








Strangpressen von Aluminium:
Wählen Sie Weldo's Aluminium-Strangpressverfahren für kundenspezifische hochwertige Aluminiumprofile. Bringen Sie Ihre Produkte aus Aluminiumstangen schnell ins Licht der Öffentlichkeit. Kontaktieren Sie uns noch heute, um Ihr Projekt zu besprechen und Ihre Bestellung aufzugeben.
- Optimierte Werkzeugkosten
- Präzision bis zu 0,01 mm
- Hochwertige Oberflächenveredelung
- Schnelle Lieferfähigkeit
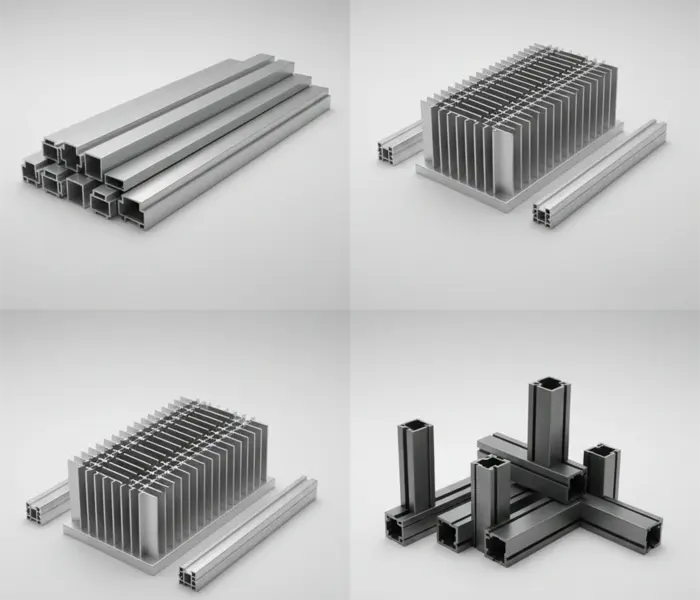
Was ist Aluminium-Strangpressen?
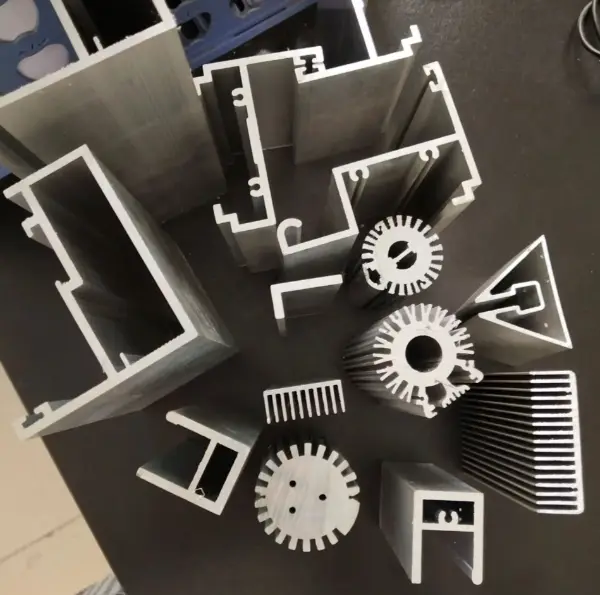
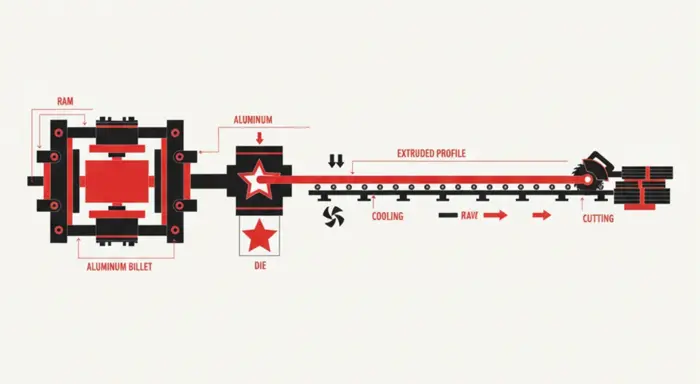
Das Aluminiumstrangpressen ist ein Herstellungsverfahren, bei dem erhitzte Knüppel aus einer Aluminiumlegierung (400-500°C) in kontinuierliche Querschnittsprofile geformt werden, indem sie unter hohem Druck durch eine Matrize gepresst werden. Basierend auf der Bewegung der Matrize wird es in direktes Strangpressen (Knüppel bewegen sich, während die Matrize stehen bleibt) und indirektes Strangpressen (Matrizen bewegen sich, während die Knüppel stehen bleiben) unterteilt. Letzteres verringert die Reibung und verbessert die Oberflächenqualität.
Bearbeitbare Materialien für die Aluminiumextrusion
Gängige Aluminiumlegierungen und Eigenschaften
| SERIE | TYPISCHE MODELLNUMMER | HAUPTLEGIERUNGSELEMENTE | WESENTLICHE MERKMALE | ANWENDUNGSSZENARIEN |
|---|---|---|---|---|
| 6xxx | 6061-T6 | Mg, Si | Zugfestigkeit 310MPa, beständig gegen anodische Oxidation | Kfz-Strukturteile, Fahrradrahmen |
| 6xxx | 6063-T5 | Mg, Si | Dehnungsrate 12%, ausgezeichnete Rationalität bei der Oberflächenbehandlung | Architektonische Türen und Fenster, Heizkörper |
| 5xxx | 5052-H32 | Mg (2.5%) | Korrosionsbeständig gegen Seewasser, Dichte 2,68g/cm³ | Schiffsdecks, Treibstofftanks |
| 7xxx | 7075-T651 | Zn, Mg, Cu | Härte 150HB, Festigkeit übertrifft einige Stahlwerkstoffe | Triebwerksschaufeln, Rennwagenaufhängungen |
Oberflächenbehandlungen für Aluminium-Strangpressprofile

Bearbeitete Oberfläche
Der von der Werkzeugmaschine bearbeitete Prototyp weist Spuren der Werkzeugbearbeitung auf.

Eloxieren
Verbessert die Korrosions- und Verschleißbeständigkeit von Metallen, kann eingefärbt und mit Schutzschichten versehen werden.

Polnisch
Verbessert die Oberflächenglätte und das Aussehen von Metallen, Keramiken, Kunststoffen und PMMA.
Sandstrahlen
Verwendet Hochdruck-Schleifmittel, um eine saubere, raue, matte Oberfläche zu erzeugen.

Gebürstete Oberfläche
Verleiht Metalloberflächen ein strukturiertes Muster und verbessert die Ästhetik.

Pulverbeschichtung
Durch elektrostatische Aufbringung und Wärmehärtung wird eine dichte Schicht gebildet, die die Korrosionsbeständigkeit der Teile verbessert.
Galvanik fertigstellen
Hinterlässt eine Metallschicht zur Verbesserung der Korrosions- und Verschleißfestigkeit.

Schwarz oxidieren
Bildet durch einfache chemische Oxidation eine kostengünstige Antireflexionsschicht auf Metalloberflächen.

Alodine
Bildet durch chemische Umwandlung eine korrosionsbeständige Beschichtung, die die Haftung und Leitfähigkeit verbessert.

Wärmebehandlung
Verändert das Metallgefüge, um Härte, Festigkeit, Zähigkeit und Verschleißfestigkeit zu verbessern.
Fähigkeit zum Strangpressen von Aluminium:
| ITEM | SPEZIFIKATION |
|---|---|
| KNÜPPEL-SPEZIFIKATIONEN | Durchmesser 100-500 mm, Länge 1-7 m |
| MAXIMALER STRANGPRESSQUERSCHNITT | Breite 1100 mm |
| MINDESTWANDSTÄRKE | 0,8 mm |
| PRÄZISIONSKONTROLLE | ±0,05 mm (bei 5 m Länge),Grobkornringtiefe ≤ 0,3 mm,Geradheit ≤ 0,3 mm/m |
Richtlinie für die Aluminiumextrusion:
| ITEM | SPEZIFIKATION |
|---|---|
| HEIZTEMPERATUR | 6063 Legierung: 480±20°C; 7075 Legierung: 450±10°C |
| EXTRUSIONSGESCHWINDIGKEIT | 20-50 m/min (einfacher Querschnitt); 5-15 m/min (komplexer Querschnitt) |
| FORMVORWÄRMUNG | 450-500°C (Formenstahl H13) |
| MASSTOLERANZ | Genauigkeitsklasse ±0,1 mm/m |
| OBERFLÄCHENBEHANDLUNG | Eloxalschichtdicke ≥ 10μm (Architekturmaterial); Salzsprühtest ≥ 1000 Stunden |
| MECHANISCHE EIGENSCHAFTEN | 6061-T6 Streckgrenze ≥ 276MPa, Dehnung ≥ 10% |
Vorteil der Aluminiumextrusion:
Rate der Materialverwendung: Nahezu 95% (bei herkömmlicher Bearbeitung werden nur 60% erreicht)
Flexibilität bei der Gestaltung: Fähigkeit zur Bildung komplexer Querschnitte (z. B. Mehrloch-Wärmeableitungsprofile)
Kostenvorteil: Die Stückkosten bei der Massenproduktion sind 30% niedriger als beim Druckgussverfahren
Gewichtsreduzierung: 40-60% Leichter als Stahlkonstruktionen
Nachhaltigkeit: 100% recycelbar; recyceltes Aluminium benötigt nur 5% der Energie, die für die Herstellung von Primäraluminium benötigt wird
Anwendung der Aluminiumextrusion:
Bauindustrie:
Sie werden in Türen, Fenstern, Vorhangfassaden und mehr verwendet, um die architektonische Ästhetik und Haltbarkeit zu verbessern und gleichzeitig die strukturelle Belastung zu verringern.
Transport:
Herstellung von Leichtbaukomponenten für Kraftfahrzeuge und Züge zur Verbesserung der Kraftstoffeffizienz und der Betriebsleistung.
Elektronik und Haushaltsgeräte:
Sie dienen als Wärmesenken und Gehäusematerialien, um einen stabilen Gerätebetrieb zu gewährleisten und die Lebensdauer zu verlängern.
Maschinen und Ausrüstung:
Wird in Rahmen, Führungsschienen und ähnlichen Anwendungen eingesetzt, um eine hochfeste Unterstützung zu bieten und eine präzise Bewegung der Geräte zu gewährleisten.
Einrichtungsgegenstände:
Möbelrahmen und Dekorationselemente ermöglichen eine flexible Gestaltung, die sowohl den Stil als auch die Langlebigkeit von Innenräumen verbessert.
Erneuerbare Energien:
Solarpaneele und Windturbinenstützen zeichnen sich durch Korrosionsbeständigkeit und Leichtbauweise aus und unterstützen Initiativen für saubere Energie.
FAQ zum Aluminium-Strangpressen
Wie können Oberflächenblasen in Aluminium-Strangpressprofilen behandelt werden?
① Knüppelbehandlung homogenisieren (560°C/6 Stunden); ② Entlüftungsnuttiefe 0,03-0,05mm; ③ Strangpressgeschwindigkeit um 15% reduzieren
Wie wählt man zwischen 6061- und 6063-Legierungen?
Wählen Sie 6061 für tragende Strukturen (hohe Festigkeit); wählen Sie 6063 für dekorative Komponenten (hervorragende Oberflächenqualität).
Welche Faktoren begrenzen die maximale Extrusionslänge?
① Extruderbettlänge (typischerweise ≤50m); ② Profilsteifigkeit (Längen-Durchmesser-Verhältnis >200 neigt zur Instabilität).
Wie lassen sich Verformungen in dünnwandigen Profilen kontrollieren?
Progressive Abkühlung" (schnelle Abkühlung im ersten Abschnitt, allmähliche Abkühlung im letzten Abschnitt), wobei die Dehnung innerhalb von 0,8-1,2% gehalten wird
Kostendeckungspunkt zwischen Aluminiumstrangpressen und 3D-Druck?
Für Chargen 1000 Stück ist die Aluminiumextrusion wirtschaftlicher (geringere Werkzeugkostenverteilung).