









POM CNC-Bearbeitung
Auch Saigang genannt, hohe Steifigkeit, Verschleißfestigkeit, Selbstschmierung, und Stabilität machen es zu einer starken Metallalternative.
Prozessbereich:
- CNC-Bearbeitung
- Gießen
- Laserschneiden
- Oberflächengüte
Was ist POM CNC-Bearbeitung?
POM ist ein reibungsarmer, verschleißfester Kunststoff, der für CNC-Präzisionsteile wie Zahnräder und Lager verwendet wird.
POM ist ein Polymermaterial, das durch die Polymerisation von Formaldehyd (CH₂O) gebildet wird und hauptsächlich aus C, H und O besteht. Es kann mit Zusatzstoffen modifiziert werden, um seine Eigenschaften zu verbessern.
Typen und mechanische Eigenschaften von POM
| Klasse Typ | Zugfestigkeit (MPa) | Biegemodus (GPa) | Kerbschlagzähigkeit (kJ/m²) | Wärmeumlenkung Temperatur (°C) | Wasserabsorption (%) |
|---|---|---|---|---|---|
| POM-H | 68-70 | 2.8-3.0 | 6.5-7.5 | 110-124 | 0.20-0.25 |
| POM-C (Allgemein) | 60-62 | 2.5-2.7 | 7.0-9.0 | 96-110 | 0.15-0.20 |
| POM mit hoher Verschleißfestigkeit/Stabilität | 62-65 | 2.7-3.0 | 6.0-7.0 | 100-110 | 0.15-0.20 |
| Gehärtetes POM | 50-58 | 2.0-2.3 | 12-20 | 85-95 | 0.15-0.20 |
| Glasfaser POM | 90-110 | 6.0-7.0 | 4-6 | 130-145 | 0.10-0.15 |
| Antistatisch / Leitfähig POM | 55-65 | 2.2-2.8 | 5-8 | 95-105 | 0.15-0.20 |
Oberflächengüte für POM-Teile
Auf der Grundlage von mehr als 15 Jahren Erfahrung in der CNC-Bearbeitung haben wir die folgende Liste von Oberflächenbearbeitungsverfahren zusammengestellt, die für verschiedene präzisionsgefertigte Teile aus POM-Material verwendet werden.
| Oberflächenbehandlung | Beschreibung | Typische Anwendungen |
|---|---|---|
| Unbearbeitet | Glatte, bearbeitete Oberfläche mit geringen Werkzeugspuren; sorgt für hohe Maßgenauigkeit und geringe Reibung. | Zahnräder, Buchsen, Gleiter, Funktionsteile |
| Polieren | Mechanisches Polieren zur Verringerung der Oberflächenrauhigkeit und Verbesserung der Glätte; nicht für Hochglanzlacke geeignet. | Teile mit Anforderungen an das Erscheinungsbild |
| Sandstrahlen | Erzeugt eine einheitliche matte oder strukturierte Oberfläche für verdecken Bearbeitungsspuren und verbessern die visuelle Konsistenz. | Nicht verschiebbare Teile, kosmetische Bestandteile |
| Laser-Gravur | Dauerhafte Kennzeichnung von Logos, Teilenummern, oder Seriencodes ohne Beeinträchtigung der Teilefestigkeit. | Identifizierung und Rückverfolgbarkeit |
| Druck (eingeschränkt) | Siebdruck oder Tampondruck mit Oberflächenvorbehandlung; Die Adhäsion ist aufgrund der niedrigen Oberflächenenergie begrenzt. | Einfache Markierungen oder Etiketten |
| Beschichtung (begrenzt) | Funktionelle Beschichtungen, die mit einer speziellen Oberflächenvorbereitung aufgebracht werden; nicht für dekorative Zwecke empfohlen. | Antistatische oder farbliche Kennzeichnung |
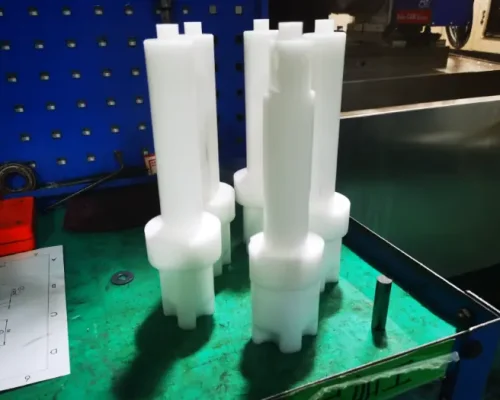
Ein Projekt zur POM-Bearbeitung
Im Folgenden finden Sie Beispiele für die tägliche POM-Produktion in unserem Werk, bei der hauptsächlich mehrachsige Fräs- und CNC-Drehtechnologien zur Herstellung beweglicher Wellen eingesetzt werden, Kolbenstangen, Platine, Stützstrukturen, verschleißfeste POM-Bauteile, usw.








Vorteil von POM-Teilen
Ausgezeichnete Präzision und Steifigkeit
Hohe Präzision (±0,01 mm) mit hoher Steifigkeit und Stabilität.
Verschleißbeständig und reibungsarm
Verschleißfestes, reibungsarmes und selbstschmierendes Material.
Stabile Leistung
Geringe Feuchtigkeitsaufnahme und gute chemische Beständigkeit.
Anwendungen von POM-Teilen
Autoindustrie
Wird in Getrieben und Kraftstoffteilen für hohe Belastung und Reibung verwendet.
Elektronik und Elektrotechnik
Wird in Steckverbindern und Getrieben verwendet, die Präzision erfordern.
Mechanische Fertigung
Wird in Gleitern und Vorrichtungen für Verschleißfestigkeit verwendet.
Medizinische Geräte
Wird für Präzisionsteile mit Sterilisationsbeständigkeit verwendet.
POM CNC-Bearbeitungsmöglichkeiten
Maximale Bearbeitungsgröße: 3000mm × 1200mm × 850mm
Minimale Bearbeitungsgröße: 10mm*10mm*10mm
Minimaler Bearbeitungsradius: 0,05 mm
Maximale Genauigkeit: ±0,005 mm
Mindestwandstärke: 0,5 mm
Leitfaden für die CNC-Bearbeitung von POM
Spindeldrehzahl: 600 - 3000 U/min, einstellbar je nach Werkzeugdurchmesser und Betriebsanforderungen.
Vorschubgeschwindigkeit: 10 - 20 mm/Min., mit einem ausgewogenen Verhältnis zwischen Bearbeitungseffizienz und Oberflächenqualität.
Kühlmittel: Verwenden Sie ein POM-kompatibles Kühlmittel, um eine Verschlechterung des Materials zu vermeiden.
Thermische Stabilität: Kontrolle 180-230℃; >240℃ und lange Exposition vermeiden.
Erstarrungsgeschwindigkeit: Schnelles Abkühlen (~160℃) kann Defekte verursachen; optimieren Sie die Kühlung.
Abnutzungswiderstand: Gute Verschleißfestigkeit, aber Kontrolle des Werkzeugverschleißes für Genauigkeit.
Warum mit Weldo Machining zusammenarbeiten
60+ Maschinen
Mehr als 60 mehrachsige CNC-Maschinen und Drahterodieren gewährleisten Konsistenz in der Serienfertigung.
DFM-Service
Strukturelles Design optimieren; Fertigungskosten senken, Verarbeitungseffizienz verbessern.








Qualitätskontrolle
Mit CMM und anderen Qualitätsprüfsystemen kann die Prüfdgenauigkeit 0,001 mm erreichen.
Schnelle Lieferung
Muster können innerhalb von 1 Tag versendet werden, Serienproduktion kann in 3-15 Tagen versendet werden
FAQ zur CNC-Bearbeitung von POM
Welche typischen Probleme treten bei der Bearbeitung von POM-Materialien durch CNC-Bearbeitung auf? Wie können sie vermieden werden?
Häufige Probleme sind thermische Zersetzung (Überhitzung), innere Spannungsverformung (ungleichmäßige Abkühlung) und schneller Werkzeugverschleiß (hohe Härte). Zur Vorbeugung ist es erforderlich, die Bearbeitungstemperatur zu kontrollieren, die Kühlwege zu optimieren, beschichtete Werkzeuge zu verwenden und die Schnitttiefe zu verringern.
Wie kann man die Schnittparameter für die CNC-Bearbeitung von POM optimieren, um die Oberflächenqualität zu verbessern?
Das Schruppen sollte mit niedrigen Drehzahlen (800-1500 U/min) und hohen Vorschüben (15-20 mm/min) erfolgen. Beim Schlichten sollten hohe Drehzahlen (1500-2500 U/min) und niedrige Vorschübe (5-10 mm/min) mit einer Schnitttiefe von ≤0,3 mm verwendet und mit Hochdruckkühlmittel gearbeitet werden.
Warum wird für die Bearbeitung von POM ein spezielles Kühlmittel benötigt? Wie wählt man es aus?
POM neigt dazu, sich bei hohen Temperaturen zu zersetzen, wobei Formaldehyd entsteht. Ein spezielles Kühlmittel kann es schnell abkühlen und die Zersetzung verhindern. Wählen Sie wasserlösliche oder ölbasierte Kühlmittel und vermeiden Sie solche, die Chlor/Schwefel enthalten. Dünnwandige Teile können mit Niederdruck-Sprühkühlung gekühlt werden.
Was sind die häufigsten Oberflächenfehler nach der CNC-Bearbeitung von POM?
Wie kann man sie beheben? Zu den Defekten gehören Faltenbildung (ungleichmäßige Abkühlung), Gratbildung (Werkzeugverschleiß) und Verformung (übermäßiger Druck der Spannvorrichtung). Lösungen erfordern eine optimierte Kühlung, regelmäßige Werkzeugwechsel, eine kontrollierte Vorschubgeschwindigkeit und die Verwendung flexibler Vorrichtungen zum Halten dünnwandiger Teile.
Was sind die Vorteile von POM-Teilen im Vergleich zu Materialien wie ABS/PA66?
POM hat eine höhere Verschleißfestigkeit als ABSDas Material zeichnet sich durch eine höhere Dimensionsstabilität als PA66 (geringe Wasseraufnahme) und eine ausgezeichnete chemische Beständigkeit aus, wodurch es sich für Präzisionsmaschinen, ungiftige medizinische Komponenten und andere Anwendungen eignet, bei denen es langfristig ohne Schmierung eingesetzt werden kann.