

Many machined parts have certain requirements for their physical properties during use, such as hardness and toughness. These two physical parameters are negatively correlated: when a material has relatively high hardness, its toughness is usually lower; when toughness is high, its strength is generally lower. To ensure the safe use of parts and avoid complete brittle fracture or cracking, the strength and toughness inside and outside the part are usually controlled. The surface hardness cannot be the same as the interior. This shows the importance of hardening metal surfaces. Below, I will give a brief introduction to metal surface hardening.

What Is Surface Hardening
Surface hardening is a process technology that uses physical, chemical, or mechanical methods to improve the hardness, wear resistance, corrosion resistance, and other properties of the material surface layer while maintaining the toughness and strength inside the material.
In machining and metal part manufacturing, many workpieces do not need to be “hard all over.” The parts that truly withstand friction, wear, and contact fatigue are often only the outermost areas that need to contact other parts. Therefore, manufacturing often requires a hardened surface to improve the wear resistance of the working part of a component.
For example, parts such as gears, guide rails, bearing seats, drive shafts, cams, and mold surfaces continuously experience sliding, rolling, or impact contact during operation. If the entire part is made very hard, wear resistance increases, but the overall toughness of the part decreases. Under impact or alternating loads, the part is more likely to crack or even fracture as a whole, causing irreversible losses to machinery and equipment.
The core purpose of surface hardening is to make the surface of a part hard enough and wear-resistant while the interior still maintains good toughness and impact resistance.
Simply put:
Hard surface: improves wear resistance, fatigue resistance, and service life;
Tough interior: improves the internal impact resistance of the part and prevents complete brittle fracture;
Small deformation: compared with through hardening, it is more suitable for precision parts with high dimensional requirements;
More reasonable cost: only key working areas are strengthened, so high-intensity treatment of the entire workpiece is not required.
This is also why many high-performance metal parts are not through hardened but instead use a surface hardening process.
Why Are Metal Workpieces Usually Only Surface Hardened?
There are three main reasons why metal workpieces are only surface hardened.
1. Wear Usually Occurs on the Surface
When mechanical parts work, the area that truly contacts, rubs against, and wears with other parts is the surface layer.
For example, when gears mesh, wear mainly occurs on the tooth surface; when guide rails slide, wear is mainly concentrated on the contact surface; when shaft parts bear loads, fatigue cracks often also begin from the surface.
Therefore, as long as the surface layer is treated to be hard enough, the wear life of the part can be significantly improved.
2. The Interior Needs to Maintain Toughness
If the entire part is hardened, the material becomes more brittle. For parts that withstand impact, torque, or repeated loads, excessive overall hardness may instead create a risk of fracture.
Surface hardening can allow a workpiece to form an “outer-hard, inner-tough” structure:
The outer layer is responsible for wear resistance; the interior is responsible for load bearing and impact absorption;
The overall performance is more stable than simply pursuing high hardness.
This is very important for gears, shafts, pins, transmission parts, and mold components.
3. It Can Reduce Heat Treatment Deformation
Through hardening causes the entire workpiece to undergo intense heating and cooling, which can easily lead to deformation, cracking, and residual stress.
Surface hardening treatment only increases the hardness of shallow surface areas, with a smaller heat-affected range, making it more suitable for precision parts and workpieces with limited allowance for subsequent machining.
For CNC machined parts, surface hardening can also reduce the pressure of later corrective machining and improve dimensional stability.
Types of Surface Hardening Processes
According to different strengthening principles and heating methods, common surface hardening methods mainly include five types: flame hardening, induction hardening, laser hardening, carburizing hardening, and nitriding hardening.
Among them, flame hardening, induction hardening, and laser hardening mainly belong to surface quenching processes; carburizing and nitriding belong to chemical heat treatment processes.
1. Flame Hardening: Traditional and Simple, but More Difficult to Control
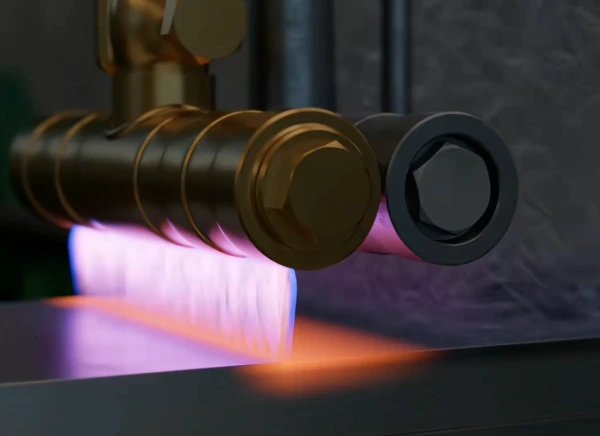
Flame hardening is a long-established surface hardening method. It usually uses an oxyacetylene flame or another high-temperature flame to rapidly heat the surface of a metal workpiece and then immediately cool it with water spray or spraying.
After the surface of a steel part is heated to the austenitizing temperature, rapid cooling transforms the surface structure into martensite.
Martensite is a high-hardness microstructure and is also the reason why the workpiece surface becomes hard after flame hardening. This point can be observed through changes in the metallographic microstructure under a high-magnification microscope.
Advantages of Flame Hardening
The process is simple, and equipment cost is relatively low;
Suitable for hardening large parts and local areas;
Fewer restrictions on workpiece size;
Can be used for gears, guide rails, shaft parts, etc.
Disadvantages of Flame Hardening
The biggest problem with flame hardening is that heat is not easy to control precisely.
The flame heating range is relatively large. If operation is unstable, the area that should be hardened may have insufficient hardness, while areas that should not be hardened may be overheated.
For small gears, slender shafts, and thin-walled parts, flame heat can easily transfer into the interior, causing the entire section to be heated and losing the purpose of “only hardening the surface.”
In addition, flame hardening may also cause: workpiece deformation; surface oxidation; uneven hardened layer depth; and the need for subsequent grinding or corrective machining.
It should be noted that whether tempering is required after flame hardening depends on the material, hardness requirements, and service conditions of the part. For some high-stress parts, low-temperature tempering is usually performed to reduce quenching stress and the risk of cracking during subsequent finishing.
2. Induction Hardening: An Efficient Surface Hardening Method Suitable for Mass Production
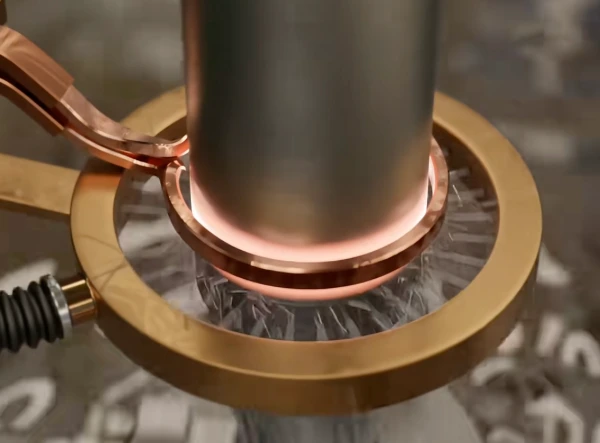
Induction hardening is a more modern and more controllable surface hardening process. It does not directly use a flame for heating, but instead uses high-frequency or medium-frequency alternating current to generate an alternating magnetic field in a coil.
When a metal workpiece is in an alternating magnetic field, eddy currents are generated on the surface. The eddy currents form resistance heat inside the metal, causing the workpiece surface layer to heat up rapidly. It is then cooled with water spray or spraying, causing the surface of the metal part to form a high-hardness martensitic structure.
Why Can Induction Hardening Heat Only the Surface?
The key to induction hardening is the “skin effect.”
The higher the alternating current frequency, the more the current is concentrated on the workpiece surface and the shallower the heating depth; the lower the frequency, the deeper the current penetrates and the deeper the hardened layer becomes.
Therefore, induction hardening can control the hardened layer depth by adjusting frequency, power, and heating time.
Advantages of Induction Hardening
Fast heating speed;
Controllable hardened layer depth;
Small workpiece deformation;
Less surface oxidation;
Easy to automate;
Very suitable for mass production.
Disadvantages of Induction Hardening
Induction hardening equipment costs are relatively high, and suitable induction coils need to be designed in advance according to the shape of the part.
For parts with complex shapes or small batch quantities, the cost of tooling design and debugging may be relatively high.
However, once machining demand and the process are stable, induction hardening offers excellent production efficiency and consistency.
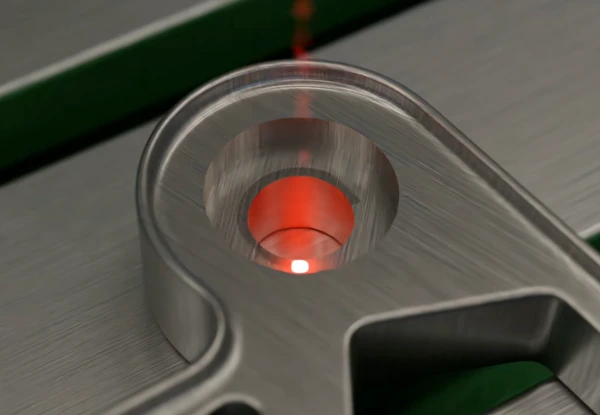
3. Laser Surface Hardening: Suitable for High-Precision Local Hardening
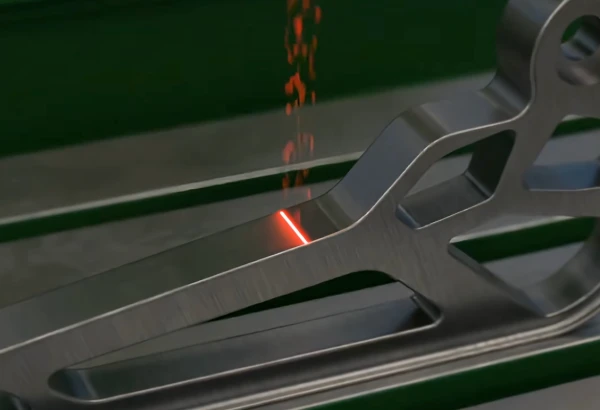
Laser hardening uses a high-power laser beam to rapidly scan the workpiece surface, causing local areas of the workpiece to quickly heat to the phase transformation temperature, and then relies on the workpiece’s own heat dissipation and cooling capacity to complete quenching.
Unlike flame hardening and induction hardening, the laser surface hardening process usually does not require additional water spray cooling. Because the laser heating area is very small, the surrounding unheated cold metal quickly removes heat, achieving self-cooling quenching.
Advantages of Laser Hardening
Small heat-affected zone;
Extremely small deformation;
Precise hardening position;
Less surface oxidation;
Suitable for complex shapes and local area treatment;
Can be used for high-value precision parts.
Disadvantages of Laser Hardening
Laser hardening equipment costs are relatively high, and its processing efficiency is usually not as suitable as induction hardening for mass, low-cost production.
Therefore, it is more often used for small-area, high-precision, high-value-added parts, such as local reinforcement of molds, precision guide rails, special tooth surfaces, or local wear-resistant areas.
4. Carburizing: Making the Surface of Low-Carbon Steel Hard Too
The flame hardening, induction hardening, and laser hardening mentioned above all have one prerequisite: the steel itself needs to contain enough carbon.
If it is low-carbon steel, direct quenching usually makes it difficult to obtain high hardness, because the carbon content is insufficient and cannot form sufficiently hard martensite.
At this point, carburizing is needed.
Carburizing is the process of placing a low-carbon steel workpiece in a high-temperature, carbon-rich environment (mainly containing coke, graphite, charcoal + barium carbonate), allowing carbon atoms to gradually penetrate into the workpiece surface layer.
After carburizing, the carbon content of the workpiece surface increases, while the interior remains in a low-carbon state. Subsequent quenching and tempering then allow the surface to obtain high hardness while the interior still maintains good toughness.
Advantages of Carburizing
Suitable for low-carbon steel and low-carbon alloy steel;
High surface hardness;
Relatively deep hardened layer;
Good fatigue resistance;
Suitable for heavy-duty gears, drive shafts, pin shafts, and other parts.
Disadvantages of Carburizing
Carburizing is a high-temperature, long-time heat treatment process, with a relatively long process cycle and high energy consumption.
Due to the high temperature, the workpiece may also deform, so grinding, finishing, or dimensional correction is usually arranged after carburizing.
Typical Applications of Carburizing
Carburizing is very suitable for parts that must withstand impact and also have high wear resistance, such as:
Automotive gears;
Reducer gears;
Drive shafts;
Spline shafts;
Bushings;
Heavy-duty mechanical parts.
5. Nitriding: A Surface Strengthening Process with Low Deformation and High Wear Resistance
Nitriding is usually carried out at a relatively high temperature. It uses ammonia or nitrogen to decompose under high temperature/high pressure, allowing nitrogen atoms/ions to penetrate into the steel surface and form hard nitrides with alloying elements in the steel such as aluminum, chromium, molybdenum, and vanadium. These nitride films have very high hardness and wear resistance, so they can significantly improve the service life of the workpiece surface. The nitriding process is mainly divided into three processes: gas nitriding, ion nitriding, and nitrocarburizing.
Advantages of Nitriding
The treatment temperature is relatively low (400-600 degrees Celsius);
Small workpiece deformation;
Good dimensional stability;
High surface hardness;
Good wear resistance and fatigue resistance;
Can also improve corrosion resistance to a certain extent.
Disadvantages of Nitriding
Nitriding speed is relatively slow, and the treatment cycle is long, sometimes requiring dozens of hours or even longer.
At the same time, the nitrided layer is usually thinner than the carburized layer and also has certain requirements for material composition.
Typical Applications of Nitriding
Nitriding is commonly used for parts requiring high precision and long service life, such as:
Precision gears, molds, crankshafts, lead screws, valve stems, high-precision shaft parts, and key aerospace and automotive components.
Comparison of 5 type of Surface Hardening Processes
| Process | Strengthening Principle | Whether Quenching Is Required | Main Advantages | Main Disadvantages | Suitable Parts |
| Flame Hardening | Rapid cooling after surface heating forms martensite | Required | Low cost, suitable for large parts | Poor heat control, prone to deformation and oxidation | Large gears, guide rails, shafts |
| Induction Hardening | Rapid cooling after electromagnetic induction heats the surface | Required | High efficiency, controllable depth, suitable for mass production | High equipment and coil cost | Gears, shafts, pins, transmission parts |
| Laser Hardening | Self-cooling quenching after local laser heating | Usually no external cooling required | High precision, small deformation | High cost, suitable for small areas | Molds, guide rails, local wear-resistant surfaces |
| Carburizing | Surface carbon content is increased before quenching | Required | High surface hardness, relatively deep hardened layer | Long cycle, prone to deformation | Heavy-duty gears, drive shafts |
| Nitriding | Nitrogen atoms form hard nitrides | Not required | Small deformation, dimensional stability, good wear resistance | Long cycle, high cost, thin layer | Precision gears, molds, lead screws |
Choose the Right Surface Hardening Process for Your Project
Different parts should be matched with a suitable surface hardening process according to material, size, hardness requirements, hardened layer depth, and production volume.
If It Is a Large Part
Flame hardening can be considered.
It has simple equipment and is suitable for large gears, guide rails, and local surface strengthening, but it requires a high level of operator experience.
If It Is a Mass-Produced Part
Induction hardening is usually a more suitable choice.
It is fast, has good stability, and has a high degree of automation, making it suitable for large-scale production of gears, shafts, and transmission parts.
If It Requires High-Precision Local Hardening
Laser hardening has more advantages.
It is suitable for small areas, complex shapes, and high-value parts, especially workpieces with very high requirements for deformation control.
If the Material Is Low-Carbon Steel
Carburizing can be selected.
Low-carbon steel itself has limited hardness when directly quenched. Through carburizing, the surface can obtain a high-carbon layer and then achieve high hardness through quenching.
If the Part Has Extremely High Dimensional Stability Requirements
Nitriding is a very ideal choice.
It uses a lower processing temperature and does not require violent cooling, so deformation is small, making it suitable for precision parts and long-life parts.
Which Metals Need Surface Hardening
- Low-carbon steel and low-carbon alloy steel: commonly used in carburizing processes, such as automotive gears, chains, engineering machinery pin shafts, etc. Through carburizing, the carbon content of the surface layer is increased, and high hardness (HRC 58-64) is obtained after quenching, while core toughness is maintained to withstand impact and wear.
- Medium-carbon steel and medium-carbon alloy steel: suitable for surface quenching (such as induction quenching and flame quenching), used for shafts, gears, spline shafts, etc. Through rapid heating and cooling, the surface layer forms a martensitic structure, improving wear resistance and fatigue strength, with layer depth generally 0.5-2.5 mm.
- Alloy structural steel (such as 38CrMoAl): often used in nitriding processes. The treatment temperature is low (500-580°C), deformation is extremely small, and the surface layer forms a high-hardness nitride layer (hardness >= 1000 HV), suitable for high-precision, high-wear-resistance parts such as precision spindles, mold guide posts, valve spools, etc.
- Ductile iron: can be treated by surface quenching or carburizing for parts that withstand alternating loads, such as engine crankshafts, gears, etc., improving surface hardness and fatigue strength.
- Titanium alloy: commonly uses laser surface hardening or PVD coating for high-performance parts in aerospace and medical fields, enhancing surface wear resistance and corrosion resistance.
The Relationship Between CNC Machining and Surface Hardening Processes

For CNC machined parts, surface hardening is usually arranged after rough machining or semi-finishing.
Because heat treatment may cause certain deformation, many high-precision parts undergo grinding, finishing, or dimensional correction after surface hardening.
The common machining flow is as follows:
Raw material preparation: select metal materials with reliable certification markings purchased from raw material processing plants according to customer drawings.
CNC rough machining: perform roughing on a three-axis machine tool for workpieces with simple designs, milling out the approximate contour.
Semi-finishing: replacement of fixtures or tool heads may be needed to perform more detailed feature machining on a multi-axis machine tool, such as grooves, slots, and simple cavities.
Surface hardening treatment: select the corresponding surface hardening process according to the number of parts and hardening requirements to ensure that the material surface hardness and internal toughness meet standards.
Grinding or finishing: CNC grinding machines may be used to grind the workpiece surface at the micron level, remove excess burrs, and achieve better surface finish and tolerance requirements; wire cutting processes may also be used, such as fast wire cutting and slow wire cutting. Fast wire cutting is suitable for internal cutting of workpieces with less stringent precision requirements and for removing excess carbon steel base material used for machining clamping. If tolerance requirements are high and the cavity structure is complex, slow wire cutting with a higher process level can be used, but the processing cost and time will be higher.

Surface treatment: includes common processes such as anodizing, passivation, black oxide, chrome plating, nickel plating, painting, etc., to further enhance surface quality.
Inspection of hardness, dimensions, and surface quality: professional hardness testers, micrometers, vernier calipers, and projectors are used to inspect and record finished parts. The machining data of each part is traceable. For areas that are difficult to measure, CMM measurement is used.
Finished product delivery: dedicated personnel inspect each workpiece, package it with foam, attach numbered label paper, and record the quality and quantity of the parts.
If a part has strict requirements for dimensional accuracy, surface roughness, and hardened layer depth, the heat treatment method and subsequent machining allowance should be defined clearly at the design stage.
Surface Hardening FAQ
Is Higher Hardness Always Better for Surface Hardening?
No. Excessively high hardness may increase surface brittleness and even cause cracks.
The appropriate hardness should be determined according to material, load, wear mode, and service environment.
Will Surface Hardening Affect Part Dimensions?
It will have a certain impact.
Flame hardening, induction hardening, and carburizing may cause deformation because they involve heating and cooling. Nitriding and laser hardening usually have smaller deformation and are more suitable for precision parts.
Can Low-Carbon Steel Be Directly Surface Quenched?
The effect is generally limited.
Low-carbon steel has low carbon content, so direct quenching makes it difficult to obtain high hardness. It usually needs to be carburized first and then quenched.
What Is the Difference Between Induction Hardening and Carburizing?
Induction hardening mainly changes the surface layer structure through rapid heating and cooling, and it is suitable for medium-carbon steel or steel with sufficient carbon content.
Carburizing first increases the carbon content of the low-carbon steel surface, and then obtains high hardness through quenching.
Why Does Nitriding Cause Small Deformation?
The nitriding temperature is relatively low, and it usually does not require rapid water spray cooling, so thermal stress is small and dimensional stability is better.
Can the surface of plastic be hardened?
Common plastic surface hardening methods include the following:
1. Surface Hard Coating
A high-hardness coating is applied to the plastic surface and then cured by heat, UV, or EB to form a protective film. This method is commonly used for plastics such as PC, PMMA, PET, ABS, and PC/ABS, especially in mobile phone housings, optical lenses, display panels, plastic sheets, and protective films. It can significantly improve surface hardness, scratch resistance, and wear resistance, with hardness typically reaching 3H–8H.
2. PVD Surface Coating
Physical vapor deposition is used under vacuum conditions to deposit a metal or inorganic thin film on the plastic surface. This process is suitable for plastics such as ABS, PC/ABS, PC, PBT, PPS, and PEEK, especially for electronic housings, decorative parts, automotive interior components, and plastic products requiring metallic appearance and better durability. It enhances surface hardness and wear resistance while also providing metallic gloss, reflectivity, or conductivity.
3. Surface Chemical or Physical Modification
Laser treatment, plasma treatment, or chemical processing is used to modify the molecular structure of the plastic surface, causing crosslinking, crystallization, or surface activation. This method can be applied to engineering plastics such as PA, POM, PBT, PPS, PEEK, PP, and PE. It is mainly used for high-end optical components, precision mechanical parts, gears, bushings, and other high-performance applications. For low-surface-energy plastics such as PP and PE, pretreatment such as plasma, corona, or flame treatment is usually required to improve adhesion before surface hardening.
Summary
Surface hardening of metal workpieces is not intended to make the entire part hard, but to achieve comprehensive performance with “wear-resistant surface and good internal toughness.”
Flame hardening is low-cost but more difficult to control; induction hardening is efficient and suitable for mass production; laser hardening is high-precision and suitable for local reinforcement; carburizing is suitable for low-carbon steel heavy-duty parts; nitriding is suitable for high-precision and long-life parts.
For gears, shafts, guide rails, molds, and CNC precision machined parts, properly selecting a surface hardening process can significantly improve part wear resistance, fatigue resistance, and overall service life. If you would like to learn more information or understand transparent quotations for custom part machining and surface treatment, you can contact Weldo Machining customer service.
A truly excellent metal part is not hard all over; it is hard where it should be hard and tough where it should be tough.









{kind=link}