









Qu'est-ce que la rugosité de surface ?
La rugosité de surface est un indicateur important qui permet de mesurer les crêtes et les creux microscopiques présents à la surface d'une pièce. Il ne s'agit pas simplement de déterminer si une pièce “ semble lisse ”. Elle utilise plutôt des paramètres tels que Ra et Rz pour quantifier les marques d'outillage, les crêtes, les creux et les textures fines de la surface.
Dans l'usinage CNC, la rugosité de surface peut avoir une incidence sur la précision d'assemblage, le frottement, la résistance à l'usure, l'étanchéité, la qualité de la finition de surface et la durée de vie. Par exemple, un support de montage standard ne nécessite pas forcément une surface très lisse. En revanche, les surfaces d'étanchéité, les surfaces de glissement, les surfaces visibles et les pièces anodisées exigent souvent un contrôle plus strict de la rugosité de surface.
Du point de vue de l'usinage et du contrôle qualité, définir dès le départ les exigences en matière de rugosité de surface aide le fabricant à choisir les outils, les paramètres de coupe, les trajectoires d'usinage et les méthodes de contrôle adaptés. Cela permet de réduire les retouches, les coûts supplémentaires et les retards de livraison. Si un plan indique simplement “ surface lisse ” ou “ finition fine ”, l’atelier d’usinage risque de ne pas être en mesure d’évaluer avec précision l’exigence réelle.

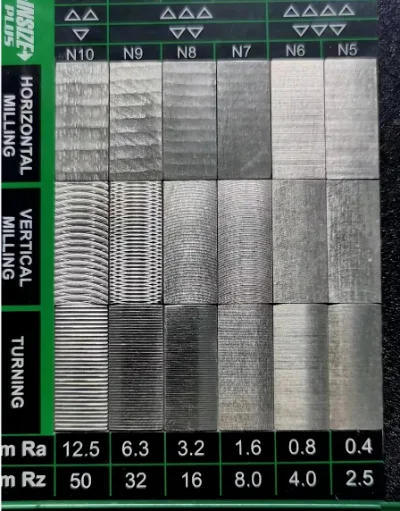
Tableau des rugosités de surface
Dans les projets d'usinage CNC, la rugosité de surface est généralement définie par les valeurs Ra. Une valeur Ra plus faible indique généralement une surface plus lisse. Cependant, cela ne signifie pas que chaque pièce doive présenter la valeur Ra la plus faible possible. Une surface plus lisse nécessite souvent un usinage plus lent, un contrôle plus rigoureux et, parfois, un meulage, un polissage ou d'autres opérations de finition secondaires.
Le tableau de rugosité de surface ci-dessous peut servir de référence courante pour les pièces usinées par CNC. Les résultats réels peuvent varier en fonction du matériau, des outils de coupe, de l'équipement, du système de serrage, des paramètres d'usinage et des méthodes de post-traitement.
| Plage de valeurs Ra | Niveau de surface | Procédés d'usinage courants | Applications typiques |
|---|---|---|---|
| Ra 6,3 μm | Surface usinée grossièrement | Fraisage d'ébauche, tournage d'ébauche, enlèvement de matière en général | Éléments structurels non critiques, supports internes, surfaces brutes pré-usinées |
| Ra 3,2 μm | Surface usinée standard | Usinage général par fraisage et tournage CNC | Supports, boîtiers, châssis, pièces d'assemblage générales |
| Ra 1,6 μm | Surface usinée avec précision | Fraisage de finition, tournage de finition, trajectoires d'outils optimisées | Surfaces visibles, surfaces d'assemblage, boîtiers en aluminium, pièces apparentes |
| Ra 0,8 μm | Surface usinée avec précision | Usinage de précision, rectification, traces d'outils contrôlées | Surfaces d'étanchéité, surfaces de glissement, surfaces d'accouplement, pièces mécaniques de précision |
| Ra ≤ 0,4 μm | Surface de haute précision | Meulage, polissage, superfinition | Composants de moules, pièces optiques, pièces d'assemblage de haute précision |
Note : Les valeurs de rugosité de surface sont souvent exprimées en micromètres (μm) ou en micro-pouces (μin). La conversion est la suivante : 1 μin = 0,0254 μm. Par exemple, 32 μin ≈ 0,8 μmet 63 μin ≈ 1,6 μm.
Quelle est la différence entre Ra et Rz ?
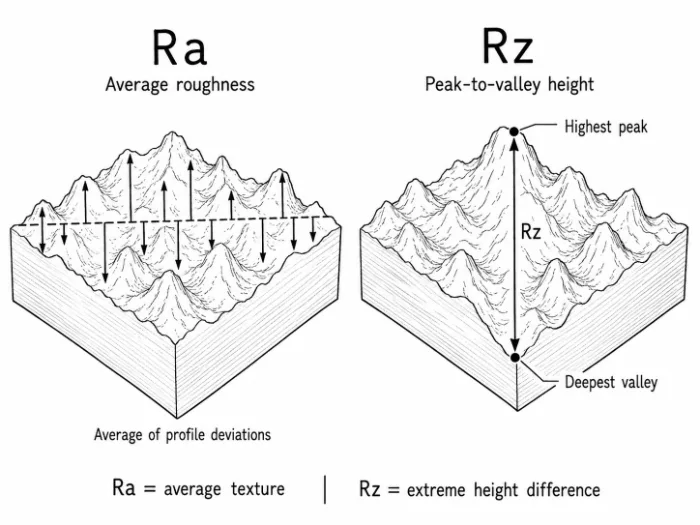
Ra et Rz sont deux des paramètres de rugosité de surface les plus courants. En termes simples, Ra prend en compte le niveau moyen de la surface, tandis que Rz tient compte de la différence entre les pics les plus élevés et les creux les plus profonds.
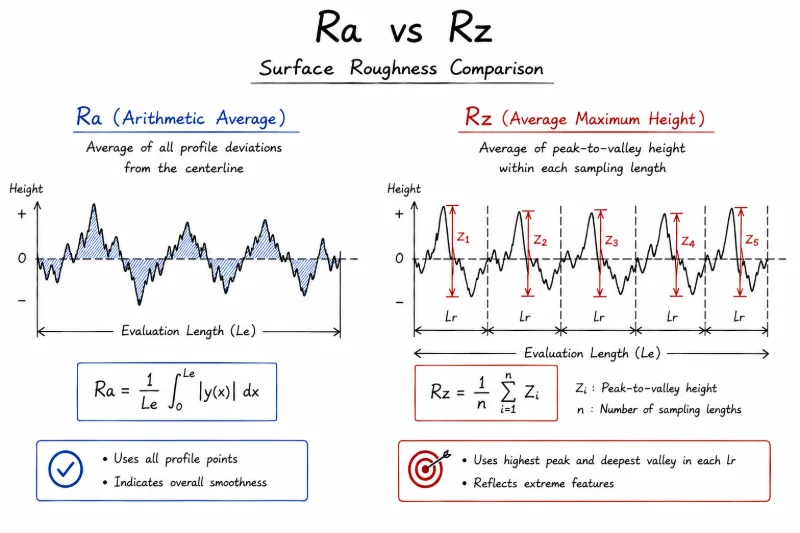
Qu'est-ce que Ra ?
- Ra correspond à la rugosité moyenne
Le Ra mesure l'écart moyen du profil de surface par rapport à la ligne médiane sur une longueur d'échantillonnage donnée. Il indique le degré de rugosité moyen de la surface dans son ensemble. - L'indice Ra permet d'évaluer la régularité générale d'une surface
Les valeurs couramment utilisées sont notamment Ra 3,2, Ra 1,6 et Ra 0,8. Plus la valeur est faible, plus la surface est généralement fine. - Ra est le paramètre de rugosité le plus couramment utilisé dans les plans CNC
Pour les pièces structurelles générales, les boîtiers, les supports, les panneaux et les pièces esthétiques standard, la valeur Ra est généralement suffisante pour l'usinage et le contrôle.
Qu'est-ce que le Rz ?
- Rz met davantage l'accent sur la hauteur entre le pic et le creux
La valeur Rz reflète principalement la différence de hauteur entre les pics les plus élevés et les creux les plus profonds du profil de surface. Elle est plus sensible aux marques d'outils locales, aux rayures, aux pics acérés et aux rainures profondes. - Le Rz est plus adapté au contrôle des surfaces fonctionnelles critiques
Si une pièce est utilisée à des fins d'étanchéité, de glissement, de frottement, de rotation ou soumise à des charges à long terme, la valeur Ra seule peut s'avérer insuffisante. Même lorsque la rugosité moyenne est acceptable, des marques profondes ou des pics locaux peuvent tout de même affecter l'étanchéité, la résistance à l'usure ou la durée de vie en fatigue. - Le Rz est souvent utilisé dans des applications de contrôle qualité plus rigoureuses
Les surfaces d'étanchéité, les bagues, les glissières, les rails de guidage, les pièces hydrauliques et les surfaces d'accouplement de précision nécessitent souvent une attention particulière en ce qui concerne la valeur Rz.
Pour la plupart des pièces usinées CNC standard, il suffit généralement d'indiquer la valeur Ra sur le plan. Toutefois, si la pièce est soumise à des contraintes d'étanchéité, de glissement, de frottement, d'ajustement de précision ou de contrainte à long terme, il convient de prendre en compte à la fois les valeurs Ra et Rz.
Comment interpréter les symboles de rugosité de surface sur les plans ?
Dans les plans d'usinage CNC, un symbole de rugosité de surface indique au fabricant quelle qualité de surface est requise pour une zone spécifique. Pour les ingénieurs, il s'agit d'une exigence de conception. Pour les ateliers d'usinage, cela influe sur le choix des outils, le procédé d'usinage, la méthode de contrôle et le devis final.
Quelles informations un symbole de rugosité de surface contient-il généralement ?
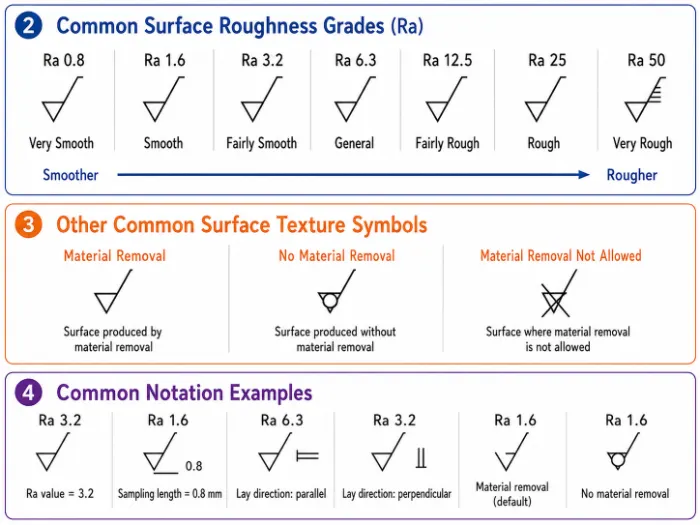
- Paramètre de rugosité
Ra est le paramètre le plus couramment utilisé. Pour certaines pièces de précision, on peut également indiquer la valeur Rz. - Valeur de rugosité
Parmi les exemples courants, on peut citer Ra 3,2, Ra 1,6 et Ra 0,8. Une valeur plus faible correspond généralement à une exigence de finition de surface plus élevée. - Exigences d'usinage
Certains plans peuvent également préciser s'il faut procéder à un usinage, un meulage, un polissage ou respecter un sens de pose particulier.
Pourquoi la rugosité de surface doit-elle être clairement indiquée sur les plans ?
Des notes de dessin claires permettent de réduire les malentendus entre le client et l'atelier d'usinage. Elles contribuent également à diminuer le risque de retouches, de retours et de retards de livraison. Par exemple, si un client demande simplement une “ surface lisse ” sans préciser de valeur Ra, le fabricant peut appliquer une finition d’usinage standard. Cette finition risque de ne pas répondre aux exigences des pièces esthétiques, des pièces d’étanchéité ou des composants anodisés.
En revanche, imposer des exigences de rugosité très strictes sur des surfaces non critiques peut allonger la durée d'usinage, augmenter les coûts de contrôle et accentuer la pression en matière de délais de livraison. C'est pourquoi les clients doivent distinguer, sur le plan, les surfaces fonctionnelles, les surfaces visibles et les surfaces non critiques. Chaque surface doit se voir attribuer une exigence de rugosité raisonnable, en fonction de son utilisation réelle.
En quoi la rugosité de surface influe-t-elle sur les pièces usinées par CNC ?
De nombreux acheteurs se concentrent principalement sur les tolérances dimensionnelles. Cependant, la rugosité de surface revêt également une grande importance. Même si les dimensions sont correctes, une pièce peut tout de même présenter des défaillances lors de l'assemblage, de l'étanchéité, du mouvement ou de la finition de surface si la qualité de surface n'est pas adaptée.
Incidence sur la précision de l'assemblage
Une rugosité excessive peut nuire à la qualité du contact entre les surfaces d'accouplement. Les pièces d'assemblage de précision peuvent présenter un jeu irrégulier, un positionnement instable ou un mauvais ressenti lors de l'assemblage.
Effet sur le frottement et l'usure
Si la surface d'une pièce coulissante, rotative ou de guidage est trop rugueuse, le frottement s'en trouve accru. Cela peut accélérer l'usure. Une valeur Ra ou Rz adaptée contribue à améliorer la stabilité du mouvement et la durée de vie.
Incidence sur les performances d'étanchéité
Si une surface d'étanchéité présente des marques d'usinage profondes, des rayures ou un écart trop important entre les crêtes et les creux, des fuites ou une étanchéité instable peuvent se produire. Les pièces hydrauliques, les pièces pneumatiques, les corps de vannes et les composants d'étanchéité nécessitent généralement un contrôle plus rigoureux de la rugosité.
Incidence sur l'aspect et la finition de surface
Les résultats de l'anodisation, du sablage, de la galvanoplastie, du polissage ou du revêtement dépendent fortement de l'état de la surface usinée par CNC avant la finition. Si la surface d'origine présente des traces d'outils, des rayures ou des marques de serrage visibles, le post-traitement risque de ne pas les masquer entièrement. Dans certains cas, cela peut même rendre ces défauts plus visibles.
Incidence sur le coût et les délais de livraison
Une valeur Ra plus faible implique généralement un usinage plus fin, un contrôle plus rigoureux et un temps d'usinage plus long. Il est plus rentable de choisir une rugosité de surface adaptée à la fonction réelle de la pièce plutôt que d'exiger systématiquement la valeur Ra la plus basse. Cela permet également de mieux maîtriser les délais de livraison.
Quels sont les outils couramment utilisés pour mesurer la rugosité de surface ?
Dans le cadre du contrôle qualité CNC, la rugosité de surface ne peut être déterminée uniquement par des contrôles visuels ou au toucher. Elle doit être vérifiée à l'aide d'instruments de mesure adaptés. Le choix de l'instrument approprié dépend des exigences de précision de la pièce, de l'état de sa surface, du matériau et de l'environnement de contrôle.
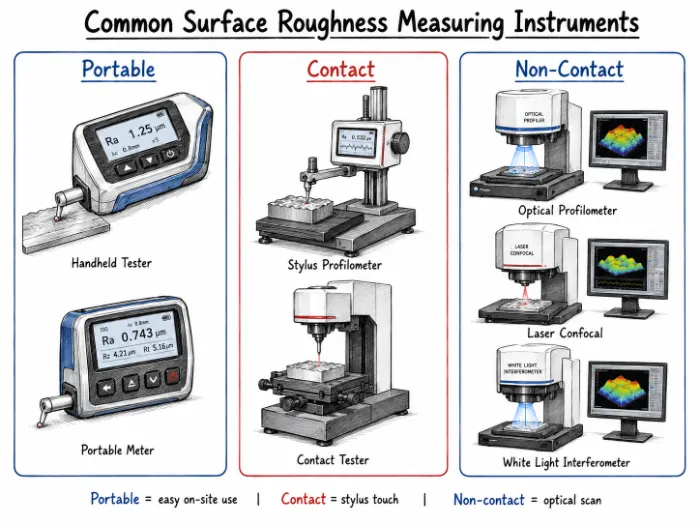
Appareil de mesure de la rugosité de surface de contact
Un rugosimètre à contact est l'outil le plus couramment utilisé dans l'usinage CNC. Il utilise généralement une sonde qui se déplace sur la surface de la pièce. La sonde recueille des données de profil microscopiques et calcule des paramètres tels que Ra et Rz. Cet outil convient à la plupart des pièces usinées en métal et en plastique. Il peut être utilisé pour le contrôle du premier article, le contrôle en cours de fabrication et le contrôle final. Les rugosimètres portables font également partie de cette catégorie. Ils sont utiles pour les contrôles en atelier et les pièces de grande taille.
Profilomètre
Un profilomètre permet d'enregistrer une courbe de profil de surface plus complète. Il peut être utilisé pour l'analyse de la rugosité et l'observation du profil de surface. Comparé à un rugosimètre standard, le profilomètre est plus adapté aux surfaces d'étanchéité, aux surfaces de glissement, aux surfaces d'accouplement de précision et à d'autres zones fonctionnelles soumises à des exigences de surface plus strictes.
Équipements de mesure optique sans contact
Les appareils de mesure sans contact utilisent généralement le laser, l'interférométrie en lumière blanche, la technologie confocale ou d'autres méthodes optiques. Ils ne nécessitent pas de sonde pour entrer en contact avec la surface de la pièce. Ils conviennent aux pièces réfléchissantes, aux surfaces revêtues, aux matériaux tendres, aux surfaces délicates et aux pièces microstructurées. Cependant, ce type d’équipement est plus coûteux. Il est moins répandu que les rugosimètres à contact pour les pièces usinées CNC standard.
Comparateur de rugosité de surface
Un comparateur de rugosité de surface sert principalement à effectuer des comparaisons rapides en atelier. Il est couramment utilisé pour comparer les textures issues du fraisage, du tournage, de la rectification et d’autres procédés d’usinage. Il ne permet pas d’obtenir des valeurs Ra ou Rz précises. Il ne peut pas non plus se substituer à un rapport d’inspection officiel. Il s'avère toutefois utile pour discuter de l'aspect de la surface, vérifier les textures d'usinage et émettre un premier jugement sur la qualité.
Quels sont les facteurs qui influencent la rugosité de surface dans l'usinage CNC ?
Dans l'usinage CNC, la rugosité de surface dépend principalement de l'état de l'outil, des paramètres de coupe, des propriétés du matériau, de la stabilité de la machine et du système de serrage. Pour les pièces nécessitant des valeurs Ra ou Rz contrôlées, la qualité de surface ne doit pas reposer uniquement sur le contrôle final. Elle doit être prise en compte dès la phase de planification du processus.
État de l'outil
Le tranchant et l'usure de l'outil ont une incidence directe sur la surface usinée. Un outil usé peut générer des bavures, des rayures, des dépôts de copeaux et des marques d'outil visibles. Cela augmente la valeur Ra. Pour les matériaux plus tendres, tels que l'aluminium et les alliages de cuivre, il convient de limiter les dépôts de copeaux. Pour les matériaux difficiles à usiner, tels que l’acier inoxydable et le titane, l’usure de l’outil et la chaleur de coupe doivent être gérées avec soin.
Paramètres de coupe
La vitesse de coupe, la vitesse d'avance et la profondeur de coupe sont des facteurs essentiels. Si la vitesse d'avance est trop élevée, les traces d'outil deviennent plus visibles. Si la vitesse de coupe n'est pas adaptée, des traces de vibration ou des déchirures de surface peuvent apparaître. Lors de la finition, des paramètres de coupe plus stables sont généralement nécessaires pour obtenir une surface plus uniforme.
Propriétés des matériaux
Les différents matériaux se comportent différemment lors de l'usinage. Les alliages d'aluminium permettent généralement d'obtenir plus facilement un meilleur état de surface, mais ils peuvent adhérer à l'outil ou se rayer facilement. L'acier inoxydable présente une grande ténacité et peut entraîner un durcissement par déformation ou des déchirures superficielles. Les plastiques techniques nécessitent une attention particulière en ce qui concerne la déformation thermique et l'effilochage des bords. Le choix du matériau influe sur le niveau de rugosité pouvant être atteint et sur le coût d'usinage.
Stabilité des machines et des dispositifs de fixation
Une rigidité insuffisante de la machine ou un serrage instable peuvent provoquer des vibrations. Cela peut entraîner l'apparition de marques de vibration, d'ondulations de surface et de variations dimensionnelles. La conception du serrage revêt une importance particulière pour les pièces à parois minces, les arbres longs, les cavités profondes et les pièces de forme irrégulière. Un serrage adéquat permet de réduire les déformations et les vibrations, ce qui rend la rugosité de surface plus stable.
Comment choisir la rugosité de surface adaptée à un projet CNC ?
Lors du choix de la rugosité de surface, l'objectif ne doit pas être d'obtenir la valeur Ra la plus faible possible. Le choix approprié doit tenir compte de la fonction de la pièce, des exigences d'assemblage, des critères esthétiques, de la méthode de finition de surface et du budget. Des exigences de rugosité trop strictes peuvent allonger la durée d'usinage, augmenter les coûts d'inspection et accroître la pression liée aux délais de livraison. À l'inverse, des exigences trop laxistes peuvent nuire aux performances et à la durée de vie de la pièce.
Distinguer les surfaces critiques des surfaces non critiques
Les différentes surfaces d'une même pièce peuvent nécessiter des niveaux de rugosité différents. Les surfaces d'étanchéité, les surfaces de glissement, les surfaces d'accouplement et les surfaces visibles exigent généralement un contrôle plus strict des valeurs Ra ou Rz. Les surfaces de jeu internes, les surfaces sans contact et les surfaces structurelles standard peuvent souvent se contenter d'une finition d'usinage générale. Cela permet de maîtriser les coûts tout en respectant les exigences fonctionnelles.
Choisir les valeurs Ra en fonction de la fonction de la pièce
Les supports, châssis et pièces structurelles internes standard peuvent généralement présenter un Ra de 3,2 μm ou de 6,3 μm. Les pièces esthétiques, les boîtiers et les panneaux présentent souvent un Ra de 1,6 μm ou de 3,2 μm. Les surfaces d'étanchéité, les surfaces de glissement et les surfaces d'accouplement de précision peuvent nécessiter une finition Ra 0,8 μm ou plus fine.
Réfléchissez au traitement de surface final
Si la pièce doit subir un traitement d'anodisation, de sablage, de polissage, de galvanoplastie ou de revêtement, l'état de la surface usinée par CNC avant la finition aura une incidence sur le résultat final. Les marques d'outils, les rayures ou les traces de serrage évidentes peuvent devenir plus visibles après la finition. Pour les pièces esthétiques et celles soumises à un traitement de surface, les exigences en matière de rugosité doivent être définies dès le début.
Préciser les besoins avant l'établissement du devis
Pour obtenir un devis et un délai de livraison plus précis, il est préférable de fournir les plans, le matériau, la quantité, les tolérances, les exigences en matière de Ra/Rz, les exigences de finition de surface et le calendrier de livraison. Si le plan indique simplement “ surface lisse ” ou “ finition fine ”, ces exigences risquent d’être mal interprétées. Des exigences claires en matière de rugosité de surface aident le fabricant à évaluer plus précisément le processus, le coût et les délais de livraison.
Comment contrôler la rugosité de surface des pièces usinées par CNC ?
En réalité Usinage CNC, le contrôle de la rugosité de surface ne dépend pas seulement de la précision de la machine, mais aussi de l'expérience acquise dans le domaine. Un fabricant spécialisé dans l’usinage examinera les exigences relatives aux valeurs Ra et Rz, au matériau, aux tolérances et à la finition de surface indiquées sur le plan du client. Si nécessaire, il confirmera les ajustements possibles avec le client. L’équipe choisira ensuite les outils de coupe, les paramètres d’usinage, les méthodes de fixation et les méthodes d’inspection adaptés afin d’obtenir une finition de surface plus stable.
Pour l'aluminium, l'acier inoxydable, les alliages de cuivre, les plastiques techniques et d'autres matériaux, nous fournissons des conseils pratiques d'usinage en fonction de la fonction de la pièce et des exigences relatives à sa surface. Par exemple, les pièces esthétiques nécessitent un contrôle minutieux des marques d'outils et des rayures. Les surfaces d'étanchéité exigent un meilleur contrôle des écarts entre les pics et les creux. Les pièces anodisées doivent présenter des surfaces usinées homogènes avant la finition. Grâce à des contrôles en cours de fabrication et à une inspection finale, il est possible de réduire les problèmes de rugosité, les rayures superficielles et les défauts post-usinage.

Résumé
La rugosité de surface est un facteur de qualité essentiel dans l'usinage CNC. Elle influe non seulement sur l'aspect de la pièce, mais aussi sur la précision d'assemblage, le frottement, l'étanchéité, la finition de surface, le coût et les délais de livraison. La compréhension des indices Ra et Rz, des symboles de rugosité, des tableaux de rugosité et des méthodes de mesure aide les acheteurs à définir plus clairement leurs exigences en matière d'usinage et à éviter les litiges inutiles liés à la qualité.
Pour les pièces usinées par CNC, la rugosité de surface adéquate ne correspond pas toujours à la valeur Ra la plus faible. Il s'agit de la valeur qui correspond le mieux à la fonction de la pièce, à son matériau, au procédé de finition et au budget. Si vous avez besoin de pièces CNC présentant une rugosité de surface contrôlée, Weldo Machining peut vous aider à examiner vos plans, vous recommander des exigences pratiques en matière de Ra/Rz et vous fournir devis transparents en fonction du matériau, des tolérances, de l'état de surface, de la quantité et des délais de livraison.








