










Eloxieren kann Oberflächenprobleme auf einem Teil nicht verbergen. Im Gegenteil, es macht Bearbeitungsspuren, Kratzer, Ölverschmutzungen, Fingerabdrücke, Unterschiede in der Materialstruktur, ungleichmäßiges Perlstrahlen, Grate und örtliche Korrosion oft besser sichtbar. Viele Defekte wie Farbabweichungen, schwarze Flecken, weiße Flecken, Lochfraß, Verbrennungen oder mangelhafte Versiegelung werden nicht allein durch das Eloxalverfahren verursacht. Sie sind in der Regel das Ergebnis des Zusammenspiels von Materialbedingungen, chemischen Lösungen, elektrischen Parametern und Produktionsverfahren.
Um eine gleichbleibend hohe Qualität der eloxierten Aluminiumteile zu erreichen, sollte die Qualitätskontrolle daher nicht bis zur Endkontrolle warten. Sie sollte bereits vor der elektrolytischen Eloxierung beginnen.

Häufige Eloxalfehler und ihr Erscheinungsbild
In den letzten 15 Jahren hat Weldo Machining eine große Anzahl von eloxierten Aluminiumteilen für Kunden aus den Bereichen Elektronik, Automatisierungstechnik, Robotik, medizinische Geräte und Industriemaschinen hergestellt. Anhand von Kundenrückmeldungen, Nacharbeiten und Qualitätsproblemen in der Massenproduktion haben wir die in unserer Qualitätsprüfungsabteilung am häufigsten auftretenden Probleme bei der Oberflächenbearbeitung zusammengefasst, wie unten dargestellt.
| Defekt Typ | Gemeinsames Auftreten | Erstdiagnose |
|---|---|---|
| Farbabweichung | Teile aus der gleichen Charge weisen unterschiedliche Farbtöne auf; schwarze Eloxierung erscheint grau oder gelb; Farben variieren zwischen den Chargen | Probleme mit der Materialcharge, der Schichtdicke, dem Perlstrahlen, der Färbung oder der Versiegelung |
| Schwarze Flecken / weiße Flecken | Schwarze Punkte, weiße Flecken, Wasserflecken, lokale Flecken oder Aufhellungen in der Nähe von Löchern und Kanten | Ölrückstände, unzureichende Reinigung, Flüssigkeitseinschlüsse in Bohrungen, Materialeinschlüsse, schlechte Abdichtung |
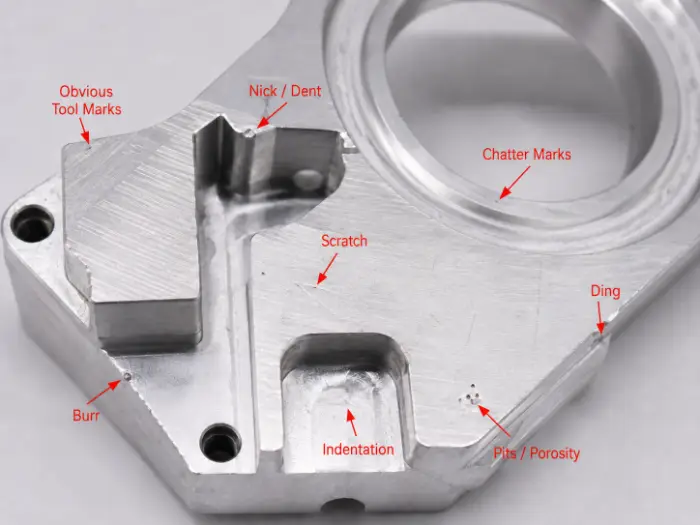
| Raue Linien / Bearbeitungsspuren | Werkzeugspuren, Rattermarken, Längslinien oder ungleichmäßige lokale Textur bleiben nach dem Eloxieren sichtbar | Bearbeitete Oberflächenqualität, Befestigungsspuren, Säurekorrosion oder ungleichmäßiges Perlstrahlen |
| Lochfraß / kleine Grübchen | Kleine Vertiefungen oder gepunktete Defekte auf der Oberfläche, in Gewindebereichen oder in der Nähe von Lochöffnungen | Bearbeitungsfehler, Grate, lokale Korrosion, übermäßige Säurebeizung oder alkalische Ätzung |
| Brennende / graue Oberfläche | Ränder oder lokale Bereiche werden grau, schwarz, rau oder pulverig | Stromkonzentration, scharfe Kanten, schlechter Gestellkontakt, abnormale Badtemperatur |
| Verblassen der Farbe / schlechte Korrosionsbeständigkeit | Die Farbe reibt ab, wird heller, die Oberfläche verschmutzt leicht oder der Salzsprühnebeltest schlägt fehl. | Instabile Färbung, unzureichende Versiegelung, ungeeignete Versiegelungsmethode |
| Stapelspuren / Handhabungskratzer | Berührungsspuren, Klemmspuren, Kratzer, Dellen oder Verpackungsdruckspuren auf kosmetischen Oberflächen | Unsachgemäßer Standort im Regal, schlechte Befestigung, unzureichender Schutz durch Handhabung oder Verpackung |
4 Hauptursachen für Eloxalfehler und wie man sie vermeidet
Materialbedingte Probleme
Das Material ist die Grundlage der Eloxalqualität. Selbst bei exakt gleichem Eloxalverfahren können unterschiedliche Aluminiumsorten, Materialchargen, Kornstrukturen und Grundmetallgefüge zu unterschiedlichen Eloxalergebnissen führen.
Einfluss der Aluminiumlegierungssorte
Die verschiedenen Aluminiumlegierungen enthalten unterschiedliche Mengen an Magnesium, Silizium, Kupfer, Zink, Eisen und anderen Elementen. Diese Elemente wirken sich direkt auf die Farbe, die Helligkeit, die Gleichmäßigkeit und die Korrosionsbeständigkeit nach dem Eloxieren aus.
| Aluminium-Legierung | Eloxierleistung | Empfehlung |
| 6061 | Gute Gesamtleistung | Geeignet für die meisten eloxierten bearbeiteten Aluminiumteile |
| 6063 | Gutes kosmetisches Aussehen | Geeignet für dekorative und kosmetische Teile |
| 6082 | Relativ stabile Eloxalleistung | Geeignet für strukturelle und mechanische Teile |
| 7075 | Hohe Festigkeit, aber die Farbe ist tendenziell dunkler | Geeignet für Funktionsteile; höheres Risiko von kosmetischen Farbabweichungen |
| 2024 | Hoher Kupfergehalt, höheres kosmetisches und Korrosionsrisiko | Nicht empfohlen für hochkosmetische eloxierte Teile |
| ADC12 / A380 | Hoher Siliziumgehalt, Neigung zu grauem, schwarzem oder gesprenkeltem Aussehen | Nicht geeignet für hochwertige kosmetische Eloxierung |
Materialchargen- und Gefügeunterschiede
Selbst bei der gleichen 6061-Sorte können unterschiedliche Lieferanten, Chargen oder Wärmebehandlungsbedingungen zu sichtbaren Farbunterschieden nach dem Eloxieren führen. Bei mehreren kosmetischen Teilen, die in demselben Produkt verwendet werden, kann das Mischen von Materialchargen leicht zu grauen, schwarzen oder gelblichen Farbunterschieden führen.
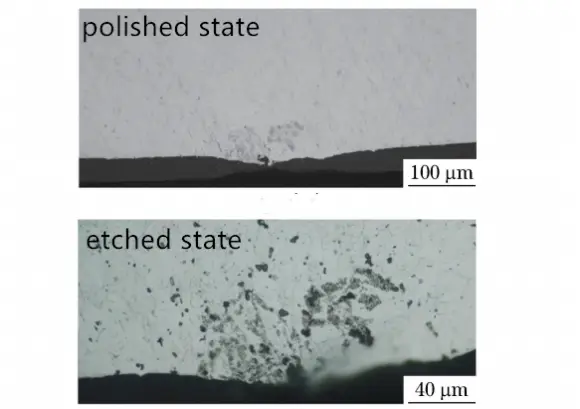
Auch das Mikrogefüge des Materials beeinflusst das Eloxierergebnis. Oberflächeneinschlüsse, anormale Dispersionsverteilung oder Kornunterschiede können schwarze Flecken, Streifen, Farbvariationen, Flecken oder ein zweifarbiges Aussehen verursachen.
Da die Ursache für diese Mängel im Material selbst liegt, können sie in der Regel nicht durch eine Anpassung der Färbe- oder Versiegelungsparameter vollständig behoben werden.
Bearbeitungsdefekte
Viele Eloxalfehler entstehen während der Bearbeitung. Zum Beispiel Werkzeugspuren, Grate, Gewindedefekte, Dellen in den Vorrichtungen und lokale Korrosion, die während der CNC-Fräsen können nach dem Eloxieren deutlicher hervortreten.
Typische Beispiele sind:
- Erhabene Bearbeitungslinien können beim Säurebeizen oder chemischen Polieren örtlich korrodieren und nach dem Eloxieren raue Linien bilden.
- Gewindedefekte oder Grate können nach dem Eloxieren korrodieren und als Lochfraß erscheinen.
- Nach dem Eloxieren können Dellen in der Halterung zu sichtbaren Farbunterschieden oder dunklen Flecken führen.
- Tiefe Werkzeugspuren können auch nach dem Perlstrahlen sichtbar bleiben.
- Grate um Löcher, Schlitzböden und scharfe Kanten können nach dem Eloxieren geschwärzte Kanten, Lochfraß oder lokale Beschichtungsanomalien verursachen.
Eloxieren ist kein Verfahren zum Verdecken von Bearbeitungsfehlern. Kosmetische Oberflächen müssen vor dem Eloxieren stabil, sauber und frei von offensichtlichen Mängeln sein.
Lösungen
- Für Teile mit hohem ästhetischen Anspruch sollten Sie 6061 oder 6063 bevorzugen und Aluminiumdruckgussmaterialien wie ADC12 und A380.
- Verwenden Sie für kosmetische Teile desselben Produkts nach Möglichkeit dieselbe Materialcharge, um Farbunterschiede nach dem Eloxieren zu verringern.
- Bei risikoreicheren Materialien wie 7075 und 2024 sollten Sie vor der Massenproduktion eine Probeanodisierung durchführen, um Farbe und Aussehen zu überprüfen.
- Werden nach der Bearbeitung offensichtliche Werkzeugspuren, Kratzer, Grate oder scharfe Kanten festgestellt, müssen diese durch Schleifen, Anfasen, Nacharbeiten oder Nachbearbeiten behoben werden, bevor die Teile zum Eloxieren geschickt werden.
- Werden grobe Körner, Oberflächeneinschlüsse, ein anormales Gefüge oder andere Materialfehler festgestellt, sollte zunächst ein Materialwechsel in Erwägung gezogen und gegebenenfalls eine zusätzliche Prüfung des Oberflächengefüges durchgeführt werden, anstatt die Eloxalparameter wiederholt anzupassen.
Probleme mit chemischen Lösungen
Beim Eloxieren gibt es nicht nur ein Eloxalbecken. Ein vollständiger Prozess umfasst in der Regel Entfettung, alkalisches Ätzen, Entmutzen, Eloxieren, Färben, Versiegeln und mehrere Spülschritte. Jede abnormale Bedingung in diesen Lösungen kann zu endgültigen Mängeln führen.
Unzureichende Entfettung und Reinigung
Wenn Schneidflüssigkeit, Öl, Rostschutzmittel, Fingerabdrücke oder Polierpaste von bearbeiteten Aluminiumteilen nicht vollständig entfernt werden, kann dies die Oxidschichtbildung beeinträchtigen. Dies kann zu schwarzen Flecken, weißen Flecken, ungleichmäßiger Färbung, lokalen unbeschichteten Bereichen oder Wasserflecken nach der Versiegelung führen. In komplexen Bereichen wie Löchern, Schlitzen, Gewinden und inneren Hohlräumen ist die Wahrscheinlichkeit größer, dass Verunreinigungen und Bearbeitungslösungen zurückgehalten werden, wodurch sie anfälliger für weiße Flecken, Korrosion oder Farbanomalien sind.
Abnormes alkalisches Ätzen, saures Beizen oder Entmunitionieren
Alkalisches Ätzen wird häufig verwendet, um die natürliche Oxidschicht, leichte Verunreinigungen und lokale Oberflächenunregelmäßigkeiten zu entfernen. Natriumhydroxidlösung ist ein gängiges Mittel. Wenn jedoch die Parameter für alkalisches Ätzen, saures Beizen oder chemisches Polieren nicht gut kontrolliert werden, können sie das Aluminiumsubstrat zu stark angreifen. So kann zum Beispiel ein übermäßiges alkalisches Ätzen die Oberflächenrauheit erhöhen, während ein übermäßiges saures Beizen zu lokaler Korrosion führen kann.
Außerdem kann die Aluminiumoberfläche nach dem alkalischen Ätzen dunkelgraue Rückstände aufweisen, die von Silizium, Kupfer, Eisen, Zink oder anderen Legierungselementen gebildet werden. Bei unzureichender Entminderung können diese Rückstände das gleichmäßige Wachstum der Oxidschicht beeinträchtigen und schwarze Flecken, graue Flecken, Sprenkelung oder ungleichmäßige Färbung verursachen.
Abnormaler Anodisierungselektrolyt, Färbelösung und Versiegelungslösung
Beim Eloxieren des Typs II wird in der Regel ein Schwefelsäureelektrolyt verwendet, wobei die typische Schichtdicke etwa 5-25 μm beträgt. Die Hartanodisierung des Typs III erfordert eine niedrigere Temperatur, eine höhere Stromdichte und eine strengere Prozesssteuerung, wobei die typische Schichtdicke etwa 25-75 μm beträgt.
Wenn die Elektrolytkonzentration, die Temperatur, der Verunreinigungsgrad oder der Zustand des Bades abnormal sind, kann dies zu einer instabilen Beschichtungsdicke, einer grauen Oberfläche, Verbrennungen, einer losen Beschichtung, einer instabilen Farbe oder einer verringerten Korrosionsbeständigkeit führen.
Auch Färbe- und Versiegelungslösungen beeinflussen die Endqualität. Instabile Färbeparameter können zu Farbschwankungen führen. Eine unzureichende Versiegelung kann zu Farbverblassung, Fleckenbildung, Wasserflecken oder verminderter Korrosionsbeständigkeit führen.
Zu den gängigen Versiegelungsmethoden gehören:
| Versiegelungsmethode | Gemeinsames Medium | Anmeldung |
| Heißwasserabdichtung | Kochendes oder fast kochendes deionisiertes Wasser | Klare Eloxierung und allgemeiner Korrosionsschutz |
| Nickel-Acetat-Versiegelung | Nickel-Acetat-Lösung | Schwarz und farbig gefärbtes Eloxal |
| Kaltversiegelung | System auf Nickel-Fluorid-Basis | Dekoratives Eloxieren in hohen Stückzahlen |
| Dichromatversiegelung | Dichromatlösung | Spezielle korrosionsbeständige, luft- und raumfahrttechnische oder militärische Anwendungen |
Die gefärbte Eloxierung des Typs II erfordert in der Regel eine Versiegelung, um die Farbstabilität und Korrosionsbeständigkeit zu verbessern. Ob eine Harteloxierung des Typs III versiegelt werden sollte, hängt von der Anwendung ab. Bei der Entscheidung sollten Verschleißfestigkeit und Korrosionsbeständigkeit abgewogen werden.
Lösungen
- Die Entfettungslösung sollte Schneidflüssigkeit, Öl, Fingerabdrücke und Polierpasten wirksam entfernen.
- Die Zeit für das alkalische Ätzen und das saure Beizen sollte nicht zu lang sein, um eine übermäßige Oberflächenkorrosion zu vermeiden.
- Insbesondere bei 7075, 2024 und siliziumhaltigen Werkstoffen sollte eine Entmantelung ausreichend sein.
- In Schwefelsäure-Eloxalbädern sollten Konzentration, Temperatur und Verunreinigungsgrad kontrolliert werden.
- Die Versiegelungslösung sollte pH-Wert, Temperatur, Zeit und Wasserqualität kontrollieren, um Farbstabilität und Korrosionsbeständigkeit zu gewährleisten.
Probleme mit elektrischen Parametern
Eloxieren ist ein elektrochemischer Prozess. Strom, Spannung, Zeit, Temperatur, elektrischer Kontakt und Stromverteilung beeinflussen die Beschichtungsqualität.
Ungeeignete Stromdichte und Temperaturregelung
Eine zu hohe Stromdichte kann an scharfen Ecken, dünnen Wänden und Bereichen mit schlechtem elektrischem Kontakt zu übermäßig schnellen Reaktionen führen, die sich in Verbrennungen, grauen Oberflächen, Rauheit oder pulverförmigen Beschichtungen äußern. Bei der Hartanodisierung ist die Kontrolle der Badtemperatur besonders wichtig. Eine zu hohe Temperatur kann das Gleichgewicht zwischen Oxidschichtwachstum und -auflösung stören.
Unangemessene Anodisierungszeit und Schichtdickenkontrolle
Eloxieren Die Dicke der Beschichtung hängt von der Zeit, der Stromdichte, der Legierung und den Badbedingungen ab. Wenn die Zeit zu kurz ist, kann die Beschichtung zu dünn sein, was die Korrosionsbeständigkeit und die Farbstoffaufnahme verringert. Wenn die Zeit zu lang ist, kann die Beschichtung zu dick werden, was zu Maßabweichungen, erhöhter Rauheit oder dunklerer Farbe führt.
Typ II-Eloxal hat typischerweise eine Schichtdicke von etwa 5-25 μm und eignet sich für Aussehen, Korrosionsschutz und Färbung. Die Harteloxierung Typ III hat in der Regel eine Schichtdicke von etwa 25-75 μm und eignet sich für Verschleißfestigkeit, Isolierung und Funktionsverstärkung.
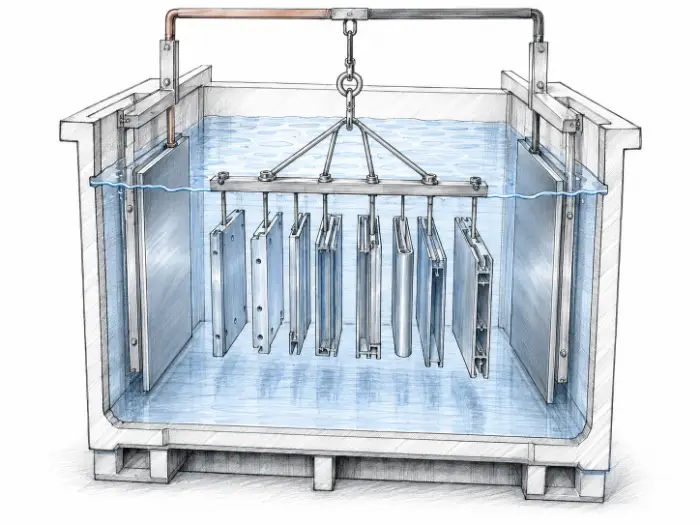
Schlechter elektrischer Kontakt
Zahnstangen dienen nicht nur der Aufnahme von Teilen, sondern auch der elektrischen Leitung. Wenn die Kontaktfläche der Gestelle zu klein ist, die Kontaktpunkte locker sind oder eine vorhandene Oxidschicht die Leitfähigkeit beeinträchtigt, können die Teile in der Nähe der Gestellpunkte lokale unbeschichtete Bereiche, ungleichmäßige Dicke, Farbanomalien, lokale Verbrennungen oder Schwärzungen aufweisen.

Lösungen
- Berechnen Sie den richtigen Strom auf der Grundlage der Werkstückoberfläche und steuern Sie die Stromdichte und die Badtemperatur, um Verbrennungen und Beschichtungsfehler an Kanten und dünnen Wänden zu vermeiden.
- Optimieren Sie das Gestell und den elektrischen Kontakt, um eine stabile Leitfähigkeit zu gewährleisten, die Stromverteilung zu verbessern und ungleichmäßige Dicke oder lokale Farbunterschiede zu reduzieren.
- Kontrollieren Sie die Eloxierzeit entsprechend den Anforderungen an die Schichtdicke, prüfen Sie, ob die erforderliche Schichtdicke in tiefen Löchern, engen Schlitzen und inneren Hohlräumen erreicht werden kann, und berücksichtigen Sie im Voraus einen Maßausgleich.
Operative Fehler
Neben dem Material, den chemischen Lösungen und den elektrischen Parametern können auch manuelle Eingriffe und die Prozesssteuerung Eloxalfehler verursachen, insbesondere bei kosmetischen und schwarz eloxierten Teilen.
Inkonsistente Oberflächenvorbehandlung
Perlstrahlen, Bürsten und Polieren wirken sich direkt auf die Konsistenz von Farbe und Aussehen nach dem Eloxieren aus. Uneinheitliche Perlstrahlparameter können zu Unterschieden in Glanz und Farbe führen. Gebürstete Teile sollten die gleiche Faserrichtung aufweisen. Polierte Teile müssen gründlich gereinigt werden, um Polierpaste und Wachs zu entfernen; andernfalls kann es zu ungleichmäßiger Färbung, Flecken oder Beschichtungsanomalien kommen.
Unzureichende Spülung und Trocknung
Spülen und Trocknen nach dem Eloxieren wirken sich direkt auf das endgültige Aussehen und die Korrosionsbeständigkeit aus. Wenn Bearbeitungsflüssigkeit in Löchern, Schlitzen, Gewinden oder inneren Hohlräumen verbleibt, kann sie weiße Flecken, Wasserflecken, Korrosion, ungleichmäßige Färbung oder schlechte Versiegelung verursachen. Tiefe Löcher, Sacklöcher und komplexe Strukturen sollten besonders gut gespült, geblasen und getrocknet werden.
Unsachgemäße Maskierung und Gestellplanung
Bestimmte Bereiche maschinell bearbeiteter Aluminiumteile, wie Gewinde, Lagerbohrungen, Erdungsflächen, Einpressflächen und Dichtungsflächen, müssen oft entsprechend den funktionalen Anforderungen maskiert werden. Eine unzureichende Planung der Maskierung kann zu Maßänderungen, Montageproblemen, verminderter elektrischer Leitfähigkeit oder Abdrücken auf kosmetischen Oberflächen führen.
Schlechte Handhabung und Verpackung
Viele eloxierte Teile sind nach Abschluss des Prozesses akzeptabel, werden aber während der Inspektion, des Transports, der Verpackung oder des Versands verkratzt oder verunreinigt. Besonders deutlich wird dies bei schwarz eloxierten Teilen, bei denen leichte Kratzer, Dellen oder Reibung von Teil zu Teil das darunter liegende blanke Aluminium freilegen können.
Lösungen
- Bestätigen Sie die Position der Zahnstangenmarkierung vor dem Eloxieren.
- Decken Sie Gewinde, Lagerbohrungen, Dichtungsflächen, Erdungsflächen und Einpressflächen nach Bedarf ab.
- Das Spülen und Trocknen sollte Löcher, Schlitze und innere Hohlräume abdecken.
- Schwarz eloxierte Teile sollten nicht direkt aneinander reiben.
- Für kosmetische Teile sollten Einzelverpackungen, weiche Trennwände oder Blisterschalen verwendet werden.

Auf Zeichnungen und Bestellungen zu definierende Anforderungen
Bei bearbeiteten Aluminiumteilen ist die Angabe “eloxiert” oder “schwarz eloxiert” auf einer Zeichnung oder Bestellung meist nicht eindeutig genug. Um Farbabweichungen, uneinheitliche Schichtdicken, Maßprobleme, Farbausbleichungen oder Montageprobleme zu vermeiden, sollten mindestens die folgenden sechs Anforderungen definiert werden.
Eloxalart: Definieren Sie eindeutig die Eloxalart, wie z. B. Typ II, Typ III, klare Eloxierung, schwarze Eloxierung oder Bronze-Eloxierung, Denn unterschiedliche Verfahren entsprechen unterschiedlichen Anforderungen an Aussehen, Korrosionsschutz, Verschleißfestigkeit und Funktion.
Dicke der Beschichtung: Die Dicke der Beschichtung beeinflusst die Korrosionsbeständigkeit, die Verschleißfestigkeit, die Farbe und die Abmessungen. In der Zeichnung sollte der Schichtdickenbereich angegeben sein. Beim Harteloxieren sollten gleichzeitig Maßtoleranz und Montagespiel berücksichtigt werden.
Materialqualität: Geben Sie den Grad der Aluminiumlegierung eindeutig an und verwenden Sie nach Möglichkeit die gleiche Materialcharge. Dies trägt zur Verbesserung der Farbkonsistenz nach dem Eloxieren bei und verringert Farbabweichungen.
Erscheinungsbild Standard: Legen Sie die Anforderungen an Farbe und Aussehen klar fest. Es wird empfohlen, ein genehmigtes Muster als Akzeptanzstandard zu verwenden.
Anforderung an die Versiegelung: Legen Sie klar fest, ob eine Versiegelung erforderlich ist und welche Versiegelungsmethode verwendet werden sollte, denn die Qualität der Versiegelung wirkt sich direkt auf die Farbstabilität, Flecken- und Korrosionsbeständigkeit aus.
Abdeckungen und Maßangaben: Definieren Sie klar die Bereiche, die maskiert werden müssen, und die Anforderungen an die Endmaße, um zu verhindern, dass die Eloxalschicht die Montagegenauigkeit oder die elektrische Leitfähigkeit beeinträchtigt.
Beispiel für eine vereinfachte Spezifikation
Material: Aluminium 6061-T6
Verfahren: Schwarze Schwefelsäureanodisierung Typ II
Dicke der Beschichtung: 10-15 μm
Farbe: entspricht dem genehmigten Muster
Versiegelung: Nickel-Acetat-Dichtung erforderlich
Abkleben: Gewinde und Lagerbohrungen müssen abgeklebt werden
Schlussfolgerung
Eloxalfehler werden selten durch einen einzigen Faktor verursacht. Sie sind in der Regel das kombinierte Ergebnis von Materialbeschaffenheit, Prozessparametern, chemischer Behandlung und Produktionsverfahren. Nur durch die Kontrolle des gesamten Prozesses, von der Bearbeitungsvorbereitung bis zur Behandlung nach dem Eloxieren, können ein stabiles Erscheinungsbild und funktionelle Leistungen erreicht werden.
Um diese Fehler zu reduzieren, ist es besser, mit einem erfahrenen Bearbeitungsbetrieb zusammenzuarbeiten, der alles aus einer Hand bietet. Weldo-Bearbeitung. Dies trägt dazu bei, stabilere kundenspezifische Teile und eine höhere Oberflächenqualität zu gewährleisten. Wenn Sie mehr erfahren oder vergleichen möchten Zitate, können Sie uns gerne kontaktieren.









{kind=link}
{kind=link}