









Zugfestigkeit ist eine wichtige mechanische Eigenschaft, die die maximale Belastbarkeit eines Werkstoffs unter einachsiger Zugbeanspruchung angibt. Sie findet breite Anwendung bei der Werkstoffauswahl, der Konstruktionsplanung, der Qualitätsprüfung und der Überprüfung der Leistungsfähigkeit von Bauteilen. Die Zugfestigkeit variiert erheblich zwischen verschiedenen Werkstoffen, und selbst bei derselben Güteklasse können aufgrund der Wärmebehandlung, der Produktform und der Prüfbedingungen unterschiedliche Werte auftreten.
In diesem Artikel werden die Definition, die Berechnungsformel, das Prüfverfahren und die Einflussfaktoren der Zugfestigkeit erläutert. Außerdem werden typische Daten für gängige Aluminiumlegierungen, Stähle, Edelstähle und technische Kunststoffe verglichen und die praktische Bedeutung der Zugfestigkeit in CNC-Bearbeitung sowie die Materialauswahl.

Was ist Zugfestigkeit?
Zugfestigkeit, auch bekannt als Zugfestigkeit (UTS), ist die maximale technische Spannung, die ein Werkstoff bei einem einachsigen Zugversuch erreicht. Sie wird üblicherweise dargestellt durch Rm, während in älteren Quellen möglicherweise auch σb. Die üblichen Einheiten sind MPa oder N/mm².
Bei duktilen Metallen entspricht die Zugfestigkeit in der Regel dem Ende der gleichmäßigen plastischen Verformung und dem Beginn einer lokalen Einschnürung. Bei Werkstoffen mit geringer Duktilität liegt sie im Allgemeinen näher an der Zugbruchfestigkeit. Die Zugfestigkeit spiegelt die maximale Zugfestigkeit eines Werkstoffs wider, kann jedoch nicht direkt als sichere Betriebsspannung eines Bauteils herangezogen werden.
Formel und Einheiten für die Zugfestigkeit
Die Zugfestigkeit wird berechnet, indem die bei einem Zugversuch gemessene maximale Belastung durch die ursprüngliche Querschnittsfläche des Prüfkörpers geteilt wird:
Rm = Fm / S₀
- Rm: Zugfestigkeit, MPa
- Von: Während der Zugprüfung gemessene maximale Belastung, N
- S₀: ursprüngliche Querschnittsfläche des Probekörpers, mm²
Die Zugfestigkeit wird üblicherweise in MPa oder N/mm² angegeben:
1 MPa = 1 N/mm²
Bei der Berechnung muss die ursprüngliche Querschnittsfläche vor der Prüfung zugrunde gelegt werden und nicht die Fläche im Einschnürungsbereich nach dem Bruch. Bei duktilen Werkstoffen wird die maximale Belastung in der Regel vor dem endgültigen Bruch erreicht.

Zugfestigkeit auf der Spannungs-Dehnungs-Kurve
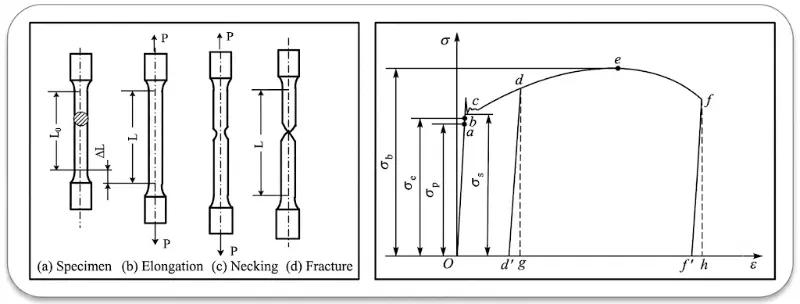
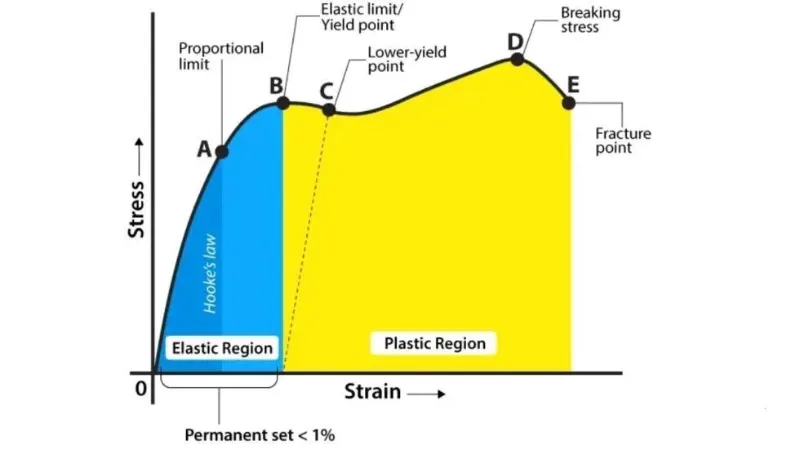
Auf einer typischen Spannungs-Dehnungs-Kurve durchläuft ein Werkstoff die Phasen der elastischen Verformung, der Fließgrenze, der gleichmäßigen plastischen Verformung, der Einschnürung und des Bruchs. Die höchste technische Spannung auf der Kurve entspricht der Zugfestigkeit des Werkstoffs.
Bevor die Zugfestigkeit erreicht ist, ermöglicht die Kaltverfestigung dem Werkstoff, seine Tragfähigkeit weiter zu steigern. Ab diesem Punkt konzentriert sich die Verformung allmählich auf einen begrenzten Bereich, es entsteht eine Einschnürung, und es kommt zum Bruch. Daher entspricht bei duktilen Werkstoffen der Punkt der Zugfestigkeit in der Regel nicht dem endgültigen Bruchpunkt.
Wie wird die Zugfestigkeit geprüft?
Die Zugfestigkeit wird in der Regel mittels eines standardisierten Zugversuchs gemessen. Das Prüfstück wird in eine Universalprüfmaschine eingespannt und mit einer festgelegten Geschwindigkeit einer axialen Zugbelastung ausgesetzt, bis es bricht.
Das grundlegende Prüfverfahren umfasst:
Den Zugversuchskörper gemäß der geltenden Norm vorbereiten und prüfen;
Messen Sie die Breite, Dicke, den Durchmesser und die ursprüngliche Messlänge des Prüflings;
Die Probe in den Spannbacken der Prüfmaschine zentrieren;
Eine axiale Zugbelastung mit der angegebenen Geschwindigkeit aufbringen;
Erfassen Sie die Daten zu Belastung, Weg und Dehnung;
Berechnen Sie die Zugfestigkeit anhand der maximalen Belastung.
Mit einem Zugversuch lassen sich in der Regel auch der Elastizitätsmodul, das Streckgrenzenverhalten, die Bruchdehnung und die Querschnittsverringerung bestimmen. Die Abmessungen des Prüfkörpers, die Probenentnahmerichtung, die Belastungsgeschwindigkeit, die Ausrichtung der Spannbacken, Oberflächenfehler und die Bruchstelle können die Prüfergebnisse beeinflussen.
Faktoren, die die Zugfestigkeit beeinflussen
Die Zugfestigkeit wird durch die Materialzusammensetzung, die Mikrostruktur, die Verarbeitungsbedingungen und die Einsatzumgebung beeinflusst. Daher kann dieselbe Güteklasse unter unterschiedlichen Bedingungen deutlich unterschiedliche Zugeigenschaften aufweisen.
Chemische Zusammensetzung: Legierungselemente können die Festigkeit durch Festlösungs-, Ausscheidungs- oder Umwandlungsverfestigung erhöhen und beeinflussen gleichzeitig die Duktilität, die Zähigkeit und die Korrosionsbeständigkeit.
Korngröße und Mikrostruktur: Korngröße, Phasenzusammensetzung und Gleichmäßigkeit der Mikrostruktur beeinflussen die Versetzungsbewegung, die Verformungshärtung und das Bruchverhalten.
Wärmebehandlung: Das Abschrecken, Anlassen, die Lösungsglühung, das Auslagern und das Glühen verändern die Mikrostruktur und die Zugfestigkeit eines Werkstoffs.
Herstellungsverfahren: Walzen, Schmieden, Ziehen, Strangpressen und Kaltumformung können die Festigkeit durch Kornverfeinerung oder Kaltverfestigung erhöhen.
Fehler und Oberflächenqualität: Risse, Poren, Einschlüsse, Grate und Oberflächenkratzer führen zu Spannungskonzentrationen, die zu einem vorzeitigen Versagen führen können.
Temperatur und Dehnungsgeschwindigkeit: Hohe Temperaturen verringern im Allgemeinen die Zugfestigkeit der meisten Metalle, während die Belastungsgeschwindigkeit zudem das Verformungs- und Bruchverhalten beeinflusst.
Korrosion und Umwelt: Lochfraß, Spannungskorrosionsrisse und Wasserstoffversprödung können den wirksamen Querschnitt verringern oder das Risswachstum beschleunigen.
Größe und Einlegrichtung: Die Materialdicke, die Probengröße sowie die Walz-, Schmiede- oder Strangpressrichtung können die Prüfdaten beeinflussen.
Zugfestigkeit gängiger Aluminiumlegierungen
Die Zugfestigkeit von Aluminiumlegierungen, die üblicherweise in der Zerspanung verwendet werden, wird hauptsächlich durch die Legierungsreihe, den Wärmebehandlungszustand und die Produktform bestimmt. 6061 eignet sich für allgemeine CNC-Teile, 2011 ist auf die Hochgeschwindigkeitsbearbeitung ausgelegt, während 2024, 7050 und 7075 besser für hochfeste Strukturbauteile geeignet sind.
| Aluminium-Legierung | Typische Zugfestigkeit | Bearbeitungseigenschaften | Gemeinsame Anwendungen |
| 2011-T3 / T8 | ca. 310–380 MPa | Erzeugt kurze Späne, bietet eine hohe Zerspanungseffizienz und eignet sich für das Hochgeschwindigkeitsdrehen | Gewindeteile, Fittings, Buchsen und Komponenten für Drehautomaten |
| 2014-T6 | ca. 450–500 MPa | Hohe Festigkeit und für Präzisionsschnitte geeignet, jedoch mit begrenzter Korrosionsbeständigkeit | Luft- und Raumfahrtteile, Hochleistungshalterungen und hochfeste mechanische Bauteile |
| 2024-T3 / T351 | ca. 430–485 MPa | Gute Bearbeitbarkeit bei hoher Festigkeit und Ermüdungsbeständigkeit | Strukturteile für die Luft- und Raumfahrt, Verbindungselemente und Präzisions-CNC-Bauteile |
| 5052-H32 | ca. 210–260 MPa | Gute Formbarkeit, aber relativ durchschnittliche Bearbeitbarkeit | Gehäuse, Verkleidungen, Behälter und korrosionsbeständige Bauteile |
| 5083-H111 / H116 | ca. 275–330 MPa | Gute Korrosionsbeständigkeit und geeignet für die Bearbeitung von Blechen und großen Bauteilen | Schiffskomponenten, Befestigungsplatten und große mechanische Teile |
| 6061-T6 / T651 | ca. 290–330 MPa | Stabile Schneidleistung, breite Verfügbarkeit und für das Eloxieren geeignet | Halterungen, Befestigungselemente, Montageplatten, Gehäuse und allgemeine CNC-Teile |
| 6063-T6 | ca. 205–245 MPa | Eignet sich besser für Strangpressprofile, wobei das Schneiden in der Regel als Folgevorgang erfolgt | Rahmen, Führungsschienen, Wärmeableitungsvorrichtungen und Profilbauteile |
| 6082-T6 | ca. 290–340 MPa | Eine ausgewogene Kombination aus Festigkeit und Zerspanbarkeit | Stützen, Konstruktionsbleche, Verbindungselemente und Maschinenrahmen |
| 7050-T7451 | ca. 470–525 MPa | Hohe Festigkeit bei guter Beständigkeit gegen Spannungskorrosion | Tragende Bauteile für die Luft- und Raumfahrt, Holme und hochfeste Präzisionskomponenten |
| 7075-T6 / T651 | ca. 540–570 MPa | Hohe Festigkeit und gute Bearbeitbarkeit, allerdings müssen Verformungen bei der Bearbeitung kontrolliert werden | Luft- und Raumfahrtteile, Drohnen, Rennsportkomponenten und hochfeste CNC-Teile |
2011 eignet sich für hocheffizientes Drehen, 6061 bietet eine breitere allgemeine Anwendbarkeit, während 2024, 7050 und 7075 hauptsächlich für hochfeste Präzisionsbauteile verwendet werden. Die Vorteile von 5052 und 6063 liegen eher im Bereich der Umformung und des Strangpressens.
Die tatsächliche Zugfestigkeit hängt vom Zustand des Werkstoffs, den Abmessungen und der Produktform ab. Die endgültige Auswahl sollte daher auf der Grundlage der geltenden Norm und des Werkstoffzertifikats erfolgen.

Zugfestigkeit gängiger Kohlenstoff- und legierter Stähle
Stahl deckt einen breiten Festigkeitsbereich ab, wobei der Kohlenstoffgehalt, die Legierungszusammensetzung und die Wärmebehandlung einen erheblichen Einfluss haben. Kohlenstoffarme Stähle eignen sich für allgemeine Konstruktionen und bearbeitete Teile, während Stähle mit mittlerem Kohlenstoffgehalt und legierte Stähle besser für Wellen, Zahnräder und hochbelastete Bauteile geeignet sind.
| Stahlsorte | Typische Zugfestigkeit | Hauptmerkmale | Gemeinsame Anwendungen |
| ASTM A36 | ca. 400–550 MPa | Kostengünstig, mit guter Schweißbarkeit und Formbarkeit | Rahmen, Sockel, Halterungen und Konstruktionsplatten |
| S235JR | ca. 360–510 MPa | Allzweck-Baustahl mit geringem Kohlenstoffgehalt, der sich leicht schweißen und umformen lässt | Stahlkonstruktionen, Profile, Halterungen und Maschinenfundamente |
| S355J2 | ca. 470–630 MPa | Eine ausgewogene Kombination aus Festigkeit, Zähigkeit und Schweißbarkeit | Tragkonstruktionen, mechanische Konstruktionen und Stützen |
| AISI 1018 | ca. 440–640 MPa | Gute Zerspanbarkeit, Duktilität und Schweißbarkeit | Wellen, Stifte, Befestigungselemente und bearbeitete Teile |
| AISI 1020 | ca. 380–550 MPa | Einfach zu formen, zu schweißen und oberflächenhärten | Hülsen, Stifte, Strukturteile und aufkohlenbehandelte Bauteile |
| AISI 1045 / C45 | ca. 570–800 MPa | Die Eigenschaften lassen sich durch Abschrecken und Anlassen oder durch Oberflächenhärtung verbessern | Wellen, Zahnräder, Stifte, Rollen und Verbindungsstücke |
| AISI 4140 / 42CrMo4 | ca. 800–1.200 MPa | Hohe Festigkeit, Zähigkeit und Ermüdungsfestigkeit nach Abschrecken und Anlassen | Antriebswellen, hochfeste Befestigungselemente und Hochleistungsbauteile |
| AISI 4340 | ca. 930–1.400 MPa | Hohe Härtbarkeit und gute Zähigkeit auch bei hohen Festigkeitswerten | Wellen, Zahnräder und hochbelastete Bauteile für die Luft- und Raumfahrt |
| AISI 8620 | ca. 530–850 MPa | Durch das Aufkohlen lassen sich eine harte Oberfläche und ein zäher Kern erzielen | Zahnräder, Nocken, Kettenräder und Getriebeteile |
Die Daten in der Tabelle dienen lediglich einem vorläufigen Vergleich. Bei der endgültigen Werkstoffauswahl müssen außerdem der Wärmebehandlungszustand, die Querschnittsabmessungen, der Lieferzustand und das Werkstoffzertifikat berücksichtigt werden.

Zugfestigkeit gängiger Edelstähle
Die Zugfestigkeit von Edelstahl hängt eng mit seiner Mikrostruktur, der Kaltverformung und dem Zustand nach der Wärmebehandlung zusammen. Bei austenitischen Edelstählen stehen Korrosionsbeständigkeit und Duktilität im Vordergrund, während Duplex- und ausscheidungsgehärtete Sorten eine höhere Festigkeit erreichen können.
| Edelstahlsorte | Typische Zugfestigkeit | Hauptmerkmale | Gemeinsame Anwendungen |
| 303 Edelstahl | ca. 515–690 MPa | Gute Zerspanbarkeit bei etwas geringerer Korrosionsbeständigkeit | Wellen, Gewindeteile, Armaturen und Präzisions-CNC-Bauteile |
| 304 Edelstahl | ca. 520–720 MPa | Eine ausgewogene Kombination aus Korrosionsbeständigkeit, Umformbarkeit und Schweißbarkeit | Lebensmitteltechnik, Gehäuse, Befestigungselemente und mechanische Teile |
| Edelstahl 316 / 316L | ca. 485–690 MPa | Bessere Beständigkeit gegen Lochfraß und chloridhaltige Umgebungen | Teile für medizinische, chemische, maritime und fluidtechnische Anlagen |
| 2205 Duplex-Edelstahl | ca. 660–860 MPa | Hohe Festigkeit bei guter Beständigkeit gegen Lochfraß und Spannungsrisskorrosion | Ventile, Flansche, Wellen sowie Komponenten für Öl- und Gasausrüstung |
| 17-4 PH Edelstahl | ca. 1.030–1.365 MPa | Hohe Festigkeit und gute Korrosionsbeständigkeit nach der Alterung | Luft- und Raumfahrt, Energietechnik, hochfeste Verbindungselemente und tragende Wellenkomponenten |
Durch Kaltumformung lässt sich die Festigkeit einiger austenitischer Edelstähle erhöhen, während die Eigenschaften von 17-4 PH sich mit dem Alterungszustand erheblich ändern. Bei der Materialauswahl sollten die Güteklasse, der Wärmebehandlungszustand und die Produktform berücksichtigt werden.
Zugfestigkeit gängiger technischer Kunststoffe
Technische Kunststoffe weisen im Allgemeinen eine geringere Zugfestigkeit als Metalle auf, bieten jedoch Vorteile hinsichtlich Gewicht, Korrosionsbeständigkeit, geringer Reibung und elektrischer Isolierung. Ihre Eigenschaften werden leicht durch Temperatur, Luftfeuchtigkeit, den Faseranteil und die Formrichtung beeinflusst.
| Technischer Kunststoff | Typische Zugfestigkeit | Hauptmerkmale | Gemeinsame Anwendungen |
| ABS | ca. 35–50 MPa | Gute Zähigkeit und Bearbeitbarkeit | Gehäuse, Prototypen und Bauteile für die Unterhaltungselektronik |
| PA6 / PA66 Nylon | ca. 60–90 MPa | Verschleißfest und robust, aber feuchtigkeitsaufnehmend | Zahnräder, Buchsen, Rollen und mechanische Teile |
| POM / Acetal | ca. 60–75 MPa | Geringe Reibung, gute Dimensionsstabilität und gute Bearbeitbarkeit | Präzisionszahnräder, Schieber und Verbinder |
| Polycarbonat, PC | ca. 55–75 MPa | Hervorragende Schlagfestigkeit | Schutzabdeckungen, Gerätegehäuse und Sicherheitskomponenten |
| PEEK | ca. 90–100 MPa | Gute Hochtemperaturbeständigkeit, chemische Beständigkeit und Festigkeit | Teile für die Luft- und Raumfahrt, die Medizintechnik und die Halbleiterindustrie |
| PTFE | ca. 20–35 MPa | Reibungsarm und korrosionsbeständig, jedoch mit geringer Steifigkeit | Dichtungen, Buchsen und Isolierteile |
| UHMWPE | ca. 20–40 MPa | Verschleißfest, schlagfest und selbstschmierend | Führungsschienen, Verschleißauskleidungen und Förderbandkomponenten |
Technische Kunststoffe müssen zudem hinsichtlich Kriechen, Dauerbelastung und Betriebstemperatur bewertet werden. Eine Faserverstärkung kann zwar die Festigkeit verbessern, erhöht jedoch auch die Richtungsabhängigkeit und den Werkzeugverschleiß.

Wie sich die Zugfestigkeit auf die CNC-Bearbeitung auswirkt
Die Zugfestigkeit kann als Anhaltspunkt für die Beurteilung der Belastbarkeit eines Werkstoffs und der Bearbeitungsbelastung herangezogen werden, sagt jedoch allein noch nichts über die CNC-Bearbeitbarkeit aus. Härte, Zähigkeit, Kaltverfestigungsneigung, Wärmeleitfähigkeit und Mikrostruktur haben in der Regel einen direkteren Einfluss.
Materialauswahl und Angebotserstellung: Hochfeste Werkstoffe werden häufig für tragende Bauteile verwendet und können zudem höhere Material-, Prüf- und Bearbeitungskosten mit sich bringen.
Schnittkraft und Maschinenbelastung: Werkstoffe mit höherer Zugfestigkeit erfordern oft eine größere Schnittkraft, was zu einer erhöhten Spindelbelastung und stärkeren Bearbeitungsvibrationen führen kann.
Werkzeugauswahl und Verschleiß: Hochfeste Werkstoffe erfordern in der Regel steifere Werkzeuge, geeignete Beschichtungen und stabile Schnittparameter.
Vorbearbeitung und Temperaturregelung: Bei starker Materialabtragung sollten Schnitttiefe, Vorschubgeschwindigkeit, Kühlung und Spanabfuhr sorgfältig geregelt werden, um eine Wärmeentwicklung zu vermeiden.
Entstehung von Spänen und Graten: Die Zähigkeit und die Dehnung des Werkstoffs beeinflussen den Spanbruch und die Gratbildung. Bei zäheren Werkstoffen entstehen eher lange Späne und Grate.
Leistung im letzten Teil: Anhand der Zugfestigkeit lässt sich die maximale Tragfähigkeit eines Bauteils unter Zugbelastung bewerten, doch müssen dabei auch Ermüdung, Kerben und der Sicherheitsfaktor berücksichtigt werden.
Verformungen bei der Bearbeitung von dünnwandigen Teilen und großen flachen Bauteilen hängen in der Regel stärker vom Elastizitätsmodul, der Streckgrenze, der Eigenspannung, der Wandstärke und der Spannmethode ab als von der Zugfestigkeit allein.
Wie man die Zugfestigkeit bei der Werkstoffauswahl nutzt
Die Zugfestigkeit eignet sich zum Vergleich der maximalen Zugfestigkeit verschiedener Werkstoffe, doch bei der tatsächlichen Auswahl müssen auch die Belastung des Bauteils, sein Gewicht, seine Steifigkeit, die Umgebungsbedingungen sowie die Fertigungsanforderungen berücksichtigt werden.
Vergleichen Sie verschiedene Güteklassen und Wärmebehandlungsbedingungen;
Stellen Sie fest, ob das Material die Anforderungen an die Zugfestigkeit erfüllt;
Das Verhältnis von Festigkeit zu Gewicht und den Wert der Gewichtsreduzierung bewerten;
Prüfen Sie, ob das Werkstoffzertifikat den Anforderungen der Zeichnung entspricht;
Stellen Sie sicher, dass die erforderlichen Eigenschaften nach der Bearbeitung oder Wärmebehandlung erhalten bleiben;
Bewerten Sie diese gemeinsam mit der Streckgrenze, der Dehnung, der Härte und dem Ermüdungsverhalten.
Bei CNC-Teilen sollten zudem die Bearbeitbarkeit, die Maßhaltigkeit, die Oberflächenbehandlung und die Materialkosten berücksichtigt werden.

Häufige Fehler bei der Verwendung von Zugfestigkeitsdaten
Angaben zur Zugfestigkeit sind nur dann aussagekräftig, wenn der Materialzustand und die Prüfbedingungen eindeutig definiert sind. Zu den häufigsten Fehlern zählen:
Behandlung der UTS als zulässige Spannung: Die Zugfestigkeit entspricht nicht der sicheren Betriebsspannung eines Bauteils. Bei der Konstruktion müssen auch die Streckgrenze und der Sicherheitsfaktor berücksichtigt werden.
Nichtberücksichtigung des Materialzustands: Ein und dieselbe Güte kann in geglühtem, vergütetem, gealtertem oder kaltverformtem Zustand deutlich unterschiedliche Festigkeiten aufweisen.
Verschiedene Testdaten direkt vergleichen: Daten, die anhand unterschiedlicher Proben, Normen, Messlängen und Prüfgeschwindigkeiten ermittelt wurden, sind möglicherweise nicht direkt vergleichbar.
Dicke und Richtung außer Acht lassen: Die Materialdicke, der Stabdurchmesser und die Walz- bzw. Extrusionsrichtung können sich alle auf die Zugfestigkeitseigenschaften auswirken.
Verwendung der Zugfestigkeit allein: Eine hohe Zugfestigkeit bedeutet nicht zwangsläufig, dass ein Werkstoff eine bessere Schlagzähigkeit, Ermüdungsfestigkeit oder Langzeitbelastbarkeit aufweist.
Die Annahme, dass eine hohe Zugfestigkeit eine schlechte Bearbeitbarkeit bedeutet: Die Bearbeitbarkeit wird zudem durch Härte, Zähigkeit, Kaltverfestigung und Spaneigenschaften beeinflusst.
Häufig gestellte Fragen zur Zugfestigkeit
Ist eine höhere Zugfestigkeit immer besser?
Nicht unbedingt. Eine höhere Zugfestigkeit kann zwar die maximale Tragfähigkeit erhöhen, geht jedoch möglicherweise auch mit einer geringeren Duktilität, höheren Materialkosten oder größeren Schwierigkeiten bei der Bearbeitung einher. Bei der Materialauswahl müssen zudem die Steifigkeit, das Ermüdungsverhalten, die Korrosionsbeständigkeit und die Einsatzbedingungen berücksichtigt werden.
Warum weist dasselbe Material unterschiedliche Zugfestigkeitswerte auf?
Die Zugfestigkeit derselben Güteklasse wird durch die Wärmebehandlungsbedingungen, den Grad der Kaltverformung, die Produktabmessungen, die Probenahmerichtung und den Herstellungsprozess beeinflusst. Die Werkstoffdaten werden daher in der Regel als Bereich angegeben.
Kann eine Wärmebehandlung die Zugfestigkeit verbessern?
Ja. Durch Abschrecken, Anlassen, Lösungsglühen und Auslagern lässt sich die Zugfestigkeit durch Veränderung der Mikrostruktur des Werkstoffs verbessern. Die Festigkeitssteigerung kann jedoch auch mit Veränderungen der Duktilität, der Zähigkeit oder der Korrosionsbeständigkeit einhergehen.
Hat die Materialdicke Einfluss auf die Zugfestigkeit?
Die Zugfestigkeit steigt nicht einfach mit der Dicke an, doch die Dicke kann die Abkühlgeschwindigkeit, das Verhalten bei der Wärmebehandlung, die Gleichmäßigkeit der Mikrostruktur und die Verteilung von Defekten beeinflussen, was zu unterschiedlichen Nennwerten für Produkte unterschiedlicher Dicke führt.
Schlussfolgerung
Zugfestigkeit ist ein wichtiger Parameter für den Vergleich der Werkstoffleistung, die Qualitätskontrolle und die Bewertung der maximalen Tragfähigkeit. Aluminiumlegierungen, Stähle, Edelstähle und technische Kunststoffe decken unterschiedliche Festigkeitsbereiche ab, doch bei der tatsächlichen Werkstoffauswahl müssen dennoch die Streckgrenze, der Elastizitätsmodul, die Duktilität, das Ermüdungsverhalten und die Einsatzbedingungen berücksichtigt werden.
Bei CNC-Teilen wirken sich die Werkstoffeigenschaften zudem auf die Schnittkräfte, die Werkzeugauswahl, die Bearbeitungskosten und die Zuverlässigkeit des Fertigteils aus. Weldo-Bearbeitung kann Materialempfehlungen, DFM-Analysen und Angebote für CNC-Bearbeitung auf der Grundlage von Teilezeichnungen, Belastungsanforderungen und Einsatzbedingungen, um bei Projekten ein Gleichgewicht zwischen Leistung, Herstellbarkeit und Kosten zu erreichen.








