









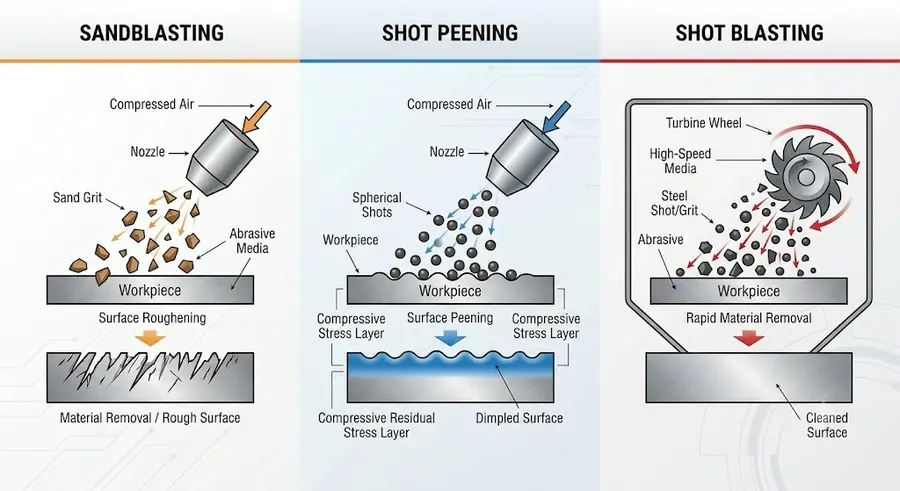
Sandstrahlen, Kugelstrahlen und Kugelstrahlen sind gängige Verfahren zur Oberflächenbehandlung. Bei allen drei Verfahren werden Hochgeschwindigkeitsmedien eingesetzt, die auf die Werkstückoberfläche auftreffen und deren Oberflächenbeschaffenheit verändern. Da sie sich hinsichtlich der Ausrüstung und der Oberflächenwirkung ähneln, werden sie oft miteinander verwechselt.
Aus Sicht des Verarbeitungszwecks handelt es sich jedoch nicht um denselben Vorgang. Einfach ausgedrückt: Sandstrahlen ist wie Schneiden, Kugelstrahlen ist wie Hämmern und Kugelstrahlen ist wie Schlagen. Das Sandstrahlen wird hauptsächlich zur Oberflächenreinigung, Aufrauhung und Mattierung eingesetzt; das Kugelstrahlen dient vor allem der Oberflächenverfestigung und der Verbesserung der Ermüdungsfestigkeit; das Kugelstrahlen eignet sich besser für die hocheffiziente Rostentfernung, Zunderentfernung und Beschichtungsvorbereitung bei großen Chargen von Metallteilen.
Die folgende Tabelle bietet einen kurzen Überblick über die Unterschiede zwischen Sandstrahlen, Kugelstrahlen und Kugelstrahlen:
| Artikel | Sandstrahlen / Strahlen | Shot Peening | Schrotstrahlen |
| Kernfunktion | Reinigen, Aufrauen, Mattieren | Oberflächenverfestigung, Ermüdungsbeständigkeit | Effiziente Rost- und Kalkentfernung |
| Stromquelle | Druckluft oder Wasser | Druckluft oder spezielle Kugelstrahlgeräte | Hochgeschwindigkeits-Rotationsrad |
| Medienfunktionen | Überwiegend kantige Schleifmittel | Kugelförmige oder nahezu kugelförmige Aufnahmen | Stahlkugeln, Stahlkörnung, Drahtschrot usw. |
| Oberflächenwirkung | Mikroschnitt und Anstieg der Rauheit | Plastische Verformung und Restdruckspannung | Reinigung und Aufrauen durch starken Aufprall |
| Typische Anwendungen | Karosserieteile, Vorbereitung der Lackierung | Verstärkung von Zahnrädern, Federn und Kurbelwellen | Guss-, Stahlbau- und Profilreinigung |
Was versteht man unter Sandstrahlen, Kugelstrahlen und Kugelstrahlen?
Obwohl es sich bei allen drei Verfahren um Oberflächenbehandlungsverfahren handelt, die auf dem Aufprall von Hochgeschwindigkeitsmedien basieren, unterscheiden sie sich in ihren Anwendungszwecken. Beim Sandstrahlen stehen die Reinigung und Aufrauhung der Oberfläche im Vordergrund, beim Kugelstrahlen die Verfestigung der Oberfläche, und das Kugelstrahlen eignet sich eher für die Chargenreinigung von Metallteilen.
Was ist Sandstrahlen?
Das Sandstrahlen ist ein Verfahren zur Oberflächenbehandlung, bei dem Druckluft oder Wasser als Antriebskraft genutzt wird, um Strahlmittel mit hoher Geschwindigkeit auf die Oberfläche des Werkstücks zu schleudern. Seine Hauptfunktion besteht darin, Rost, Oxidschichten, alte Beschichtungen, Öl und andere Oberflächenverunreinigungen durch den Aufprall des Strahlmittels und durch Mikroschneiden zu entfernen.
Vor dem Sandstrahlen kann die Oberfläche des Werkstücks Bearbeitungsspuren, Kratzer, Oxidschichten, Rost oder Beschichtungsrückstände aufweisen. Nach dem Sandstrahlen weist die Oberfläche eine gleichmäßige Rauheit und eine matte, gefrostete Struktur auf, wodurch der Oberflächenzustand einheitlicher wird und eine bessere Grundlage für nachfolgende Oberflächenbehandlungen geschaffen wird.
Daher wird das Sandstrahlen häufig bei Aluminium-Zierteilen, CNC-gefrästen Teilen, Edelstahlplatten und Metallteilen vor der Beschichtung eingesetzt. Es ist zu beachten, dass grobe Strahlmittel deutliche Strahlspuren hinterlassen können und dass präzise Passflächen, Gewindebohrungen und Dichtflächen in der Regel abgedeckt werden müssen.

Was ist Kugelstrahlen?
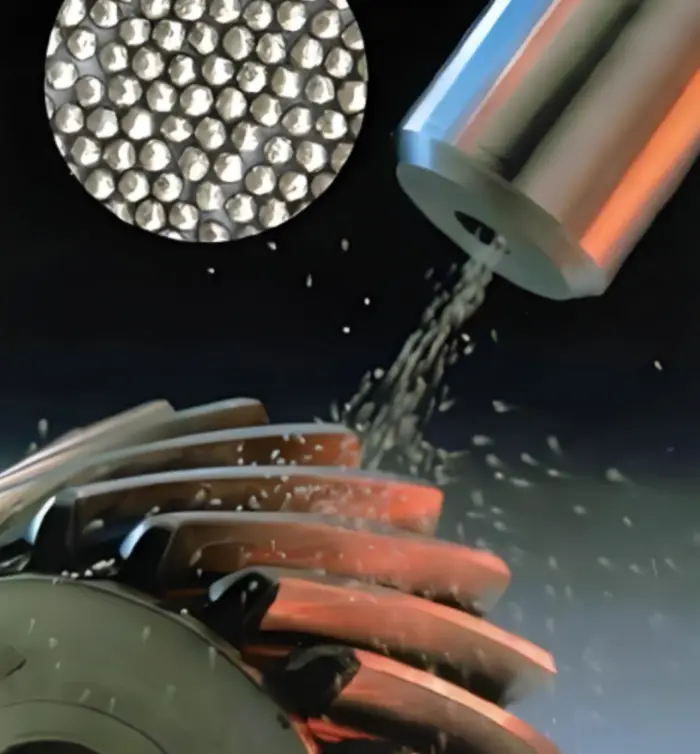
Das Kugelstrahlen ist ein Verfestigungsverfahren, bei dem kugelförmige oder nahezu kugelförmige Strahlkörper mit hoher Geschwindigkeit wiederholt auf Metalloberflächen auftreffen. Der Hauptzweck besteht nicht im Materialabtrag, sondern darin, mikroplastische Verformungen in der Oberflächenschicht des Werkstücks zu erzeugen und Druckrestspannungen einzubringen.
Vor dem Kugelstrahlen sollte die Werkstückoberfläche frei von sichtbaren Ölrückständen, Rissen, scharfen Kratzern oder Oxidschicht sein. Nach dem Kugelstrahlen weist die Oberfläche gleichmäßige, winzige Einschlagvertiefungen sowie eine feine, matte oder orangenhautartige Struktur auf, wodurch sich die Ermüdungsfestigkeit der Oberfläche verbessert.
Daher wird das Kugelstrahlen häufig bei Zahnrädern, Federn, Kurbelwellen, Pleuelstangen, Schaufeln für die Luft- und Raumfahrt sowie Antriebswellen eingesetzt, die zyklischen Belastungen ausgesetzt sind. Es ist zu beachten, dass das Kugelstrahlen die Oberflächenrauheit verändern kann, weshalb präzise Passflächen, Dichtflächen und Gewindebereiche in der Regel abgedeckt werden müssen.
Was ist Kugelstrahlen?
Das Kugelstrahlen ist ein Verfahren zur Oberflächenbehandlung, bei dem ein sich mit hoher Geschwindigkeit drehendes Rad Zentrifugalkraft erzeugt und Stahlkugeln, Stahlkörnung, Drahtschnitzel oder ähnliche Strahlmittel auf die Oberfläche des Werkstücks schleudert. Seine Hauptfunktion besteht darin, durch starke Aufprallkräfte Oxidschicht, Rost, Gießereisand, alte Beschichtungen und leichte Oberflächenkratzer zu entfernen.
Vor dem Kugelstrahlen kann die Werkstückoberfläche Oxidschichten, Rostflecken, Gießereisandreste, Schweißspuren, abblätternde Beschichtungen oder lokale Kratzer aufweisen. Nach dem Kugelstrahlen weist die Oberfläche eine relativ gleichmäßige, raue Struktur auf, der ursprünglich unebene Oberflächenzustand wird gleichmäßiger, und die Oberfläche bietet eine bessere Haftung für Lackierungen, Pulverbeschichtungen oder Korrosionsschutzbeschichtungen.
Daher wird das Strahlen häufig zur Chargenreinigung von Gussteilen, Schmiedeteilen, Stahlblechen, Stahlprofilen, Schweißteilen und Stahlkonstruktionen eingesetzt. Es ist zu beachten, dass das Strahlen eine starke Aufprallkraft aufweist und sich nicht für spiegelglatte Oberflächen, hochglänzende Oberflächen, dünnwandige Teile oder hochpräzise Passflächen eignet.

Unterschiede bei den Verarbeitungsgrundsätzen
Sandstrahlen, Kugelstrahlen und Kugelstrahlen beruhen zwar alle auf dem Aufprall von Strahlmitteln mit hoher Geschwindigkeit, verändern die Oberfläche jedoch auf unterschiedliche Weise. Beim Sandstrahlen kommt es hauptsächlich auf die Schneid- und Schleifwirkung Im Vergleich zu anderen Schleifverfahren stützt sich das Kugelstrahlen hauptsächlich auf die Hämmern und plastische Verformung des Strahlmittels, und das Strahlen beruht auf der kraftvolle Reinigungswirkung hergestellt durch Hochgeschwindigkeits-Radstrahlen.
Funktionsprinzip des Sandstrahlens
Beim Sandstrahlen werden Schleifmittel mit Hilfe von Druckluft oder Wasser mit hoher Geschwindigkeit aus einer Düse ausgestoßen. Da die Sandstrahlmittel in der Regel kantig sind, erzeugen sie beim Auftreffen auf die Oberfläche einen Mikro-Schneideeffekt, wodurch Verunreinigungen entfernt werden und kleine Erhebungen und Vertiefungen entstehen.
Durch diesen Mikro-Schneidevorgang erhält das Werkstück eine bestimmte Oberflächenrauheit. Daher wird das Sandstrahlen nicht nur zur Oberflächenreinigung eingesetzt, sondern auch zur Verbesserung der Haftgrundlage für Beschichtungen, Oxidschichten oder Haftvermittlerschichten.
Funktionsprinzip des Kugelstrahlens
Beim Kugelstrahlen werden kugelförmige oder nahezu kugelförmige Kugeln verwendet, die mit hoher Geschwindigkeit auf Metalloberflächen auftreffen. Wenn die Kugeln auf die Oberfläche treffen, wirken sie eher wie kleine Hämmer, die wiederholt auf die Oberfläche schlagen, wodurch eher eine mikroplastische Verformung als ein erkennbarer Materialabtrag entsteht.
Diese Verformung führt zu einer Restdruckspannung in der Oberflächenschicht, wodurch ein Teil der während des Betriebs entstehenden Zugspannung ausgeglichen und die Entstehung sowie das Wachstum von Ermüdungsrissen verzögert wird.
Funktionsprinzip des Kugelstrahlens
Beim Kugelstrahlen wird mithilfe eines schnell rotierenden Rades eine Zentrifugalkraft erzeugt, die das Strahlmittel kontinuierlich auf die Oberfläche des Werkstücks schleudert. Im Vergleich zum Sandstrahlen weist das Kugelstrahlen eine höhere Aufprallenergie und eine bessere Abdeckung auf, wodurch es sich besser für großflächige, regelmäßig geformte und im Serienverfahren bearbeitete Metallteile eignet.
Beim Strahlen zerkleinern die Strahlmittel Oxidkruste, Rost, Gießereisand und alte Beschichtungen und entfernen diese, wobei sie eine relativ gleichmäßige, raue Oberfläche erzeugen.
Ausstattung und Anwendung der drei Verfahren
Sandstrahlen, Kugelstrahlen und Kugelstrahlhärten unterscheiden sich nicht nur im Prinzip, sondern auch in der Ausrüstung. Sandstrahlgeräte sind flexibler, bei Kugelstrahlgeräten liegt der Schwerpunkt auf der Parametersteuerung, und Kugelstrahlhärtungsanlagen eignen sich besser für die Automatisierung und die Chargenverarbeitung.
Sandstrahlgeräte und deren Einsatz
Eine Sandstrahlanlage besteht in der Regel aus einem Luftkompressor, einer Strahlmaschine, einer Strahlpistole, einer Düse, einem Strahlschlauch, einer Strahlkabine oder einem Strahlraum sowie einer Staubabsauganlage. Dabei wird hauptsächlich Druckluft verwendet, um das Strahlmittel durch eine Düse zu befördern und es mit hoher Geschwindigkeit auf die Oberfläche des Werkstücks zu schleudern.
Zu den gängigen Anlagen zählen manuelle Sandstrahlmaschinen, Strahlkabinen, Strahlräume und automatische Strahlanlagen. Das manuelle Sandstrahlen eignet sich für komplexe Bauteile und die punktuelle Bearbeitung; Strahlkabinen eignen sich für kleine CNC-Teile und kosmetische Teile; automatische Strahlanlagen eignen sich eher für Platten, Rohre, Profile und andere Serienprodukte.
Beim Sandstrahlen müssen der Luftdruck, der Abstand zur Düse, der Strahlwinkel, die Korngröße des Strahlmittels und die Bearbeitungszeit geregelt werden. Für Aluminiumteile im Kosmetikbereich oder zur Vorbehandlung vor dem Eloxieren werden häufig feine Glasperlen, Keramikstrahlmittel oder Aluminiumoxid verwendet.

Kugelstrahlanlagen und deren Einsatz
Kugelstrahlanlagen können Druckluft-Kugelstrahlanlagen, Zentrifugal-Kugelstrahlanlagen oder automatisierte Kugelstrahlsysteme sein. Im Gegensatz zu herkömmlichen Reinigungsanlagen liegt bei Kugelstrahlanlagen der Schwerpunkt auf der Steuerung der Prozessparameter, da ihr Ziel darin besteht, eine stabile Druckrestspannung zu erzeugen.
Zu den Strahlanlagen gehören in der Regel Strahldüsen oder -pistolen, ein Strahlmittelzufuhrsystem, ein Strahlmittelrückgewinnungssystem, eine Strahlkammer, eine Staubabsauganlage sowie Almen-Streifenprüfgeräte. Bei der eigentlichen Bearbeitung müssen Strahlintensität, Abdeckung, Strahlmittelgröße, Strahlmittelhärte, Strahlabstand, Strahlwinkel und Bearbeitungszeit gesteuert werden.
In der Luft- und Raumfahrt, bei Getriebesystemen für Kraftfahrzeuge oder bei Bauteilen, die hohen Ermüdungsbelastungen ausgesetzt sind, sind für das Kugelstrahlen in der Regel auch Prozessprotokolle und Prüfberichte erforderlich.

Strahlanlagen und deren Einsatz
Bei Strahlanlagen wird in der Regel ein schnell rotierendes Rad eingesetzt, um Strahlmittel auf die Oberfläche des Werkstücks zu schleudern. Im Vergleich zu Sandstrahlanlagen weisen Strahlanlagen einen höheren Automatisierungsgrad und eine stärkere Aufprallkraft auf und eignen sich besser für die Reinigung großer Chargen von Metallteilen.
Zu den gängigen Strahlanlagen zählen Trommelstrahlanlagen, Gummiband-Strahlanlagen, Hakenstrahlanlagen, Durchlaufstrahlanlagen, Rollbahn-Strahlanlagen sowie Strahlanlagen für die Innen- und Außenseite von Rohren. Kleine Gussteile eignen sich für Trommel- oder Gummiband-Strahlanlagen, während Stahlbleche, Profile und Schweißkonstruktionen eher für Durchlauf- oder Rollenbahn-Strahlanlagen geeignet sind.
Beim Strahlen müssen die Scheibendrehzahl, die Strahlmittel-Durchflussrate, die Bearbeitungszeit, die Fördergeschwindigkeit der Werkstücke und die Abdeckfläche geregelt werden.

Worin unterscheiden sich Schleifmittel und Strahlmittel?
Die beim Sandstrahlen, Kugelstrahlen und Strahlen verwendeten Medien wirken sich unmittelbar auf die Oberflächenrauheit, die Reinigungswirkung, das Erscheinungsbild und das Risiko einer Beschädigung der Werkstücke aus. Einfach ausgedrückt:, Beim Sandstrahlen werden meist kantige Strahlmittel verwendet, beim Kugelstrahlen müssen kugelförmige oder nahezu kugelförmige Strahlkugeln zum Einsatz kommen, und beim Kugelstrahlen werden meist wiederverwendbare metallische Strahlkugeln oder Stahlkies verwendet..
Gängige Strahlmittel
Common sandblasting abrasives include brown fused alumina, white fused alumina, aluminum oxide, silicon carbide, garnet, glass beads, ceramic media, plastic media, walnut shells, and soda media. Different abrasives vary in hardness, shape, and particle size, resulting in different surface effects.
Harte, kantige Schleifmittel eignen sich zum Entrosten, Abbeizen, Entfernen von Oxidschichten und zur Vorbereitung von Oberflächen für die Beschichtung. Weichere Strahlmittel wie Glasperlen und Keramikstrahlmittel eignen sich besser für die feine Mattierung von Aluminium, Edelstahl und CNC-gefertigten Zierteilen. Für Kunststoff, Gummi oder empfindlichere Oberflächen können schonende Strahlmittel wie Kunststoffstrahlmittel, Walnussschalen oder Sodastrahlmittel gewählt werden.

Gängige Strahlmittel
The media used for shot peening are usually spherical or near-spherical shots, such as cast steel shot, cut wire shot, glass beads, ceramic shot, and stainless steel shot. The purpose of shot peening is not to cut the surface, but to create micro-plastic deformation and compressive residual stress through uniform hammering.
Daher können beim funktionalen Kugelstrahlen keine kantigen Strahlmittelpartikel anstelle von kugelförmigen Strahlkugeln verwendet werden. Kantige Strahlmittel neigen dazu, eine Schneidwirkung zu erzeugen, wodurch sich die Oberflächenrauheit nur schwer kontrollieren lässt und stabile Ermüdungsfestigkeitssteigerungen nur schwer zu erzielen sind.

Gängige Strahlmittel
Zu den gängigen Strahlmitteln zählen Stahlkugeln, Stahlkies, Drahtschnitzel, Edelstahlkugeln, Aluminiumkugeln, Zinkkugeln und Keramikkugeln. Da das Strahlen in der Regel zur Chargenreinigung von Metallteilen eingesetzt wird, müssen die Strahlmittel eine gute Schlagfestigkeit, Verschleißfestigkeit und Wiederverwertbarkeit aufweisen.
Gewöhnliche Stahlkugeln und Stahlkörnung eignen sich zur Reinigung von Kohlenstoffstahl, Stahlguss, Gusseisen und Stahlbauteilen. Edelstahlkugeln, Aluminiumkugeln oder Keramikkugeln sind besser für Werkstoffe geeignet, die empfindlich auf Eisenverunreinigungen reagieren. Bei der Bearbeitung von Aluminium, Edelstahl oder Titan sollten Rückstände von gewöhnlichen eisenhaltigen Strahlmitteln vermieden werden.

| Prozess | Allgemeine Medien | Medienfunktionen | Hauptanwendungsbereiche |
| Sandstrahlen | Gesintertes Aluminiumoxid, Aluminiumoxid, Glasperlen, Keramikmedien, Granat, Kunststoffmedien | Meist kantige oder steuerbare Schleifmittel | Reinigung, Aufrauen, Mattieren, Vorbereitung für die Beschichtung |
| Shot Peening | Stahlkugeln, Drahtschnitzel, Glasperlen, Keramikkugeln | Kugelförmig oder nahezu kugelförmig | Oberflächenverfestigung und Ermüdungsfestigkeit |
| Schrotstrahlen | Stahlkugeln, Stahlkörnung, Drahtschrot, Edelstahlkugeln | Hohe Schlagkraft und wiederverwendbar | Entrosten, Entkalken, Chargenreinigung |
Welche Werkstückwerkstoffe können bearbeitet werden?
Sandstrahlen, Kugelstrahlen und Kugelstrahlen mit Schrot können alle zur Oberflächenbehandlung von Metallen eingesetzt werden, doch die geeigneten Werkstoffe sind nicht ganz dieselben. Sandstrahlen weist die größte Werkstoffverträglichkeit auf, Kugelstrahlen wird hauptsächlich zur Metallverfestigung eingesetzt, und das Strahlen mit Schrot eignet sich eher für die Serienreinigung von Eisenwerkstücken.
| Material Typ | Sandstrahlen | Shot Peening | Schrotstrahlen |
| Kohlenstoffstahl / legierter Stahl | Entrosten, Entlacken, Vorbehandlung von Oberflächen | Verstärkung von Zahnrädern, Wellen und Federn | Rost- und Zunderentfernung im Chargenbetrieb |
| Rostfreier Stahl | Mattierung, Reinigung, Strukturierung | Verstärkung bestimmter tragender Bauteile | Kann verarbeitet werden, jedoch muss eine Verunreinigung durch Eisen vermieden werden |
| Aluminium-Legierung | Kosmetische Mattierung, Vorbehandlung vor dem Eloxieren | Wird selten für gewöhnliche Kosmetikteile verwendet | Bei der Medienauswahl ist Vorsicht geboten |
| Titan-Legierung | Oberflächenreinigung und Aufrauen | Verstärkung von Bauteilen, die hohen Ermüdungsbelastungen ausgesetzt sind | Medien- und Kontaminationsrisiken müssen kontrolliert werden |
| Kupferlegierung | Leichte Reinigung und kosmetische Behandlung | Wird selten zur herkömmlichen Verstärkung verwendet | Im Allgemeinen kein gängiges Zielmaterial |
| Kunststoff / Gummi / Glas | Kann bei niedrigem Druck mit weichen Medien verarbeitet werden | In der Regel nicht geeignet | In der Regel nicht geeignet |
Unter dem Gesichtspunkt der Materialverträglichkeit eignet sich das Sandstrahlen besser für die Bearbeitung verschiedener Materialien und komplexer Oberflächen. Das Kugelstrahlen eignet sich besser für Stahl, legierten Stahl, Titanlegierungen und andere Bauteile, bei denen eine verbesserte Ermüdungslebensdauer erforderlich ist. Das Kugelstrahlen eignet sich besser für Werkstücke aus Eisenwerkstoffen wie Gusseisen, Stahlguss, Kohlenstoffstahl, Stahlprofile und Stahlkonstruktionen.
Bei Aluminium, Edelstahl und Titan sollte, falls ein Kugelstrahlen erforderlich ist, die Auswahl des Strahlmittels sorgfältig abgewogen werden, um eine Verunreinigung mit Eisen, Oberflächenbeschädigungen oder Verfärbungen bei der anschließenden Oberflächenbehandlung zu vermeiden.
Gängige Werkstücke und Anwendungsbereiche
Obwohl Sandstrahlen, Kugelstrahlen und Kugelstrahlen allesamt Verfahren zur Oberflächenbehandlung sind, unterscheiden sie sich in ihrer Anwendungslogik: Beim Sandstrahlen stehen das Erscheinungsbild und die Vorbehandlung im Vordergrund, beim Kugelstrahlen die Ermüdungsfestigkeit und beim Kugelstrahlen die Serienreinigung sowie die Korrosionsschutzvorbehandlung..
| Prozess | Gängige Werkstücke | Typische Anwendungsbereiche |
| Sandstrahlen | CNC-gefräste Aluminiumgehäuse, Edelstahlplatten, Aluminiumprofile, Maschinengehäuse, Formen, Glasteile | CNC-Bearbeitung, Unterhaltungselektronik, Maschinenbau, Kfz-Reparatur, architektonische Dekoration |
| Shot Peening | Zahnräder, Federn, Kurbelwellen, Pleuelstangen, Antriebswellen, Schaufeln für die Luft- und Raumfahrt, hochfeste Schrauben | Getriebesysteme für die Automobilindustrie, Luft- und Raumfahrt, Schienenverkehr, Baumaschinen, Energieanlagen |
| Schrotstrahlen | Gussteile, Schmiedeteile, Stahlbleche, Stahlprofile, Stahlkonstruktionen, Schweißteile, Stahlrohre, Fahrwerksteile für Kraftfahrzeuge | Gießerei, Stahlbau, Schiffbau, Brückenbau, Korrosionsschutz für Rohrleitungen, Schwermaschinen |
Anwendungsmerkmale des Sandstrahlens
Das Sandstrahlen eignet sich eher für Teile, bei denen es auf ein verbessertes Erscheinungsbild, eine einheitliche Oberflächenstruktur oder eine Haftgrundierung für nachfolgende Beschichtungen ankommt. Sein Vorteil liegt in der hohen Flexibilität, wodurch es sich für komplexe Formen, Kleinserien und punktuelle Behandlungen eignet.
Anwendungsmerkmale des Kugelstrahlens
Das Kugelstrahlen wird vor allem bei kritischen Metallbauteilen eingesetzt, die zyklischen Belastungen ausgesetzt sind. Der Schwerpunkt liegt dabei nicht auf dem Aussehen, sondern auf der Verbesserung der Ermüdungslebensdauer. Bereiche wie Zahnradfüße, Federflächen, Kurbelwellenrundungen und Schaufelfüße in der Luft- und Raumfahrt sind häufig anfällig für Ermüdungsrisse, und das Kugelstrahlen kann durch Druckrestspannungen die Rissbildung und das Risswachstum verzögern.
Anwendungsmerkmale des Kugelstrahlens
Das Kugelstrahlen eignet sich besonders für Metallwerkstücke in großen Chargen, mit regelmäßigen Formen und hohen Anforderungen an die Reinigung. Es entfernt schnell Oxidschichten, Rost, Gießereisand, Schweißrückstände und alte Beschichtungen, sodass die Oberfläche die Anforderungen für die Lackierung, den Korrosionsschutz oder die Vorbereitung für die Pulverbeschichtung erfüllt.
Relationship with Other Oberflächenbehandlungen
Sandblasting, shot peening, and shot blasting are often not isolated processes. They are often used together with painting, powder coating, Eloxieren, anti-corrosion coatings, heat treatment, or precision machining. The difference is that sandblasting and shot blasting are more often used as Vorbehandlungsverfahren, während das Kugelstrahlen häufiger als Prozess zur funktionellen Stärkung.
| Prozess | Häufige verwandte Prozesse | Hauptrolle |
| Sandstrahlen | Lackieren, Pulverbeschichtung, Eloxieren, Galvanisieren, Kleben, Passivieren | Die Oberfläche reinigen, die Struktur vereinheitlichen und Rauheit erzeugen |
| Shot Peening | Nach der Wärmebehandlung, nach der Zahnradbearbeitung, nach dem Schleifen, vor der Beschichtung | Einbringen von Druckrestspannungen und Verbesserung der Ermüdungslebensdauer |
| Schrotstrahlen | Lackierung, Pulverbeschichtung, Phosphatierung, Korrosionsschutzbeschichtungen, hochbelastbare Korrosionsschutzbeschichtung | Entfernen Sie Zunder, Rost und Gießereisand und sorgen Sie für einen rauen Untergrund |
Sandstrahlen und anschließende Oberflächenbehandlungen
Das Sandstrahlen wird häufig vor dem Lackieren, Pulverbeschichten, Eloxieren oder Verkleben eingesetzt. Es entfernt Verunreinigungen von der Oberfläche und sorgt für eine gleichmäßige, matte Struktur, wodurch nachfolgende Beschichtungen oder Oxidschichten ein stabileres Erscheinungsbild und eine bessere Haftgrundlage erhalten.
Kugelstrahlen und anschließende Bearbeitung
Das Kugelstrahlen wird in der Regel nach der Wärmebehandlung, dem Schleifen oder der Zahnradbearbeitung durchgeführt. Sein Zweck besteht darin, in kritischen tragenden Flächen Druckrestspannungen einzubringen. Wenn das Bauteil anschließend noch präzisionsgeschliffen, geläppt oder poliert werden muss, sollte der Ablauf des Kugelstrahlens im Voraus geplant werden, um zu vermeiden, dass die verstärkte Schicht bei der späteren Bearbeitung entfernt wird.
Strahlverfahren und Korrosionsschutzbeschichtung
Das Kugelstrahlen wird häufig als Vorbehandlung für die Beschichtung von Stahlkonstruktionen, Gussteilen, Stahlblechen, Stahlprofilen und Schweißteilen eingesetzt. Nach der Behandlung sollten die Stahlteile so schnell wie möglich dem nächsten Rostschutz- oder Beschichtungsvorgang zugeführt werden, um Blitzrost zu vermeiden.
Auswirkungen auf die Oberflächenrauheit
Sandstrahlen, Kugelstrahlen und Kugelstrahlen verändern alle die Oberflächenrauheit, jedoch auf unterschiedliche Weise: Beim Sandstrahlen kommt es auf mikroskopisch kleine Schnitte durch das Strahlmittel an, beim Kugelstrahlen auf den Aufprall der Kugeln und die plastische Verformung und beim Kugelstrahlen auf die Reinigung und Aufrauhung durch hochenergetische Aufprallkräfte.
| Prozess | Auswirkung auf die Rauheit | Oberflächenmorphologie | Hauptschwerpunkt der Bewertung |
| Sandstrahlen | Kann fein oder grob sein | Matt, mattiert, kleine Erhebungen und Vertiefungen | Körnung, Druck, Oberflächenrauheit Ra |
| Shot Peening | Kann die Rauheit erhöhen | Gleichmäßige kleine Vertiefungen, Orangenhautstruktur | Almen-Bogenhöhe, Überdeckung, Restspannung |
| Schrotstrahlen | Führt in der Regel zu einer deutlichen Aufrauhung | Schlagtextur, Verankerungsprofil der Beschichtung | Anforderungen an Sauberkeit, Rauheit und Haftfestigkeit der Beschichtung |
Auswirkungen des Sandstrahlens auf die Rauheit
Die Rauheit nach dem Sandstrahlen hängt hauptsächlich von der Art des Strahlmittels, der Korngröße, dem Druck und der Strahlzeit ab. Feine Glasperlen und Keramikstrahlmittel eignen sich für feine, matte Oberflächen, während grobes Aluminiumoxid und Stahlkies deutlichere Strahlspuren und eine höhere Rauheit erzeugen.
Einfluss des Kugelstrahlens auf die Rauheit
Beim Kugelstrahlen entstehen gleichmäßige Einschlagvertiefungen auf der Oberfläche, wodurch sich die Oberflächenrauheit verändert. Der Kern des Kugelstrahlens besteht jedoch nicht darin, den Ra-Wert zu optimieren, sondern die Strahlintensität, die Abdeckung und die kompressive Restspannung zu steuern.
Einfluss des Kugelstrahlens auf die Rauheit
Das Kugelstrahlen erhöht in der Regel die Oberflächenrauheit erheblich und eignet sich zur Vorbereitung von Stahlkonstruktionen, Gussteilen, Stahlblechen und Stahlprofilen für die Beschichtung. Es ist jedoch nicht geeignet für Präzisionspassflächen, Dichtflächen, Hochglanzoberflächen oder bereits endbearbeitete Oberflächen.
Kostenvergleich: Sandstrahlen, Kugelstrahlen und Kugelschleifen
Die Kosten der drei Verfahren lassen sich nicht allein anhand der Fläche beurteilen. Sandstrahlen und Kugelstrahlen werden häufiger nach Fläche, Arbeitsstunden oder Chargengröße kalkuliert; das Kugelstrahlen ist ein Verfahren zur Funktionsverfestigung und wird häufiger entsprechend den Anforderungen an die Bauteile, den Prozessanforderungen und den Prüfnormen kalkuliert.
| Prozess | Internationaler Referenzbereich | Gängige Methode zur Preisangabe |
| Sandstrahlen | ca. $1,5–$16/ft²; für Kleinteile oder filigrane Arbeiten kann der Preis auch bei $50–$300/Stunde | Nach Bereich, Arbeitsstunden oder Projekt |
| Shot Peening | Pricing varies by part complexity, batch size, precision level, | Nach Bauteilen, Prozessanforderungen und Prüfstandards |
| Schrotstrahlen | ca. $0,5–$4,5/ft²; Stahlteile aus Serienfertigung bieten in der Regel größere Kostenvorteile | Nach Fläche, Gewicht, Charge oder Projekt |
Die Kosten für das Sandstrahlen hängen von der zu bearbeitenden Fläche, dem Zustand des Materials, der Art des Strahlmittels, der Reinigungsintensität, dem Umfang der Abdeckung und den Arbeitskosten ab. Komplexe Formen, kleine Losgrößen oder hohe Anforderungen an die optische Gleichmäßigkeit erhöhen die Bearbeitungskosten.
Die Kosten für das Kugelstrahlen entstehen hauptsächlich durch die Steuerung der Strahlintensität, die Überprüfung der Abdeckung, die Spezifikationen der Strahlkugeln, die Prozessdokumentation und die Qualitätsprüfung. Für die Luft- und Raumfahrt, Getriebesysteme im Automobilbereich oder Bauteile mit hohen Zuverlässigkeitsanforderungen sind in der Regel separate Angebote erforderlich.
Obwohl das Kugelstrahlen mit höheren Investitions- und Wartungskosten für die Anlagen verbunden ist, ist es bei großen Chargen regelmäßig geformter Metallteile effizienter. Bei der chargenweisen Bearbeitung von Stahlblechen, Stahlprofilen, Gussteilen und Stahlkonstruktionen sind die Kosten pro Teil oder pro Flächeneinheit in der Regel günstiger.
Die oben genannten Preise dienen lediglich als Anhaltspunkte für den internationalen Markt und sollten nicht als verbindliche Angebote herangezogen werden. Die tatsächlichen Kosten hängen von der Werkstückgröße, der Losgröße, dem Oberflächenzustand, den Anforderungen an die Rauheit, dem Umfang der Abdeckung, den Prüfnormen und den lokalen Arbeitskosten ab.
Vor- und Nachteile von Sandstrahlen, Kugelstrahlen und Kugelstrahlen
Vor- und Nachteile des Sandstrahlens
Der Vorteil des Sandstrahlens liegt in seiner hohen Flexibilität. Durch die Anpassung von Strahlmittelart, Korngröße, Druck und Strahlwinkel lassen sich unterschiedliche Reinigungsergebnisse und Oberflächenstrukturen erzielen. Es eignet sich zum Entfernen von Rost, Oxidschicht und alten Beschichtungen sowie zur Mattierung, zum Mattschleifen und zur Vorbereitung von Oberflächen für die Beschichtung. Es ist besonders geeignet für komplexe Formen, Kleinserien und die punktuelle Oberflächenbehandlung.
Der Nachteil des Sandstrahlens besteht darin, dass dabei mehr Staub entsteht und höhere Anforderungen an die Staubabsaugung, den Arbeitsschutz und die Arbeitsumgebung gestellt werden. Zudem wird das Oberflächenbild durch die manuelle Durchführung leichter beeinträchtigt. Ist das Strahlmittel zu grob oder der Druck zu hoch, kann dies zu zu tiefen Strahlspuren, Maßabweichungen oder sogar zu Beschädigungen an präzisen Passflächen, Gewindebohrungen und Dichtflächen führen.

Vor- und Nachteile des Kugelstrahlens
Der Vorteil des Kugelstrahlens besteht darin, dass dadurch Druckrestspannungen in die Metalloberflächenschicht eingebracht werden können, wodurch die Ermüdungsfestigkeit und die Oberflächenzuverlässigkeit verbessert werden. Es eignet sich besonders für Zahnräder, Federn, Kurbelwellen, Pleuelstangen, Schaufeln in der Luft- und Raumfahrt sowie andere kritische Bauteile, die zyklischen Belastungen ausgesetzt sind, und trägt dazu bei, die Entstehung und das Wachstum von Ermüdungsrissen zu verzögern.
Der Nachteil des Kugelstrahlens besteht darin, dass es eine strenge Kontrolle der Prozessparameter erfordert und nicht als gewöhnliches Reinigungsverfahren betrachtet werden kann. Die Intensität des Kugelstrahlens, die Abdeckung, die Korngröße und der Zustand der Kugeln müssen alle kontrolliert werden; andernfalls kann der Verfestigungseffekt unbeständig sein. Gleichzeitig kann das Kugelstrahlen die Oberflächenrauheit verändern, und bei dünnwandigen, schlanken sowie hochpräzisen Bauteilen besteht zudem die Gefahr von Verformungen.

Vor- und Nachteile des Kugelstrahlens
Der Vorteil des Kugelstrahlens liegt in der hohen Reinigungseffizienz, wodurch es sich für große Chargen regelmäßig geformter Metallwerkstücke eignet. Es entfernt schnell Oxidschlacke, Rost, Gießereisand und alte Beschichtungen von Gussteilen, Stahlblechen, Profilen, Schweißteilen und Stahlkonstruktionen und erzeugt dabei eine raue Oberfläche, die sich für Lackierung, Pulverbeschichtung oder die Haftung von Korrosionsschutzbeschichtungen eignet.
Der Nachteil des Kugelstrahlens liegt in den höheren Investitionskosten für die Anlagen und der stärkeren Aufprallkraft, wodurch es sich nicht für fertigbearbeitete Oberflächen, Hochglanzoberflächen, dünnwandige Teile und komplexe Innenhohlräume eignet. Bei tiefen Bohrungen, abgeschirmten Bereichen oder der lokalen Feinbearbeitung kann das Kugelstrahlen tote Winkel hinterlassen, und seine Oberflächenwirkung ist weniger flexibel als beim Sandstrahlen.

Überlegungen zur Abwicklung der drei Prozesse
Überlegungen zum Sandstrahlen
Vor dem Sandstrahlen sollten die Art des Strahlmittels, die Korngröße, der Strahldruck, der Strahlabstand und die Anforderungen an die Oberflächenrauheit festgelegt werden. Bei Aluminium, Edelstahl, Titan und ähnlichen Werkstoffen sollten gewöhnliche eisenhaltige Strahlmittel vermieden werden, um eine Eisenverunreinigung, Rostflecken oder Verfärbungen bei der anschließenden Oxidation zu verhindern.
Präzisionspassflächen, Gewindebohrungen, Dichtflächen und Lagersitze müssen vorab abgeklebt werden. Nach dem Sandstrahlen sollten Strahlmittelrückstände und Staub entfernt werden. Handelt es sich bei dem Bauteil um Stahl, sollte es so schnell wie möglich beschichtet, vor Rost geschützt oder verpackt werden, um Blitzrost zu vermeiden.
Überlegungen zum Kugelstrahlen
Funktionales Kugelstrahlen darf nicht lediglich als “Kugelstrahlen” oder “Kugelstrahlbehandlung” spezifiziert werden. Die Strahlintensität, die Abdeckung, das Strahlmittel, die Korngröße und die behandelten Bereiche müssen angegeben werden. Andernfalls könnte der Lieferant dies als gewöhnliche Reinigung betrachten und die Verstärkungswirkung nicht garantieren.
Vor dem Kugelstrahlen sollte die Oberfläche des Werkstücks auf Risse, tiefe Kratzer, Öl oder Oxidschicht überprüft werden. Bei dünnwandigen, schlanken und hochpräzisen Bauteilen muss das Verformungsrisiko bewertet werden, und präzise Passflächen, Gewinde und Dichtungsbereiche müssen in der Regel abgeklebt werden.
Überlegungen zum Strahlen
Das Kugelstrahlen eignet sich für die Chargenreinigung von Metallteilen, aufgrund der hohen Aufprallkraft ist es jedoch nicht für die direkte Bearbeitung von fertigbearbeiteten Oberflächen, Hochglanzoberflächen, Dichtflächen oder Präzisionsbohrungen geeignet. Bei dünnwandigen oder komplex geformten Werkstücken müssen zudem Verformungen und Bearbeitungsblindstellen berücksichtigt werden.
Nach dem Strahlen sind Stahloberflächen hochreaktiv und neigen zu Blitzrost. Sie sollten so schnell wie möglich lackiert, pulverbeschichtet, phosphatiert, mit einem Korrosionsschutz überzogen oder in einer rostschützenden Verpackung verpackt werden. Bei der Bearbeitung von Edelstahl, Aluminium und ähnlichen Werkstoffen sollte das Strahlmittel sorgfältig ausgewählt werden, um eine Verunreinigung durch eisenhaltiges Strahlmittel zu vermeiden.

Wann sollte man sich für Sandstrahlen, Kugelstrahlen oder Kugelstrahlen entscheiden?
Wann sollte man sich für Sandstrahlen entscheiden?
Wenn das Ziel darin besteht, leichten Rost, Oxidschichten oder alte Beschichtungen zu entfernen oder eine gleichmäßige, matte Oberfläche zu erzielen, ist das Sandstrahlen in der Regel besser geeignet. Es eignet sich für Zierteile aus Aluminium, Edelstahlplatten, CNC-gefräste Teile sowie Teile vor der Beschichtung.
Bei Bauteilen, die eloxiert, lackiert, pulverbeschichtet oder verklebt werden sollen, kann das Sandstrahlen auch als Vorbehandlungsverfahren eingesetzt werden, um die Oberflächenbeschaffenheit zu verbessern und die Haftgrundlage für nachfolgende Beschichtungen zu optimieren.
Wann sollte man sich für das Kugelstrahlen entscheiden?
Wenn das Werkstück über einen langen Zeitraum zyklischen Belastungen, Schwingungen oder Stößen ausgesetzt ist – wie beispielsweise Zahnräder, Federn, Kurbelwellen, Pleuelstangen und Turbinenschaufeln in der Luft- und Raumfahrt –, sollte in erster Linie das Kugelstrahlen in Betracht gezogen werden. Der Hauptvorteil des Kugelstrahlens besteht darin, die Ermüdungsfestigkeit durch Druckeigenspannungen zu verbessern, und nicht lediglich das Erscheinungsbild zu optimieren.
Bei der Entscheidung für das Kugelstrahlen müssen die Strahlintensität, die Abdeckung und die Spezifikationen der Strahlkugeln klar definiert werden; andernfalls lässt sich die verstärkende Wirkung nur schwer gewährleisten.
Wann sollte man sich für das Kugelstrahlen entscheiden?
Handelt es sich bei dem Werkstück um ein Gussteil, eine Stahlplatte, ein Stahlprofil, eine Stahlkonstruktion oder ein Schweißteil und soll Oxidhaut, Rost, Gießereisand oder alte Beschichtungen schnell entfernt werden, ist das Kugelstrahlen in der Regel effizienter.
Das Kugelstrahlen eignet sich für regelmäßige Formen und die Serienfertigung, insbesondere vor dem Lackieren, der Pulverbeschichtung und dem Aufbringen von hochbeständigen Korrosionsschutzbeschichtungen. Weist das Werkstück jedoch Präzisionsoberflächen, dünnwandige Strukturen oder komplexe Innenhohlräume auf, sollten die Risiken durch Abkleben und Verformung im Vorfeld geprüft werden.
Häufige Irrtümer
Missverständnis 1: Beim Sandstrahlen wird eine Schicht Sand auf die Oberfläche gesprüht
Beim Sandstrahlen haftet kein Sand an der Oberfläche des Werkstücks. Durch den Aufprall von Schleifmittel mit hoher Geschwindigkeit und durch Mikroschneiden wird die Oberflächenbeschaffenheit verändert. Was nach dem Sandstrahlen zurückbleibt, sind Rauheit, eine matte Struktur und eine saubere Oberfläche – keine Beschichtung.
Irrtum Nr. 2: Das Kugelstrahlen kann das Sandstrahlen zur Reinigung ersetzen
Der Hauptzweck des Kugelstrahlens ist die Oberflächenverfestigung, nicht die Rostentfernung, das Abbeizen von Farbe oder das Entfernen von Zunder. Wenn das Ziel lediglich darin besteht, die Oberfläche zu reinigen oder die Haftfestigkeit der Beschichtung zu verbessern, sollte in der Regel zunächst das Sandstrahlen oder Kugelstrahlen in Betracht gezogen werden.
Missverständnis 3: Das Kugelstrahlen ist immer fortschrittlicher als das Sandstrahlen
Zwischen Kugelstrahlen und Sandstrahlen gibt es keine absolute Rangordnung. Das Kugelstrahlen eignet sich eher für die Reinigung großer Stahlchargen, während das Sandstrahlen besser für komplexe Oberflächen, Zierteile und punktuelle Behandlungen geeignet ist.
Irrtum 4: Alle drei Verfahren können auf Präzisionsoberflächen uneingeschränkt angewendet werden
Sandstrahlen, Kugelstrahlen und Kugelstrahlen verändern die Oberflächenrauheit. Präzisionspassflächen, Dichtflächen, Gewindebohrungen, Lagersitze und hochglänzende Oberflächen erfordern in der Regel einen Schutz durch Abkleben; andernfalls kann es zu Maßabweichungen, Oberflächenbeschädigungen oder Montageproblemen kommen.
Schlussfolgerung
Obwohl Sandstrahlen, Kugelstrahlen und Kugelstrahlen alle auf dem Aufprall von Strahlmitteln mit hoher Geschwindigkeit beruhen, unterscheiden sich ihre Hauptzwecke. Sandstrahlen eignet sich besser für die Oberflächenreinigung, das Aufrauen und die Mattierung; Kugelstrahlen eignet sich besser zur Oberflächenverfestigung und zur Verbesserung der Ermüdungslebensdauer; Kugelstrahlen eignet sich besser für die Rostentfernung, Zunderentfernung und Oberflächenvorbereitung von Metallteilen im Serienverfahren.
Bei der konkreten Auswahl sollte das Verfahren nicht allein anhand seines Namens ausgewählt werden. Es sollte unter Berücksichtigung des Werkstückmaterials, des Oberflächenzustands, der Maßgenauigkeit, der Anforderungen an die Rauheit, der anschließenden Oberflächenbehandlung und der Produktionscharge bewertet werden. Bei Aluminium, Edelstahl und Präzisionsteilen sollten die Verunreinigung durch Strahlmittel, der Schutz durch Abkleben und die Oberflächengleichmäßigkeit im Vordergrund stehen. Bei Zahnrädern, Federn, Kurbelwellen und anderen tragenden Bauteilen sollten die Anforderungen an die Kugelstrahlintensität, die Abdeckung und das Ermüdungsverhalten im Vordergrund stehen.
Wenn Sie maßgefertigte Metall- oder Kunststoffteile benötigen und eine Komplettlösung aus einer Hand suchen, die Folgendes umfasst: CNC-Bearbeitung, Sandstrahlen, Kugelstrahlen, Kugelstrahlen und andere Oberflächenbehandlungen, wenden Sie sich bitte an Weldo Bearbeitung Weitere Informationen zum Verfahren und Projektangebote.








