










ABS CNC-bewerking
ABS biedt een uitstekende slagvastheid, hittebestendigheid en bewerkbaarheid, waardoor het ideaal is voor elektronica, auto-onderdelen en speelgoed
Bewerkingsproces:
- CNC-bewerking
- Gieten
- Thermovormen
- Lasersnijden
- Oppervlakteafwerking
- 3D afdrukken
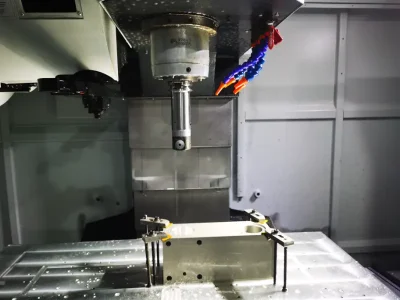
Wat is ABS-CNC-bewerking?
ABS-CNC-bewerking is een proces voor het nauwkeurig frezen, boren, tappen en andere bewerkingen op de technische kunststof ABS.
Eigenschappen van ABS-materiaal
Mechanische eigenschappen: Hoge taaiheid en slagvastheid, geschikt voor de productie van onderdelen die bestand zijn tegen externe krachten.
Chemische stabiliteit: Bestand tegen zuren, basen en oliën, geschikt voor veeleisende omgevingen.
Verwerkingsprestaties: Gemakkelijk te knippen, smeltpunt ongeveer 100-120 ℃, vertoont geen neiging tot barsten tijdens de verwerking.
Oppervlaktestructuur: Glad oppervlak na bewerking, geschikt voor direct spuiten of galvaniseren.
Elektrische isolatie: Geschikt voor behuizingen van elektronische producten en constructieonderdelen.
Voordelen van ABS-CNC-bewerking:
Hoge precisie: Precisie op micronniveau, waarmee wordt voldaan aan de eisen voor complexe geometrische bewerkingen.
Flexibiliteit: Schimmelvrije bewerking op basis van CAD modellen, geschikt voor kleine series en prototypen.
Hoog rendement: Automatisering verkort de cyclustijd en bespaart op arbeidskosten.
Hoge materiaalbenutting: Minder afval dan bij spuitgieten, geschikt voor hoogwaardig ABS.
Uitstekende oppervlaktekwaliteit: Een glad oppervlak na de bewerking, waardoor directe montage mogelijk is en nabewerking wordt beperkt.
Soorten ABS-materialen en mechanische eigenschappen
| Cijfer | Treksterkte (MPa) | Buigmodulus (GPa) | Schokbelasting met inkeping (kJ/m²) | Warmtevervormingstemperatuur (°C) | Belangrijkste kenmerken | Typische toepassingen |
|---|---|---|---|---|---|---|
| Algemeen ABS | 33–52 | 2.0–2.6 | 15–25 | 85–95 | Evenwichtige prestaties, eenvoudige verwerking, hoge glans | Behuizingen voor huishoudelijke apparaten, alledaagse producten |
| Slagvast ABS | 33–44 | 1.8–2.2 | 25–50 | 85–95 | Uitstekende slagvastheid, hoge taaiheid, hoog butadieengehalte | Auto-interieurs, veiligheidshelmen, elektrisch gereedschap |
| Hittebestendig ABS | 41–52 | 2.1–2.8 | 10–20 | 110–125 | Hittebestendigheid, hoge warmtevervorming, goede stijfheid | Motorruimtes van auto’s, onderdelen van apparaten die aan hoge temperaturen worden blootgesteld |
| Doorzichtig ABS (MABS) | 42–50 | 2.0–2.2 | 14–20 | 80–92 | Hoge lichtdoorlatendheid, chemische bestendigheid, sterker dan PMMA | Medische doorzichtige onderdelen, voedselverpakkingen, doorzichtige behuizingen |
| Met glasvezel versterkt ABS (20–30%) | 70–100 | 6.0–8.0 | 5–10 | 100–120 | Hoge sterkte, hoge stijfheid, maatvastheid | Constructieonderdelen, auto-onderdelen, precisietandwielen |
| Vlamvertragend ABS (UL94 V-0) | 35–45 | 2.2–2.7 | 15–25 | 85–95 | Vlamvertragend, elektrische isolatie, rookarm | Behuizingen voor elektronische en elektrische apparaten, stopcontacten, laadpalen |





Oppervlakteafwerking voor CNC-gefreesde ABS-onderdelen
Op basis van meer dan 15 jaar ervaring op het gebied van CNC-bewerking hebben we de volgende lijst samengesteld met oppervlakteafwerkingsprocessen die worden toegepast op diverse precisiebewerkte onderdelen van ABS-materiaal.
| Oppervlaktebehandeling | Beschrijving | Typische toepassingen |
|---|---|---|
| Polijsten | Door mechanisch polijsten worden gereedschapssporen en kleine krasjes op het oppervlak verwijderd, waardoor de gladheid en het uiterlijk worden verbeterd. | Cosmetische onderdelen, displaycomponenten |
| Zandstralen | Er wordt straalmiddel op het oppervlak gespoten om een gelijkmatige, matte of gestructureerde afwerking te verkrijgen. | Verblinding verminderen, bewerkingssporen verbergen |
| Verf / Spuitlak | Een oppervlaktecoating zorgt voor kleur, bescherming en een aantrekkelijker uiterlijk. | Behuizingen, omhulsels, decoratieve onderdelen |
| Zeefdruk | Logo's, symbolen of tekst worden op het ABS-oppervlak gedrukt. | Bedieningspanelen, huisstijl |
| UV-druk | Bij digitaal UV-printen worden patronen of afbeeldingen rechtstreeks aangebracht, met een sterke hechting en een lange levensduur. | Aangepaste afbeeldingen, markeringen |
| Lasergraveren | Met lasermarkering worden permanente teksten, logo’s of serienummers op het oppervlak aangebracht. | Identificatie, traceerbaarheid |
| Dampafvlakking | Door middel van een chemische dampbehandeling wordt het oppervlak lichtjes gesmolten, waardoor een gladde, glanzende afwerking ontstaat. | Hoogglanzend uiterlijk, verzegelde oppervlakken |
| Galvaniseren (ABS-plating) | Metallisatieproces na een speciale voorbehandeling van het oppervlak om een metaalachtig uiterlijk te verkrijgen. | Decoratieve onderdelen, hoogwaardige afwerkingen |








Toepassing van CNC-gefreesde ASB-onderdelen
CNC-bewerking van ABS wordt op grote schaal toegepast in de volgende sectoren:
Elektronisch : Hoesjes voor mobiele telefoons, tabletstandaards, behuizingen voor routers, enz.
Automobielindustrie : Dashboards, deurpanelen, koplampbehuizingen en andere interieuronderdelen.
Huishoudelijke apparaten: Bedieningspanelen van wasmachines, koelkastladen, ventilatieopeningen van airconditioners, enz.
Speelgoed : Bouwblokken, modelauto’s, robotbehuizingen, enz.
Medische apparatuur: Behuizingen van apparatuur, handgrepen, steunconstructies, enz. (moeten voldoen aan de normen voor ABS van medische kwaliteit).
Industriële apparatuur: Sensorbehuizingen, connectoren, beschermkappen, enz.
Belangrijke aandachtspunten bij ABS-CNC-bewerking:
Materiaal: Kies bij voorkeur ABS van machinekwaliteit om vervorming tot een minimum te beperken.
Hulpmiddelen: Gebruik scherp gereedschap dat speciaal voor kunststof is bedoeld om te voorkomen dat de snijdiepte te groot wordt, wat tot vervorming en trillingen kan leiden.
Parameters: Optimaliseer de snijsnelheid, de aanvoersnelheid en de snijdiepte om oververhitting en vervorming te voorkomen.
Klemmen: Gebruik degelijke klemmen om overmatige vervorming door samendrukking te voorkomen.
Koelvloeistof: Kies een niet-aromatisch, in water oplosbaar koelmiddel om verontreiniging van het ABS te voorkomen.
Gloeien: Voorbehandeling om interne spanningen te verlichten en vervorming te verminderen.
Oppervlakteafwerking: Schuur, galvaniseer of spuit de onderdelen indien nodig om de prestaties en het uiterlijk te verbeteren.
Waarom kiezen voor Weldo Machining?
60+ Machine
Met meer dan 60 meerassige CNC-machines en vonksnijmachines kan de consistentie bij massaproductie worden gewaarborgd.
DFM-service
Het constructieontwerp optimaliseren; de productiekosten verlagen en de efficiëntie van het productieproces verbeteren.








Kwaliteitscontrole
Met CMM en andere apparatuur voor kwaliteitscontrole kan de detectienauwkeurigheid oplopen tot 0,001 mm.
Snelle levering
Monsters kunnen binnen 1 dag worden verzonden, Producten kunnen binnen 3-15 dagen worden verzonden
Veelgestelde vragen over CNC-bewerking van ABS
Is ABS-materiaal gevoelig voor vervorming tijdens CNC-bewerking? Hoe kan dit worden voorkomen?
ABS-materiaal is gevoelig voor vervorming als gevolg van interne spanning of verwerkingswarmte. Maatregelen om dit te voorkomen zijn onder meer:
Gloeien vóór de bewerking (bijvoorbeeld 2-4 uur bakken bij 60-80 ℃) om interne spanningen weg te nemen;
Het optimaliseren van de snijparameters (het verlagen van de voedingssnelheid, het regelen van de snijdiepte);
Het gebruik van scherp gereedschap om de snijkrachten te verminderen;
Gebruik betrouwbare opspanningen om het werkstuk vast te zetten en trillingen te voorkomen.
Wat als de oppervlakteruwheid van CNC-gefreesd ABS niet aan de normen voldoet?
Dit kan op de volgende manieren worden verbeterd:
Gereedschapskeuze: Gebruik een speciale kunststof-frees (tweezijdige spiraalfrees) om bramen te verminderen;
Snijparameters: Verhoog het toerental van de spil (bijv. 10.000–18.000 RPM), verlaag de voedingssnelheid;
Nabehandeling: Handmatig polijsten, zandstralen of het aanbrengen van een blanke laklaag om de gladheid van het oppervlak te verbeteren.
Is ABS-CNC-bewerking geschikt voor massaproductie?
CNC-bewerking van ABS is om de volgende redenen geschikter voor kleine series (1-100 stuks) of de productie van prototypes:
Kostenvoordeel: geen matrijskosten, lagere kosten per eenheid dan spuitgieten;
Flexibiliteit: Ontwerpen kunnen snel worden aangepast aan nieuwe productversies;
Beperkingen: Bij grote series is spuitgieten (lagere kosten per eenheid, hogere efficiëntie) voordeliger.
Hoe kies je een koelvloeistof bij het bewerken van ABS? Kunnen koelvloeistoffen op waterbasis worden gebruikt?
A: Aanbevolen koelvloeistof: niet-aromatische, in water oplosbare koelvloeistoffen (zoals emulsies), die het ABS effectief koelen zonder het aan te tasten; Koelvloeistoffen op oliebasis zijn verboden: koelvloeistoffen op oliebasis die vaak bij metaalbewerking worden gebruikt, verontreinigen het ABS-oppervlak, wat nadelige gevolgen heeft voor het latere lakken of galvaniseren; Alternatief voor droog snijden: Voor dunwandige of precisieonderdelen kan koeling met hogedruklucht worden gebruikt om thermische vervorming te verminderen.
Wat zijn de belangrijkste verschillen tussen met ABS CNC-gefreesde onderdelen en spuitgegoten onderdelen?
CNC-bewerking biedt een hoge precisie en vereist geen matrijzen, waardoor het geschikt is voor kleine partij maatwerk, complexe structuren en hoge precisie-eisen, maar de kosten per stuk zijn hoger. Spuitgieten biedt lage kosten voor massaproductie, maar is afhankelijk van matrijzen en de precisie wordt beperkt door het ontwerp van de matrijs.