ausgesetzt sind, können tiefe Werkzeugspuren, Grate an Bohrungskanten, Kratzer und scharfe Kanten Spannungskonzentrationen verursachen. Daher erfordern 6061-T6-Teile, die in Roboterverbindungen, Schwingungshalterungen und wiederholt belasteten Befestigungskonstruktionen zum Einsatz kommen, eine sorgfältige Kontrolle des Endbearbeitungsvorschubs, des Werkzeugrundlaufs sowie der Qualität von Anfas- und Entgratvorgängen.
Wie sich die Festigkeit auf das CNC-Schneiden auswirkt
Die unterschiedlichen Festigkeitseigenschaften von 6061-T6 wirken sich aus auf CNC-Bearbeitung auf unterschiedliche Weise. Die Zugfestigkeit spiegelt die allgemeine Tragfähigkeit wider, die Streckgrenze steht im Zusammenhang mit der bleibenden Verformung, die Scherfestigkeit beeinflusst die Kraft, die zum Trennen des Materials erforderlich ist, und die Härte wirkt sich auf den Eingriff des Werkzeugs, die Reibung und den Verschleiß der Schneidkante aus.
Im Vergleich zu reinem Aluminium weist 6061-T6 eine höhere Schnittfestigkeit auf, die jedoch immer noch deutlich geringer ist als die von Stahl. Daher eignet sich das Material gut für das Hochgeschwindigkeits-CNC-Fräsen und -Drehen. Standard-Konstruktionsteile weisen in der Regel stabile Profile auf, während bei dünnen Wänden, tiefen Hohlräumen und langen Auskragungen aufgrund der begrenzten lokalen Steifigkeit dennoch Verformungen, Rückfederungen oder Schwingungen auftreten können.
Diese Festigkeitswerte lassen sich nicht direkt in feste Spindeldrehzahlen oder Vorschubgeschwindigkeiten umrechnen. Die tatsächliche Schnittkraft wird zudem durch den Werkzeugdurchmesser, die Anzahl der Schneiden, den Spanwinkel, den Werkzeugüberhang, die axiale Schnitttiefe und die radiale Schnittbreite beeinflusst.

CNC-Fräsparameter für 6061-T6
Bei Verwendung eines scharfen, für Aluminium ausgelegten Vollhartmetall-Schaftfräsers mit 2 oder 3 Schneiden können die folgenden allgemeinen Startparameter verwendet werden:
| Bearbeitungsparameter | Schruppbearbeitung | Fertigstellung |
| Schnittgeschwindigkeit | 250–600 m/min | 300–800 m/min |
| Vorschub pro Zahn | 0,03–0,12 mm/Zahn | 0,01–0,06 mm/Zahn |
| Axiale Schnitttiefe | 0,3–1,0 × Werkzeugdurchmesser | 0,1–0,5 mm |
| Radiale Schnittbreite | 10%–40% × Werkzeugdurchmesser | 2%–10% × Werkzeugdurchmesser |
Höhere Vorschubgeschwindigkeiten und größere Schnitttiefen können zwar die Zerspanungsleistung verbessern, erhöhen jedoch auch die Schnittkraft und die Werkzeugbelastung. Bei der Bearbeitung von dünnwandigen, tiefgeformten oder hochpräzisen Werkstücken kann eine Verringerung des radialen Eingriffs und der Schnittbelastung pro Durchgang dazu beitragen, die Verschiebung des Werkstücks und die Durchbiegung des Werkzeugs zu begrenzen.
Diese Werte sollten lediglich als Ausgangswerte dienen. Die endgültigen Einstellungen sollten entsprechend dem Werkzeugdurchmesser, der Anzahl der Schneiden, der Maschinensteifigkeit, dem Werkzeugüberhang und den Spannbedingungen angepasst werden.
Werkzeugauswahl und Schmierung
Scharfe 2- oder 3-schneidige Hartmetallwerkzeuge, die für die Bearbeitung von Aluminium ausgelegt sind, eignen sich in der Regel auch für die Bearbeitung von 6061-T6. Große Spanrillen und scharfe Schneidkanten tragen dazu bei, die Schnittkraft, den Aufbauschneid und die Gratbildung zu reduzieren.
Die Minimalmengenschmierung (MQL) kann die Reibung zwischen Werkzeug und Werkstück verringern und gleichzeitig dazu beitragen, den Werkzeugverschleiß und die Oberflächenrauheit zu kontrollieren. Entsprechende Versuche zeigen, dass Vorschubgeschwindigkeit und Schnitttiefe einen erheblichen Einfluss auf die Oberflächenqualität von 6061-T6 haben, während Spindeldrehzahl und Schmiermitteldurchfluss ebenfalls gemeinsam angepasst werden müssen.
Unter bestimmten MQL Unter Testbedingungen erzielten mit einer TiAlN+TiN-Doppelschicht beschichtete Hartmetallwerkzeuge günstige Ergebnisse hinsichtlich der Oberflächenrauheit. In der tatsächlichen Produktion sollte die Werkzeugauswahl jedoch weiterhin auf der Werkzeuggeometrie, den Maschinenbedingungen und den gewählten Schnittparametern basieren.
Kontrolle von Verformungen bei der Bearbeitung
6061-T6 weist eine relativ hohe Streckgrenze auf, doch dünnwandige Teile und Bauteile, bei denen viel Material abgetragen werden muss, können sich aufgrund der Schnittkräfte, des Spanndrucks und der Veränderungen im inneren Spannungsgleichgewicht dennoch verziehen.
Zu den gängigen Bekämpfungsmethoden gehören:
Anwendung eines gleichmäßigen und moderaten Anpressdrucks
Abstützung dünnwandiger und nicht abgestützter Bereiche
Symmetrisches Abtragen von Material
Grob- und Feinschleifen in verschiedene Arbeitsschritte unterteilen
Eine einheitliche Nahtzugabe vorsehen
Bearbeitung kritischer Maße zum Schluss
Der Hauptzweck dieser Maßnahmen besteht darin, konzentrierte Schnittkräfte zu reduzieren und die Rückfederung sowie Maßänderungen nach der Bearbeitung zu begrenzen.
So bearbeitet Weldo Teile aus 6061-T6
Weldo-Bearbeitung legt die Werkzeugauswahl, die Spannmethode und die Bearbeitungsreihenfolge entsprechend der Wandstärke, dem Materialabtrag, den kritischen Toleranzen und den Belastungsanforderungen jedes einzelnen 6061-T6-Bauteils fest.
Bei dünnwandigen Teilen mit tiefen Hohlräumen und hoher Ebenheit werden üblicherweise ein stufenweiser Materialabtrag und eine Endbearbeitung mit geringer Belastung eingesetzt, um den Einfluss der Schnittkräfte auf die Maße und die Oberflächenqualität zu verringern. Nach der Bearbeitung können kritische Maße, Bohrungspositionen und Oberflächenrauheit anhand der Anforderungen der Zeichnung geprüft werden.
Schlussfolgerung
Dank seiner Zugfestigkeit, Streckgrenze, Scherfestigkeit, Dauerfestigkeit und Härte erfüllt 6061-T6 die Belastungsanforderungen vieler Leichtbau-Strukturbauteile und bietet gleichzeitig eine gute CNC-Bearbeitbarkeit.
In der praktischen Zerspanung beeinflussen Scherfestigkeit und Härte vor allem die Schnittkraft und die Werkzeugbelastung, die Streckgrenze steht im Zusammenhang mit der bleibenden Verformung, und die Dauerfestigkeit ist eng mit der Unversehrtheit der bearbeiteten Oberfläche verbunden. Eine angemessene Steuerung der Werkzeuge, Schnittparameter, Spannvorrichtungen und Bearbeitungsreihenfolge ist erforderlich, um die Festigkeitsvorteile von 6061-T6-Aluminium voll auszuschöpfen.